




注吹一次成型LED燈罩,C7C9燈罩,PC燈罩
格式:pdf
大小:2.2MB
頁數:6P
二、一步法注吹與二步法吹塑的工藝區別 成型方式: 1.一步法注吹,先注塑,后吹塑,燈罩成型過程一臺機器一步完成; 2.二步法吹塑,模具有注塑模和吹塑模二套模具組成,生產時,先注塑燈罩的胚胎, 等胚胎冷卻后,人手放置加溫爐重新加熱,再人手放置吹塑模里吹氣完成。 3.產能和損耗:一步法注吹,整個生產過程全自動,每天產能達到2萬,生產效率 高,損耗低於5%;二步法吹塑,整個過程需要人手操作,效率低下,每天的產能 6千左右,且因人手操作,工藝不穩定,損耗率高於30%。 4.后加工:一步法注吹基本不涉及后加工,產量高、品質穩定。而二步法吹塑,燈 罩口徑為滿足吹塑而加長的部份需要切割等等,基本都涉及后加工,從而增加了 損耗、時間成本和人力成本。 5.品質:一步法注吹注塑-吹塑一步完成,燈罩表面鏡面光滑,品質穩定;二步法吹 塑在生產過程中,注塑生產時,胚胎在外容易受潮和受空氣污染,導
LED燈罩生產設備
格式:pdf
大小:1003KB
頁數:6P
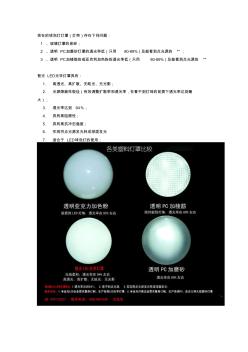
現在的球泡燈燈罩(燈殼)存在下列問題: 1、玻璃燈罩的易碎; 2、透明pc加磨砂燈罩的透光率低(只用80-89%)及能看到點光源的**; 3、透明pc加棱筋的或亞克利加色粉的透光率低(只用80-89%)及能看到點光源的** 智光led光學燈罩具有: 1.高透光、高擴散、無眩光、無光影; 2.光源隱蔽性極佳(有效調整擴散率和透光率,在看不到燈珠的前提下透光率達到最 大); 3.透光率達到94%; 4.具有高阻燃性; 5.具有高抗沖擊強度; 6.實現將點光源發光轉成球面發光 7.適合于led球泡燈的使用; 臺州智光照明有限公司 qq:1511428335手機18657691026renwei303@hotmail.com 一、led北美標準的現狀
編輯推薦下載

