




H型鋼制作方案D
格式:pdf
大小:64KB
頁數:6P
精品文檔就在這里 -------------各類專業好文檔,值得你下載,教育,管理,論文,制度,方案手冊,應有盡有-------------- -------------------------------------------------------------------------------------------------------------------------------------------- ---------------------------------------------------------精品文檔--------------------------------------------------------------------- 1編制說明 根據化三院的項目實施建議書,本裝置的結構主要為鋼結構,根據我們在以往工 程的施工

H型鋼制作方案 (2)
格式:pdf
大小:185KB
頁數:14P
v1.0可編輯可修改 00 賓利鋼結構制作班組 h型鋼制作工藝 工程名稱:賓利國際“星”城 工程編號: 編制: 審核: 批準: 日期:2008年4月20日 v1.0可編輯可修改 11 第一章編制依據 1.《鋼結構工程質量驗收規范》(gb50205—2001) 2.《建筑鋼結構焊接技術規程》jgj81-2002 3.〈〈普通低合金結構鋼〉〉gb1591、《碳素結構鋼》gb/t700 4.《碳鋼焊條》gb/t5117 5.《低合金焊條》gb/t5118 6.《熔化焊用鋼絲》gb/t14957 7.《氣體保護焊用鋼絲》gb/t14958 8.《熱軋型鋼和部分t型鋼》gb/t11263-1998 9.《碳素結構鋼》gb/t700 第二章組織機構、設備及勞動力計劃 1、組織結構 總負責人:趙斌 技 術 員 1 人
編輯推薦下載
H型鋼制作方案 (3)
格式:pdf
大小:176KB
頁數:13P
 4.6
4.6
賓利鋼結構制作班組 h型鋼制作工藝 工程名稱:賓利國際“星”城 工程編號: 編制: 審核: 批準: 日期:2008年4月20日 賓利鋼結構制作班組文件編號: 1 第一章編制依據 1.《鋼結構工程質量驗收規范》(gb50205—2001) 2.《建筑鋼結構焊接技術規程》jgj81-2002 3.〈〈普通低合金結構鋼〉〉gb1591、《碳素結構鋼》gb/t700 4.《碳鋼焊條》gb/t5117 5.《低合金焊條》gb/t5118 6.《熔化焊用鋼絲》gb/t14957 7.《氣體保護焊用鋼絲》gb/t14958 8.《熱軋型鋼和部分t型鋼》gb/t11263-1998 9.《碳素結構鋼》gb/t700 第二章組織機構、設備及勞動力計劃 1、組織結構 總負責人:趙斌 技 術 員 1 人 質 量 員 2 人
H型鋼制作方案D (2)
格式:pdf
大小:55KB
頁數:5P
4.5
1編制說明 根據化三院的項目實施建議書,本裝置的結構主要為鋼結構,根據我們在以往工 程的施工經驗,估計鋼結構中的h型鋼需在現場進行預制制作,所以編制了本方案, 本方案僅作為本次投標使用,若我單位有幸重標待資料到齊后再作必要的修改。 2編制依據 1)化三院的項目實施建議書; 2)《石油化工鋼結構工程施工及驗收規范》(sh3507-1999); 3)《鋼結構工程施工及驗收規范》(gb50205-95); 4)《焊接h型鋼》(yb3301-92); 5)招標文件; 3施工工藝程序 板材出庫→供應人員檢驗并入庫→班組核對材質及規格并出庫→構件排板→切割 下料→翼板腹板各自拼接→無損探傷→組對(組立)→幾何尺寸檢查→埋弧自動焊接→ 外觀檢查→幾何尺寸檢查→矯正→驗收→編號存放 4h型鋼的材料管理 h型鋼制作用板材材料計劃由我方根據設計院所提供的數
H型鋼制作方案熱門文檔


