

KH-T68鏜床電路智能實訓考核臺(畢業(yè)論文)
格式:pdf
大小:548KB
頁數(shù):24P
人氣 :93
 4.8
4.8
- 1 - KH-T68鏜床電路智能實訓考核臺 [摘 要] T68 鏜床電路智能實訓考核臺是適用于各類學校和技能鑒定部門的中 級電工技能訓練、培訓、考核的教學儀器設備。由 1 至 64 臺機床實訓考核臺 (T68鏜床電路實訓考核臺和 X62W 萬能銑床電路實訓考核臺、 M7120 平面磨 床電路智能實訓考核臺、 Z3050 鉆床電路智能實訓考核臺、 15 噸橋式起重機電 路實訓智能考核實訓考核臺) 、多媒體計算機及智能實訓考核系統(tǒng)軟件組成。機 床實訓考核臺是由多種電氣元器件組成各種電氣控制線路,并配有 89C52 型單 片機、 LED、鍵盤等組成的智能答題器。學生可以在機床實訓考核臺上進行各 種電氣故障的排除、訓練和演示,以達到熟悉各種故障現(xiàn)象和熟練排除各種故 障現(xiàn)象的動手能力的訓練目的。智能實訓系統(tǒng)軟件具有考核臺設、學生名單輸 入及管理、考核臺號設置、試題編輯、自動閱卷并打印成績單、實



基于PLC的鏜床T68電氣設計
格式:pdf
大小:535KB
頁數(shù):23P
南華大學船山學院 電氣傳動技術課程設計 題目基于plc的鏜床t68電氣設計 專業(yè)名稱電氣工程及其自動化 指導教師 指導教師職稱 班級 學號 學生姓名 2014年12月31日 i 電氣傳動技術課程設計任務書 設計(論文)內(nèi)容及其要求: 1、設計內(nèi)容 為了適應各種加工工藝的要求,有較大的調(diào)速范圍,主電動機采用雙速電動機,用于拖動主 運動和進給運動。主運動和進給運動的調(diào)速采用變速孔盤機構。各進給部分的快速移動,采 用一臺快速移動電動機拖動。 設計要求:選用西門子7s-200系列的plc對t68臥式鏜床的電氣控制系統(tǒng)進行改造設計。 給定參數(shù):主電動機7.5kw,1460/2880r/min,380v;快速移動電動機3kw,1430r/min,380v。 2、工作流程圖法的設計步驟: 2.1繪制工作流程圖; 2.2繪制電器主接線圖和plc端子接線圖

T68鏜床控制系統(tǒng)的自動化改造設計
格式:pdf
大小:727KB
頁數(shù):3P
通過對傳統(tǒng)t68鏜床控制系統(tǒng)的分析,提出了選用西門子s7-300plc、西門子mm420變頻器對t68鏜床控制系統(tǒng)的自動化改造方案,并給出了詳細的硬件和軟件設計過程,改造后系統(tǒng)具有控制線路簡單、可靠性高、易維護等特點,另外鏜床控制電路的穩(wěn)定性和自動化程度也得到提高,生產(chǎn)效率也相對提高,對相關企業(yè)具有實踐指導意義。
編輯推薦下載
 T611鏜床PLC電氣柜改造設計對實訓教學的作用
T611鏜床PLC電氣柜改造設計對實訓教學的作用 T611鏜床PLC電氣柜改造設計對實訓教學的作用
格式:pdf
大小:632KB
頁數(shù):2P
4.3
為了使技能培訓中各學習領域的研究系統(tǒng)化、規(guī)范化、實效化,為學校和相關部門在就業(yè)培訓時能從一定層次和深度上提高就業(yè)者的素質(zhì)和就業(yè)能力,從而為職業(yè)技能培訓提供一種親臨工作現(xiàn)場和工作場景零距離。同時發(fā)揮示范高職的社會服務功能,本研究成果較好解決了上述問題。
中級維修電工機床排故(T68鏜床)教材(OFFCE2003排版)