LED燈罩材料
格式:pdf
大小:10KB
頁數:1P
 4.5
4.5
《led燈罩材料:塑料技術-改變世界》 一、抗uv透明級 主要有帝人的l-1250z100,1225z100,1250zw,三菱的s-2000vur,,s-2000ur, m7026u,e-2000vur 沙伯基礎創新的lexan203r,103r-111,拜耳的pc-2807,pc-2407,pc-3103, pc-3105, 阻燃v0級(帝人ln-2250y,沙伯lux9610,拜耳6557,三菱eft2200) 二、光擴散級 主要有帝人抗uv阻燃v2級的ml-3110zhp,ml-3120zhp,ml-3206zt, 抗uv阻燃v0級的ml-4110zhp,ml-5206zlp,不抗uv無阻燃級的ml-1105,ml -1103等 沙伯的抗uv阻燃v2級的lux2614,lux
LED燈管的發光角度技術分析
格式:pdf
大小:6KB
頁數:3P
4.5
led燈管的發光角度技術分析 led燈管的發光角度技術分析以往led燈珠貼片和電 源的效率不是很高,這種情況下就需要采用較大截面的鋁合 金來幫助散熱,因此市場上見到最多的就是這種半塑半鋁結 構的led燈管。隨著科技的進步,led光源和電源的效率 提高,發熱會越來越小,將來全塑燈管由于成本低廉會在整 個led燈管市場占有一席之地。玻璃led燈管具有安全性 好,使用性能佳,成本不高等突出優點將成為半塑半鋁、全 塑和玻璃燈管三種結構的主導。為了更好地節約資源,玻璃 led燈管自身結構也將以內部燈板和外部端蓋均不粘膠的 裝配結構出現,這樣能最大限度地突出玻璃管的優勢。另外, 不粘膠結構能方便玻璃燈管的組裝和易于玻璃燈管的維修, 這樣便能克服玻璃管用于led燈管易碎的唯一缺陷,玻璃 led燈管將成為趨勢。從透明度來分,三種結構的led燈 管都可以分為透明管和霧
LED燈罩與角度熱門文檔
LED燈管發光角度技術分析
格式:pdf
大小:331KB
頁數:5P
4.5
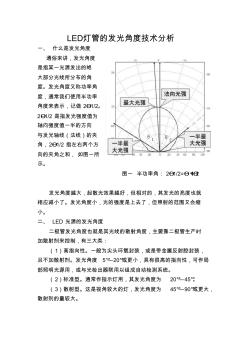
led燈管的發光角度技術分析 一、什么是發光角度 通俗來講,發光角度 是指某一光源發出的絕 大部分光線所分布的角 度。發光角度又稱功率角 度,通常我們使用半功率 角度來表示,記做2θ1/2。 2θ1/2是指發光強度值為 軸向強度值一半的方向 與發光軸線(法線)的夾 角,2θ1/2指左右兩個方 向的夾角之和,如圖一所 示。 圖一半功率角:2θ1/2=θ1+θ2 發光角度越大,起散光效果越好,但相對的,其發光的亮度也就 相應減小了。發光角度小,光的強度是上去了,但照射的范圍又會縮 小。 二、led光源的發光角度 二極管發光角度也就是其光線的散射角度,主要靠二極管生產時 加散射劑來控制,有三大類: (1)高指向性。一般為尖頭環氧封裝,或是帶金屬反射腔封裝, 且不加散射劑。發光角度5°—20°或更小,具有很高的指向性,可作局 部照明光源用,或與光檢出器聯用以組成自動檢

LED燈罩制造工藝流程(精)
格式:pdf
大小:12KB
頁數:2P
4.7
瑞歐照明reallighting,.co 工藝流程一覽 ?2010深圳市瑞歐照明技術有限公司web:email:phone:+8675589615052f ax:+8675533609643 版權所有保留所有權利 led燈罩制造工藝流程 磨口→清洗→烘烤 ↓ 烘烤↓刮口↓包裝 ←→表干吹口 ←涂裝→驗光 led燈罩涂裝環節工藝流程 水洗兩次→超聲波清洗→ 無塵布搽 ↓ 刮邊清口 ↓檢驗 ←驗光←涂裝 →包裝
LED燈罩用料選材-光擴散PC
格式:pdf
大小:167KB
頁數:6P
4.5
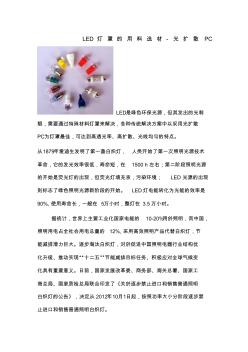
led燈罩的用料選材-光擴散pc led是綠色環保光源,但其發出的光刺 眼,需要通過特殊材料燈罩來解決,各種傳統解決方案中以采用光擴散 pc為燈罩最佳,可達到高透光率、高擴散、光線均勻的特點。 從1879年愛迪生發明了第一盞白熾燈,人類開始了第一次照明光源技術 革命,它的發光效率很低,壽命短,在1500h左右;第二階段照明光源 的開始是熒光燈的出現,但熒光燈填充汞,污染環境;led光源的出現 則標志了綠色照明光源新階段的開始。led燈電能轉化為光能的效率是 90%,使用壽命長,一般在5萬小時,整燈在3.5萬小時。 據統計,世界上主要工業化國家電能的10-20%用於照明,而中國, 照明用電占全社會用電總量的12%,采用高效照明產品代替白熾燈,節 能減排潛力巨大。逐步淘汰白熾燈,對於促進中國照明電器行業結構優 化升級、推動實現“十二五”節能減排目標任