H型鋼制作
格式:pdf
大小:40KB
頁數:4P
4.8
h型鋼制作施工工藝標準 二、焊接h型鋼施工工藝 1.工藝流程 下料——拼裝——焊接——矯正——二次下料——制孔——裝焊其它零件—— 校正——打磨——打沙——油漆——搬運——儲存——運輸——售后服務。 2.工藝要求: 2.1下料 2.1.1下料前應將鋼板上的鐵銹、油污清除干凈。以保證切割質量,檢查材質。 2.1.2鋼板下料宜采用多頭切割機。幾塊同時下料,以防鋼板形成馬刀彎。 2.1.3鋼板下料應根據配料單規定的規格尺寸落料,并適當考慮構件加工時的焊 接收縮余量。 2.1.4開破口:如圖 全焊透焊縫破口角度即35°對角45°方法,在腹板上。 半熔透焊縫坡口角度即:45°×45°開在腹板上。 注:如果構件長度大于4m,則采用分段施焊的方法。 3.矯正 3.1h梁焊接后容易產生撓彎曲變形,翼緣板與腹板不垂直。薄板焊接還會產生 波浪形等焊接變形,因此一般采用機械矯正及火
H型鋼制作工藝 (2)
格式:pdf
大小:500KB
頁數:12P
4.5
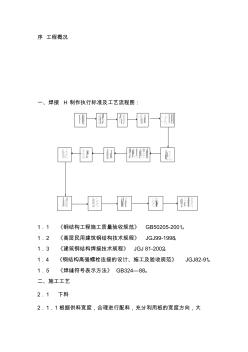
序工程概況 一、焊接h制作執行標準及工藝流程圖: 1.1《鋼結構工程施工質量驗收規范》gb50205-2001。 1.2《高層民用建筑鋼結構技術規程》jgj99-1998。 1.3《建筑鋼結構焊接技術規程》jgj81-2002。 1.4《鋼結構高強螺栓連接的設計、施工及驗收規范》jgj82-91。 1.5《焊縫符號表示方法》gb324—88。 二、施工工藝 2.1下料 2.1.1根據供料寬度,合理進行配料,充分利用板的寬度方向,大 料優先配料,出現板邊(寬度余料)時,應將小料同時排版,作到本 批次供料盡量用完,余下長度方向的料頭,轉入小料(或回收)。長 度方向預留30~40mm荒料。 2.1.2根據施工圖紙,合理拼接材料,下列部位嚴禁設置拼接接口: a牛腿處的上下200mm范圍內。 b加勁板100mm范圍內。 c孔群100mm范圍內。 d
H型鋼制作工藝
格式:pdf
大小:512KB
頁數:12P
4.7
序工程概況 一、焊接h制作執行標準及工藝流程圖: 1.1《鋼結構工程施工質量驗收規范》gb50205-2001。 1.2《高層民用建筑鋼結構技術規程》jgj99-1998。 1.3《建筑鋼結構焊接技術規程》jgj81-2002。 1.4《鋼結構高強螺栓連接的設計、施工及驗收規范》jgj82-91。 1.5《焊縫符號表示方法》gb324—88。 二、施工工藝 2.1下料 2.1.1根據供料寬度,合理進行配料,充分利用板的寬度方向,大 料優先配料,出現板邊(寬度余料)時,應將小料同時排版,作到本 批次供料盡量用完,余下長度方向的料頭,轉入小料(或回收)。長 度方向預留30~40mm荒料。 2.1.2根據施工圖紙,合理拼接材料,下列部位嚴禁設置拼接接口: a牛腿處的上下200mm范圍內。 b加勁板100mm范圍內。 c孔群100mm范圍內。 d
H型鋼制作方案(20200925105315)
格式:pdf
大小:166KB
頁數:13P
4.4
賓利鋼結構制作班組 h型鋼制作工藝 工程名稱:賓利國際“星”城 工程編號: 編制: 審核: 批準: 日期:2008年4月20日 第一章編制依據 1.《鋼結構工程質量驗收規范》(gb50205—2001) 2.《建筑鋼結構焊接技術規程》jgj81-2002 3.〈〈普通低合金結構鋼〉〉gb1591、《碳素結構鋼》gb/t700 4.《碳鋼焊條》gb/t5117 5.《低合金焊條》gb/t5118 6.《熔化焊用鋼絲》gb/t14957 7.《氣體保護焊用鋼絲》gb/t14958 8.《熱軋型鋼和部分t型鋼》gb/t11263-1998 9.《碳素結構鋼》gb/t700 第二章組織機構、設備及勞動力計劃 1、組織結構 總負責人:趙斌 技 術 員 1 人 質 量 員 2 人 生 產 總 負 責 1 人 探 傷 員
H型鋼制作方案精華文檔
 大型鋼柱、梁的“H”型鋼制作工藝
大型鋼柱、梁的“H”型鋼制作工藝 大型鋼柱、梁的“H”型鋼制作工藝
格式:pdf
大小:156KB
頁數:5P
4.7
“h”型鋼常用做鋼結構中的龍骨,其制作技術高、難度大、工藝要求嚴格。制作合格的h型鋼,需要多工種協作完成。介紹了熱軋板公司板坯庫鋼結構廠房吊車梁、鋼柱中起龍骨作用的主體結構——“h”型鋼下料、組裝、焊接、矯正等制作工藝。