格式:pdf
大小:389KB
頁數(shù):13P
4.7
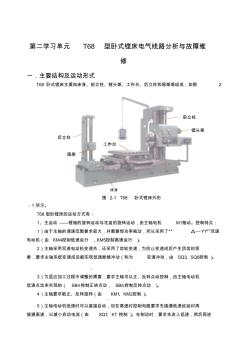
第二學習單元t68型臥式鏜床電氣線路分析與故障維 修 一.主要結構及運動形式 t68臥式鏜床主要由床身、前立柱、鏜頭架、工作臺、后立柱和尾架等組成,如圖2 -1所示。 t68型臥鏜床的運動方式有: 1、主運動——鏜軸的旋轉運動與花盤的旋轉運動,由主軸電機m1拖動。控制特點: 1)由于主軸的調(diào)速范圍要求較大,并需要恒功率拖動,所以采用了“δ—yy”雙速 電動機(由km4控制低速運行,km5控制高速運行)。 2)主軸采用雙速電動機變速外,還采用了齒輪變速,為防止變速成后產(chǎn)生頂齒的現(xiàn) 象,要求主軸系統(tǒng)變速成后能實現(xiàn)低速斷續(xù)沖動(稱為變速沖動,由sq3、sq6控制)。 3)為適應加工過程中調(diào)整的需要,要求主軸可以正、反轉點動控制,由主軸電動機 低速點動來實現(xiàn)的(sb4控制正轉點動,sb5控制反轉點動)。 4)主軸要求能正、反轉旋轉(由km1、km2控制)
KH-T68鏜床電路智能實訓考核臺熱門文檔
T68臥式鏜床電氣控制系統(tǒng)的PLC改造論文
格式:pdf
大小:1.1MB
頁數(shù):10P
4.7
t68臥式鏜床電氣控制系統(tǒng)的plc改造 摘要:t68臥式鏜床是最常見的零部件生產(chǎn)及加工設備,也是一些中高職學校的 教學設備。本文根據(jù)t68臥式鏜床的控制原理圖,采用plc技術改造其電氣控制 系統(tǒng),這樣就可以減輕學生的勞動強度,提高學生的實際操作技能,提高學生自 主學習的興趣及檢測線路的信心,使功能調(diào)試成功率提高。 關鍵詞:plc技術改造t68臥式鏜床電氣控制系統(tǒng) 1 一、t68臥式鏜床的運動形式 t68臥式鏜床的運動形式主要有以下幾種,其結構示意圖如圖1所示。 1.主運動 鏜桿(主軸)旋轉或平旋盤(花盤)旋轉。 2.進給運動 主軸軸向(進、出)移動、主軸箱(鏜頭架)的垂直(上、下)移動、花盤 刀具溜板的徑向移動、工作臺的縱向(前、后)和橫向(左、右)移動。 3.輔助運動 輔助運動有工作臺的旋轉運動、后主柱的水平移動和尾架的垂直移動。主體 運動和各種常速
 牽引電機抱軸瓦鏜瓦工藝及專用鏜床設計
牽引電機抱軸瓦鏜瓦工藝及專用鏜床設計 牽引電機抱軸瓦鏜瓦工藝及專用鏜床設計
格式:pdf
大小:373KB
頁數(shù):3P
4.4
擬定牽引電機抱軸瓦鏜瓦工藝流程,并詳細設計與制定牽引電機抱軸瓦鏜瓦工序內(nèi)容。設計開發(fā)了鏜削抱軸軸瓦加工的專用機床,采用頂針作為鏜削電機抱軸軸瓦的主要定位夾緊裝置,導向自定位裝置用來提高單刃鏜刀的軸向剛度和定位精度,選取合適的動力頭、液壓滑臺和直線導軌來完成鏜削的進給運動。
2657鏜床電氣系統(tǒng)技術改造
格式:pdf
大小:363KB
頁數(shù):2P
4.6
我公司的2657鏜床是20世紀70年代原蘇聯(lián)制造的設備,已服役40多年,于1995年曾大修過一次,一直使用至今。因這臺設備是公司關鍵設備,擔負著繁重的生產(chǎn)任務,常年連續(xù)工作,一天24h不停機,電器元件
普通銑鏜床方滑枕補償技術電氣改進 普通銑鏜床方滑枕補償技術電氣改進
格式:pdf
大小:214KB
頁數(shù):未知
4.6
通過補償方法的電氣改進,不僅能對滑枕低頭實施雙向的實時補償,而且能實現(xiàn)對不同分段處采用不同補償值的非線性補償,進而使補償做到更準確、靈活。