菲涅爾燈罩設計(LED).ppt
格式:pdf
大小:2.4MB
頁數:7P
4.5
菲涅爾面燈罩設計 http://www.***.***/yinhuaping 1、菲涅爾燈罩參數: 焦距f=85mm,有效高度h=94mm,燈罩內徑φ=175mm,壁厚3mm,材料:pmma, 設計波長:λ=632.8nm,燈罩內部加有散射條紋。 菲涅爾柱面透鏡參數如下圖所示: 2、光源參數: 光源采用led光源,led參數光通量2lm,半功率角90度。8顆led360度等 角分布。 3、tracepro模擬結果 光束中心與水平面成5°角,光束擴散角為10°,滿足國標對低光強障礙燈的要求。 光斑分布如下圖所示 光斑在水平面內分布光斑在豎直平面內分布 從上面兩圖中可以看出光斑在水平面內360°分布,在豎直平面內成帶狀分布。 光強分布圖如下圖所示: 光強分布圖 從圖中看出光束的光強約為6.5cd。低于國標要求的32.5c
LED燈罩與角度精華文檔
 可從燈罩散熱的大配光型LED燈泡
可從燈罩散熱的大配光型LED燈泡 可從燈罩散熱的大配光型LED燈泡
格式:pdf
大小:62KB
頁數:1P
4.6
東芝照明技術發布了大配光型"普通燈泡型"led照明新產品,該產品的配光角度為260°,與燈泡形熒光燈相同;亮度相當于60w的白熾燈泡,晝白色的光通量為1000lm,燈泡色的光通量為810lm;額定耗電量均為
燈罩注塑工藝分析與模具設計
格式:pdf
大小:2.7MB
頁數:48P
4.4
摘要 塑料工業是當今世界上增長最為迅速的工業之一,而注塑模具是其中發展較快的種 類,因此,研究注塑模具對于了解塑料產品的生產過程和提高產品質量有很大的意義。 本文設計了對接型銷雙向斜抽芯推桿內抽芯燈罩注塑模,既滿足了制品的成型和抽 芯要求,又省去了斜抽芯和水平抽芯機構,大大簡化了模具結構,脫型可靠,成型塑件 質量好。 本模具設計過程中分析了燈罩制件的工藝特性,并介紹了abs材料的成型工藝特點; 通過對塑件的形狀、尺寸及其精度的要求來進行注射成型工藝的可行性分析。塑件的成 型工藝性主要包括塑件的壁厚,脫模斜度和圓角以及是否有側向抽芯機構。通過以上的 分析來確定模具分型面、型腔數目、澆口形式、位置大小;其中最重要的是確定型芯和 型腔的結構,以及它們的定位和緊固方式。 在模具結構設計過程中提出了不同成型的方案并進行了比較,采取了最佳的成型方 案;此外還分析了模具受力,脫模機構的設計,

關于LED球泡燈罩(燈殼)的研究經典分析及解決方案
格式:pdf
大小:482KB
頁數:4P
4.6
現在的球泡燈燈罩(燈殼)存在下列問題: 1、玻璃燈罩的易碎; 2、透明pc加磨砂燈罩的透光率低(只用80-89%)及能看到點光源的**; 3、透明pc加棱筋的或亞克利加色粉的透光率低(只用80-89%)及能看到點光源的** 智光led光學燈罩具有: 1.高透光、高擴散、無眩光、無光影; 2.光源隱蔽性極佳(有效調整擴散率和透光率,在看不到燈珠的前提下透光率達到最 大); 3.透光率達到94%; 4.具有高阻燃性; 5.具有高抗沖擊強度; 6.實現將點光源發光轉成球面發光 7.適合于led球泡燈的使用; 臺州智光照明有限公司 qq:1511428335手機18657691026renwei303@hotmail.com 一、led北美標準的現狀
LED燈罩與角度最新文檔