H型鋼制作作業指導書4
格式:pdf
大小:285KB
頁數:8P
4.7
編號:q/ck.bo.gz06.002 第1頁共8頁 h型鋼制作作業指導書 1適用范圍 適用于h型鋼的制作過程。 2h型鋼制作流程 下料→翼板、腹板拼接→組成t形鋼→組成h型鋼焊接→焊接→(探傷)→矯正機矯正 →火焰矯正→切割端面→轉下道工序 3來料驗證 3.1材料下料見q/ck.bo.gz06.001-2011《鋼結構件制作通用技術條件》的第二章、板材 拼接見《拼接作業指導書》的要求。腹板的尺寸見《特殊構件下料尺寸的測算及制作作業 指導書》 3.2翼板、腹板長度比圖紙尺寸允許長20mm。 4h型鋼組立 h型鋼在組立機上的組立范圍為高2000mm,寬800mm,而且要求翼板與腹板垂直, 截面比較規則。超過高、寬范圍或者截面不規范的h型鋼應采用手工組立。 4.1在專用的組立機上組焊h型鋼 a)操作人員嚴格按組立機的操作規程進行操作。 b)
焊接H型鋼制作工藝.
格式:pdf
大小:593KB
頁數:17P
4.8
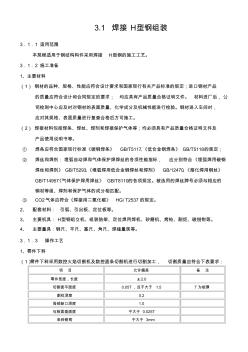
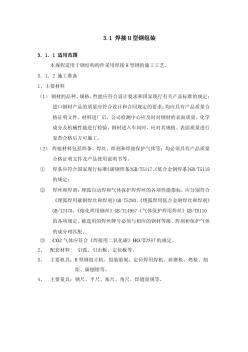
3.1焊接h型鋼組裝 3.1.1適用范圍 本規程適用于鋼結構構件采用焊接h型鋼的施工工藝。 3.1.2施工準備 1、主要材料 (1)鋼材的品種、規格、性能應符合設計要求和國家現行有關產品標準的規定; 進口鋼材產品的質量應符合設計和合同規定的要求;均應具有產品質量合 格證明文件。材料進廠后,公司檢測中心應及時對鋼材的表面質量、化學 成分及機械性能進行檢驗。鋼材進入車間時,應對其規格、表面質量進行 復查合格后方可施工。 (2)焊接材料包括焊條、焊絲、焊劑和焊接保護氣體等;均必須具有產品質量 合格證明文件及產品使用說明書等。 ①焊條應符合國家現行標準《碳鋼焊條》gb/t5117、《低合金鋼焊條》gb/t5118 的規定; ②焊絲和焊劑:埋弧自動焊和氣體保護焊焊絲的各項性能指標,應分別符合 《埋弧焊用碳鋼焊絲和焊劑》gb/t5293、《埋弧焊用低合金鋼焊絲和焊劑》
焊接H型鋼制作工藝1
格式:pdf
大小:592KB
頁數:18P
4.4
3.1焊接h型鋼組裝 3.1.1適用范圍 本規程適用于鋼結構構件采用焊接h型鋼的施工工藝。 3.1.2施工準備 1、主要材料 (1)鋼材的品種、規格、性能應符合設計要求和國家現行有關產品標準的規定; 進口鋼材產品的質量應符合設計和合同規定的要求;均應具有產品質量合 格證明文件。材料進廠后,公司檢測中心應及時對鋼材的表面質量、化學 成分及機械性能進行檢驗。鋼材進入車間時,應對其規格、表面質量進行 復查合格后方可施工。 (2)焊接材料包括焊條、焊絲、焊劑和焊接保護氣體等;均必須具有產品質量 合格證明文件及產品使用說明書等。 ①焊條應符合國家現行標準《碳鋼焊條》gb/t5117、《低合金鋼焊條》gb/t5118 的規定; ②焊絲和焊劑:埋弧自動焊和氣體保護焊焊絲的各項性能指標,應分別符合 《埋弧焊用碳鋼焊絲和焊劑》gb/t5293、《埋弧焊用低合金鋼焊絲和焊劑》