KH-T68鏜床電路智能實訓考核臺精華文檔
臥式鏜床(T611 Ⅱ)加工溝槽的解決措施 臥式鏜床(T611 Ⅱ)加工溝槽的解決措施
格式:pdf
大小:14KB
頁數(shù):1P
4.5
近些年,機床行業(yè)發(fā)展迅速,尤其是數(shù)控機床高加工精度,高效率地保證了產(chǎn)品的質(zhì)量和產(chǎn)量,且適用范圍廣,雖然數(shù)控機床成為了行業(yè)發(fā)展的趨勢,但是通過對舊機床的改造和升級,擴展機床加工范圍和提高效率仍然是機械行業(yè)發(fā)展的重要途徑。一是可以降低采購成本。二是企業(yè)多年來傳統(tǒng)技術的積累得到傳承,也是企業(yè)寶貴的財富。對傳統(tǒng)的技術應用和新技術開發(fā),科學的方法和正確的聯(lián)系實際的思路才是解決問題的關鍵所
臥式鏜床(T611 Ⅱ)加工溝槽的解決措施 臥式鏜床(T611 Ⅱ)加工溝槽的解決措施
格式:pdf
大小:70KB
頁數(shù):未知
4.4
近些年,機床行業(yè)發(fā)展迅速,尤其是數(shù)控機床高加工精度,高效率地保證了產(chǎn)品的質(zhì)量和產(chǎn)量,且適用范圍廣,雖然數(shù)控機床成為了行業(yè)發(fā)展的趨勢,但是通過對舊機床的改造和升級,擴展機床加工范圍和提高效率仍然是機械行業(yè)發(fā)展的重要途徑。一是可以降低采購成本。
YX-TK176M型臥式雙面數(shù)控鏜床的設計 YX-TK176M型臥式雙面數(shù)控鏜床的設計
格式:pdf
大小:195KB
頁數(shù):5P
4.5
針對橋殼焊接自動線對橋殼中段兩端加工的工藝要求,創(chuàng)新設計了一種用于該自動線的臥式雙面數(shù)控鏜床。該設備具有機器人自動上下料、更換品種自動切換,整個生產(chǎn)過程不需人工干預的功能。本文介紹了設備所能達到的加工產(chǎn)品工藝要求、機床整體布局,著重闡述了機床關鍵部件工裝夾具、數(shù)控鏜車頭、刀輔具的設計,簡單介紹了其他部件。
鏜床自動控制系統(tǒng)改造
格式:pdf
大小:50KB
頁數(shù):1P
4.6
隨著我國工業(yè)水平不斷提高,制造裝備水平也得到前所未有的發(fā)展,數(shù)字化智能化裝備大量應用,而這些都離不開先進的制造業(yè)。由些可見,制造業(yè)設備的革新變得越來越重要,特別是機床設備的革新對制造業(yè)的發(fā)展起著制約作用,鏜床是一種具有綜合加工能力的精加工機床,目前我國機械加工企業(yè)中還有較多半自動機床,已經(jīng)不能滿足現(xiàn)在工藝要求,所以機床自動化改造有較好前景。
KH-T68鏜床電路智能實訓考核臺最新文檔
深孔鉆鏜床鉆桿支承套改進 深孔鉆鏜床鉆桿支承套改進
格式:pdf
大小:70KB
頁數(shù):1P
4.6
通過設計使用尼龍內(nèi)襯的分體結構鉆桿支承套替代材質(zhì)為球墨鑄鐵四瓣整體式鉆桿支承套,有效地解決了鉆桿支承套易磨損的問題,延長支承套使用壽命,降低生產(chǎn)成本,提高內(nèi)孔加工精度。

可編程序控制器在T6216鏜床電氣系統(tǒng)改造中的應用
格式:pdf
大小:102KB
頁數(shù):2P
4.6
本鋼房地產(chǎn)開發(fā)有限責任公司設備公司在改造t6216鏜床電器系統(tǒng)時,采用了可編程度控制器。它解決了交流系統(tǒng)中用普通繼電器難以解決的問題,提高了系統(tǒng)的可靠性,降低了故障率。同時,它便于監(jiān)視、檢查和排除故障,便于實現(xiàn)電磁閥和接觸器的工作監(jiān)視。這種改造方式在該公司已得到普遍推廣應用,效果良好。