【CN109708013A】一種LED三防燈燈罩【專利】
格式:pdf
大小:799KB
頁數:9P
4.6
(19)中華人民共和國國家知識產權局 (12)發明專利申請 (10)申請公布號 (43)申請公布日 (21)申請號201910218427.1 (22)申請日2019.03.21 (71)申請人上海復光競成科技有限公司 地址200437上海市楊浦區逸仙路135號2 號樓8層 (72)發明人侯麗敏 沈春明 (74)專利代理機構北京中知法苑知識產權代理 事務所(普通合伙)11226 代理人李明 (51)int.cl. f21k9/20(2016.01) f21v3/02(2006.01) f21v5/02(2006.01) f21y115/10(2016.01) (54)發明名稱 一種led三防燈燈罩 (57)摘要 本發明涉及照明領域,尤其是一種led三防 燈燈罩,尤其是一種led三防燈燈罩。一種led三

防爆燈燈罩溫度對照20140731
格式:pdf
大小:1.4MB
頁數:4P
4.6
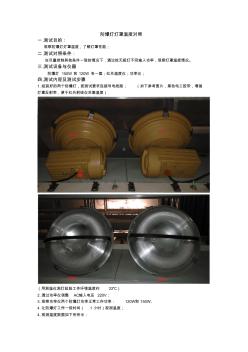
防爆燈燈罩溫度對照 一.測試目的: 觀察防爆燈燈罩溫度,了解燈罩性能; 二.測試對照條件: 在盡量控制其他條件一致的情況下,通過給無極燈不同輸入功率,觀察燈罩溫度情況。 三.測試設備與儀器 防爆燈150w和120w各一套;紅外溫度儀;功率儀; 四.測試內容及測試步驟 1.組裝好的兩個防爆燈,按測試要求連接導電線路;(如下參考圖片,黑色電工膠帶,增強 燈罩反射率,便于紅外射線儀采集溫度) (用測溫儀測燈起始工作環境溫度約33℃) 2.通過功率儀調整ac輸入電壓220v; 3.觀察功率儀兩個防爆燈功率正常工作功率:120w和150w; 4.讓防爆燈工作一段時間(1小時)觀測溫度; 4.觀測溫度數據如下所所示: 120w防爆燈溫度情況如下圖所示: 150w防爆燈溫度情況如下圖所示: 五.數據處理分析 1.對燈工作數據做折線圖如下: 由兩圖數據趨勢可以看出
雙色燈罩熱流道注射模設計與制造 雙色燈罩熱流道注射模設計與制造
格式:pdf
大小:867KB
頁數:5P
4.6
簡要分析了雙色塑料制品的成型工藝特點;闡述了雙色燈罩及其熱流道注射模的結構特點以及模具設計、制造中必須解決的一些技術問題。
 礦燈罩注射模工藝設計
礦燈罩注射模工藝設計 礦燈罩注射模工藝設計
格式:pdf
大小:172KB
頁數:未知
4.4
針對薄壁、曲面形狀復雜的一類塑件,提出一套結構簡單、工藝成本相對較低的注射模設計方案,降低企業成本,提高經濟效益。設計中運用ug的moldwizard生成分模面,采用一模兩腔,頂桿推出,潛伏式澆口的雙型腔單分型面一次分型模具。
高效大角度低熱阻LED天花燈的開發 高效大角度低熱阻LED天花燈的開發
格式:pdf
大小:411KB
頁數:未知
4.7
led天花燈在商業照明領域使用較廣,高效大角度低熱阻led天花燈產品節能、長壽、環保,符合國家產業政策發展的方向,具有很好的社會效益。隨著大功率白熾燈的停產,本項目也將取得良好的經濟效益。
 基于NX和Moldflow的汽車燈罩注射模設計與分析
基于NX和Moldflow的汽車燈罩注射模設計與分析 基于NX和Moldflow的汽車燈罩注射模設計與分析
格式:pdf
大小:671KB
頁數:4P
4.5
利用moldflow對汽車燈罩注射工藝方案分析,得出最佳成型工藝條件;同時對整個塑件成形過程模擬分析,預測成型中可能出現問題。根據分析結果,利用ug模具制造模塊對汽車燈罩進行注塑模設計。
LED燈罩與角度相關
文輯推薦
知識推薦
百科推薦


職位:室內設計師
擅長專業:土建 安裝 裝飾 市政 園林