焊接H型鋼制作工藝 (2)
格式:pdf
大小:593KB
頁數:18P
4.6
3.1焊接h型鋼組裝 3.1.1適用范圍 本規程適用于鋼結構構件采用焊接h型鋼的施工工藝。 3.1.2施工準備 1、主要材料 (1)鋼材的品種、規格、性能應符合設計要求和國家現行有關產品標準的規定; 進口鋼材產品的質量應符合設計和合同規定的要求;均應具有產品質量合 格證明文件。材料進廠后,公司檢測中心應及時對鋼材的表面質量、化學 成分及機械性能進行檢驗。鋼材進入車間時,應對其規格、表面質量進行 復查合格后方可施工。 (2)焊接材料包括焊條、焊絲、焊劑和焊接保護氣體等;均必須具有產品質量 合格證明文件及產品使用說明書等。 ①焊條應符合國家現行標準《碳鋼焊條》gb/t5117、《低合金鋼焊條》gb/t5118 的規定; ②焊絲和焊劑:埋弧自動焊和氣體保護焊焊絲的各項性能指標,應分別符合 《埋弧焊用碳鋼焊絲和焊劑》gb/t5293、《埋弧焊用低合金鋼焊絲和焊劑》
H型鋼制作方案最新文檔

焊接H型鋼制作工藝
格式:pdf
大小:122KB
頁數:12P
4.4
焊接h型鋼組裝 3.1.1適用范圍 本規程適用于鋼結構構件采用焊接h型鋼的施工工藝。 3.1.2施工準備 1、主要材料 (1)鋼材的品種、規格、性能應符合設計要求和國家現行有關產品標準的規定; 進口鋼材產品的質量應符合設計和合同規定的要求;均應具有產品質量合 格證明文件。材料進廠后,公司檢測中心應及時對鋼材的表面質量、化學 成分及機械性能進行檢驗。鋼材進入車間時,應對其規格、表面質量進行 復查合格后方可施工。 (2)焊接材料包括焊條、焊絲、焊劑和焊接保護氣體等;均必須具有產品質量 合格證明文件及產品使用說明書等。 ①焊條應符合國家現行標準《碳鋼焊條》gb/t5117、《低合金鋼焊條》gb/t5118 的規定; ②焊絲和焊劑:埋弧自動焊和氣體保護焊焊絲的各項性能指標,應分別符合 《埋弧焊用碳鋼焊絲和焊劑》gb/t5293、《埋弧焊用低合金鋼焊絲和焊劑》 gb/1
1焊接H型鋼制作工藝
格式:pdf
大小:562KB
頁數:13P
4.6
3.1焊接h型鋼組裝 3.1.1適用范圍 本規程適用于鋼結構構件采用焊接h型鋼的施工工藝。 3.1.2施工準備 1、主要材料 (1)鋼材的品種、規格、性能應符合設計要求和國家現行有關產品標準的規定;進口鋼材產品 的質量應符合設計和合同規定的要求;均應具有產品質量合格證明文件。材料進廠后,公 司檢測中心應及時對鋼材的表面質量、化學成分及機械性能進行檢驗。鋼材進入車間時, 應對其規格、表面質量進行復查合格后方可施工。 (2)焊接材料包括焊條、焊絲、焊劑和焊接保護氣體等;均必須具有產品質量合格證明文件及 產品使用說明書等。 ①焊條應符合國家現行標準《碳鋼焊條》gb/t5117、《低合金鋼焊條》gb/t5118的規定; ②焊絲和焊劑:埋弧自動焊和氣體保護焊焊絲的各項性能指標,應分別符合《埋弧焊用碳鋼 焊絲和焊劑》gb/t5293、《埋弧焊用低合金鋼焊絲和焊劑》gb/