裝載機鏟斗銷孔雙頭數(shù)控鏜床的設計與開發(fā) 裝載機鏟斗銷孔雙頭數(shù)控鏜床的設計與開發(fā)
格式:pdf
大小:250KB
頁數(shù):未知
4.5
裝載機鏟斗銷孔的加工精度直接影響鏟斗的平衡,導致銷孔及銷軸磨損嚴重。文章分析了鏟斗銷孔加工技術要求,針對目前鏟斗銷孔加工工藝存在的問題,提出了采用雙頭數(shù)控鏜床加工鏟斗銷孔的工藝方案,確定了機床的總體結構,工作原理和技術參數(shù)。闡述了機床防干涉鏜削動力頭外形和主傳動系統(tǒng)的設計。該機床經(jīng)企業(yè)使用效果良好,有效地保證了兩組平行孔系的平行度和同組孔系的同軸度,提高了鏟斗加工效率。
實訓考核制度
格式:pdf
大小:10KB
頁數(shù):3P
4.4
實訓考核制度 學生實訓成績考核是實訓教學的重要組成部分,是檢查實訓 教學過程及實訓教學管理等情況的重要環(huán)節(jié),也是督促學生學習, 鞏固所學知識,提高應用能力,樹立良好的學習風氣的重要環(huán)節(jié), 同時學生學習成績的考核也是對學生一個重要評定。要充分重視, 確保考核真實。 為了加強學生考核管理,便于組織考核時具體實施,特制定 本辦法。 一、考查的依據(jù)是:實訓中的表現(xiàn),出勤情況,對實訓相關 知識的掌握程度,實際操作技術的熟練程度,分析問題和解決問 題的能力,加工工件的質(zhì)量,以及對設備工具維護的情況,實訓 報告的編寫水平等。 二、實訓成績分為考勤、實訓表現(xiàn)、專業(yè)技能考核成績及實 訓報告成績四個方面。 三、成績評定可分為優(yōu)、良、中、及格、不及格五個等級。 具體標準如下: 1、優(yōu)秀(90分以上) (1)實訓期間考勤記錄為全勤,無遲到早退現(xiàn)象。 (2)全面完成各項實訓任務,實訓效果好,動手操作能力
巴基斯坦項目設備出廠檢驗報告(車鏜床)
格式:pdf
大小:28KB
頁數(shù):3P
4.6
巴基斯坦項目設備出廠前驗收報告 設備名稱:鑄錠車床 鑄錠鏜床 參加驗收人員: 中色科技股份有限公司:趙宏宇、陳李招、柴林、魏俊卿 美鋁北冶工業(yè)(大連)有限公司:郭明、步新路、張永生 驗收地點:美鋁北冶工業(yè)(大連)有限公司 驗收時間:2007年10月12-15日 中色科技股份有限公司與美鋁北冶工業(yè)(大連)有限公司共同 對巴項目車鏜床進行了空負荷試車及有負荷試車,試車結果如下: 一、車、鏜床進行整機負何試車紀錄詳見如下表格 車床負荷試車驗收記錄 工程名稱分項工程名稱車床 驗收內(nèi)容車床負荷試車設計制造單位美鋁北冶工業(yè)(大連)有限公司 項目負責人用戶中色科技股份有限公司 合同要求保證值負荷試車實際值 1、負荷聯(lián)合試車:整個車床的機械、 液壓、電控、水路各類儀表,根據(jù)車削 工藝參數(shù)調(diào)整到最佳狀態(tài)后,進行負荷 聯(lián)合試車 經(jīng)檢查負荷聯(lián)合試車進行正常。液壓系統(tǒng)平穩(wěn)、靈敏、
實訓項目四LED旋轉燈電路
格式:pdf
大小:2.3MB
頁數(shù):17P
4.3