焊接H型鋼制作工法
格式:pdf
大小:94KB
頁數:10P
4.7
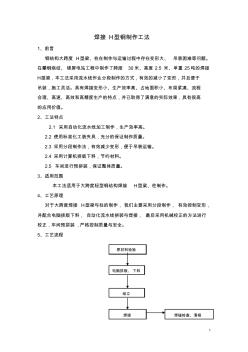
1 焊接h型鋼制作工法 1、前言 鋼結構大跨度h型梁、柱在制作與運輸過程中存在變形大、吊裝困難等問題。 在攀鋼燒結、錦屏電站工程中制作了跨度30米、高度2.5米、單重25噸的焊接 h型梁,本工法采用流水線作業分段制作的方式,有效的減小了變形,并且便于 吊裝,施工靈活。具有焊接變形小、生產效率高、占地面積小、布局緊湊、流程 合理、高速、高效和高精度生產的特點,并已取得了滿意的實際效果,具有很高 的應用價值。 2、工法特點 2.1采用自動化流水線加工制作,生產效率高。 2.2使用標準化工裝夾具,充分的保證制作質量。 2.3采用分段制作法,有效減少變形,便于吊裝運輸。 2.4采用計算機排版下料,節約材料。 2.5車間進行預拼裝,保證整體質量。 3、適用范圍 本工法適用于大跨度輕型鋼結構焊接h型梁、柱制作。 4、工藝原理 對于大跨度焊接h型梁與柱的制作,我們主要采
H型鋼制作作業指導書 (2)
格式:pdf
大小:226KB
頁數:16P
4.5
h型鋼制作 作 業 指 導 書 中國中鐵z局集團xx機電設備安裝有限公司 發放號碼: h型鋼制作 作 業 指 導 書 受控狀態: 版本: 批準: 持有者: 2008年月發布2008年月實施 目錄 1、目的22222222222222222222222201 2、適用范圍2222222222222222222222222222201 3、加工制作工藝流程22222222222222222222222201 4、構件加工制作要點222222222222222222222222202 4.1放樣、號料222222222222222222222222222202 4.2切割2222222222222222222222222222222203 4.3矯正和成型2222222222222222

焊接H型鋼制作工藝標準
格式:pdf
大小:119KB
頁數:11P
4.6
thriftofexcellenttraditionalandstylelackdeepofunderstanding,one-sidedthinkinnowofgoodsituationxia,economicsmoothmorefastdevelopment,andreformmademajorprogress,andpeoplelivingsignificantlyimprove,andsocialthecareermadenewprogress,nonecessaryalwayshardhas,noawarenesstochinaalsohasmanypovertyarea,andalsohasmanypovertyp
焊接H型鋼制作通用工藝
格式:pdf
大小:1.2MB
頁數:25P
4.6
山東宏躍網架鋼結構有限公司hysc-03 焊 接 h 型 鋼 制 作 通 用 工 藝 山東宏躍網架鋼結構有限公司 山東宏躍網架鋼結構有限公司hysc-03 第1頁共25頁 目錄 第一章說明?????????????????????2 第二章工程材料?????????????????????2 第三章焊接h型鋼加工制作工藝??????????????5 1、焊接h型鋼工藝制作流程??????????????5 2、h鋼下料?????????????????????6 3、h鋼組立?????????????????????7 4、h型鋼焊接???????????????????9 5、h型鋼矯正??????????????????11 6、h型鋼二次組裝??????????????????13 7、檢驗標
焊接H型鋼制作工藝
格式:pdf
大小:593KB
頁數:17P
4.3
3.1焊接h型鋼組裝 3.1.1適用范圍 本規程適用于鋼結構構件采用焊接h型鋼的施工工藝。 3.1.2施工準備 1、主要材料 (1)鋼材的品種、規格、性能應符合設計要求和國家現行有關產品標準的規定; 進口鋼材產品的質量應符合設計和合同規定的要求;均應具有產品質量合 格證明文件。材料進廠后,公司檢測中心應及時對鋼材的表面質量、化學 成分及機械性能進行檢驗。鋼材進入車間時,應對其規格、表面質量進行 復查合格后方可施工。 (2)焊接材料包括焊條、焊絲、焊劑和焊接保護氣體等;均必須具有產品質量 合格證明文件及產品使用說明書等。 ①焊條應符合國家現行標準《碳鋼焊條》gb/t5117、《低合金鋼焊條》gb/t5118 的規定; ②焊絲和焊劑:埋弧自動焊和氣體保護焊焊絲的各項性能指標,應分別符合 《埋弧焊用碳鋼焊絲和焊劑》gb/t5293、《埋弧焊用低合金鋼焊絲和焊劑》
H型鋼制作方案相關
文輯推薦
知識推薦
百科推薦


職位:大數據工程師
擅長專業:土建 安裝 裝飾 市政 園林