[鍵入文檔標題]旋轉led顯示屏制作1 1 項目四旋轉led顯示屏的制作 旋轉led顯示是利用機械轉動動態(tài)掃描代替?zhèn)鹘y(tǒng)逐行掃描方式,是一種近 期出現(xiàn)的電子產(chǎn)品,成本低,商業(yè)化應用led顯示屏是一個新的發(fā)展方向,適應 性廣泛,實用性強,它具有耗能小,壽命長,色彩好、色彩穩(wěn)定、易操作,可視 范圍大燈優(yōu)點。 知識目標: 1、了解旋轉led的整機結構 2、能夠熟練使用protel2004繪制旋轉led電路圖 3、了解eda布線和制版的工藝流程 4、了解單片機基本的原理 技能目標: 1、按照工藝標準安裝旋轉led 2、按照工藝文件調(diào)試旋轉led 3、掌握單片機讀寫相關軟件的使用 職業(yè)素養(yǎng)目標: 1.保持操作工位清潔衛(wèi)生; 2.在操作前檢查安全措施檢查; 3.能夠安全使用焊接及安裝工具進行產(chǎn)品的裝配; 4.正確使用儀器儀表,注意探頭或表筆的擺放,防止短路。
基于項目實訓的電子電路實踐課程的改革與思考
格式:pdf
大小:446KB
頁數(shù):2P
4.4
在電子技術實踐教學的建設和改革過程中,需解決的關鍵問題是精心設計一整套實驗內(nèi)容、教學模式與考核方式。它應滲透著實驗教學改革的理念,相對做到科學性、基礎性與先進性的有機融合,具有較好的實用性和適用性,對綜合培養(yǎng)學生知識、能力和素質(zhì)有較顯著效果,有示范性。
探討在數(shù)控鏜床進行鉆井泵機架加工的方法
格式:pdf
大小:114KB
頁數(shù):1P
4.8
普通鏜床加工鉆井泵機架工作效率低,加工過程中對加工精度的影響因素多,易影響到加工質(zhì)量,利用數(shù)控鏜床加工可有效地提高加工的精度和效率。本文簡單闡述了鉆井泵機架結構和加工特點,在介紹鉆井泵機架加工工藝流程的基礎上,對采用數(shù)控鏜床加工鉆井泵機架的方法進行了分析和探討。
新型液壓支架加工設備-四軸鏜床的設計研究 新型液壓支架加工設備-四軸鏜床的設計研究
格式:pdf
大小:117KB
頁數(shù):2P
4.7
為保證液壓支架的產(chǎn)品質(zhì)量,提高生產(chǎn)效率,自行研制了一種新型液壓支架加工設備—四軸鏜床。分析了四軸鏜床的構成和特點,完成了關鍵部件鏜削頭的功率計算,并與已有加工方法進行了比較。該鏜床使用方便,加工效率高,運行良好。
任務三日光燈電路的安裝訓練實訓教案
格式:pdf
大小:125KB
頁數(shù):4P
4.3
湖南省雙峰縣職業(yè)中專學校 實習教學教案 學 科 電工技能與 訓練項目教 程執(zhí) 行 記 錄 日期 星期 檢 查 簽 字 班級 節(jié)次 課 題 日光燈電路的安裝與檢修 授課形式實訓課 教 學 目 標 1.掌握日光燈的基本組成及各附件的作用; 2.掌握日光燈電路的安裝知識 技知 能識 點點 1、熟練日光燈電路的安裝方法 2、能檢測照明電路的常見故障; 實訓 過程 及講 解提 要 電路圖(一) 電路圖(二) 1、日光燈電路各零部件的檢測 (1)日光燈的檢測 燈管兩端燈絲應有幾歐姆的電阻,將萬用表置于rx1檔 (2)鎮(zhèn)流器的檢測 將萬用表置于rx10或rx1檔 (3)啟輝器的檢測 啟輝器不導通,電容器應有充電效應。 (4)檢查日光燈燈座、啟輝器的底座 檢查日光燈插座、啟輝器的底座內(nèi)接線是否良好,有否損壞。 (5)檢查燈管的功率和鎮(zhèn)流器的功率是否相同,否則,燈管不能發(fā)光或是使燈管和
KH-T68鏜床電路智能實訓考核臺相關
文輯推薦
知識推薦
百科推薦


職位:2021屆MIDAS軟件工程師
擅長專業(yè):土建 安裝 裝飾 市政 園林


