




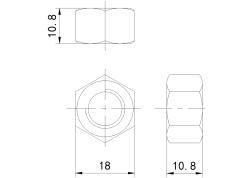
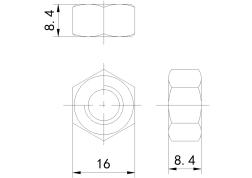
1型六角螺母AandBGB-T6170-2000
格式:pdf
大小:7KB
頁數:6P
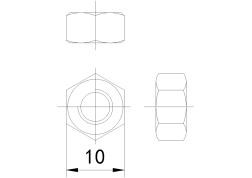
fastenernamehexagonnuts,style1--productgradesaandbgb/t6170-2000 fasteneridgb_nut_type05 大小名義直徑厚度 m1.61.61.3 m1.61.61.3 m1.61.61.3 m221.6 m221.6 m221.6 m2.52.52 m2.52.52 m2.52.52 m3.53.52.8 m3.53.52.8 m3.53.52.8 m332.4 m332.4 m332.4 m443.2 m443.2 m443.2 m554.7 m554.7 m554.7 m665.2 m665.2 m665.2 m886.8 m886.8 m886.8 m10108.4 m10
編輯推薦下載
GBT6170-20001型六角螺母熱門文檔
六角螺母-CGB-T41-2000
格式:pdf
大小:6KB
頁數:5P
 4.5
4.5
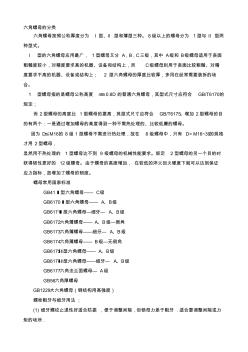
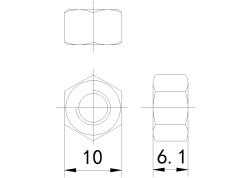
fastenernamehexagonnutsgradecgb/t41-2000 fasteneridgb_nut_type01 大小名義直徑厚度螺紋線顯示 m555.6simplified m555.6cosmetic m555.6schematic m666.40simplified m666.40cosmetic m666.40schematic m887.9simplified m887.9cosmetic m887.9schematic m10109.5simplified m10109.5cosmetic m10109.5schematic m121212.2simplified m121212.2cosmetic m121212.2schematic m1414
六角螺母的分類(20201015170954)
格式:pdf
大小:7KB
頁數:3P
4.7
六角螺母的分類 六角螺母按照公稱厚度分為i型、ii型和薄型三種。8級以上的螺母分為1型與ii型兩 種型式。 i型的六角螺母應用最廣,1型螺母又分a,b,c三級,其中a級和b級螺母適用于表面 粗糙度較小,對精度要求高的機器、設備和結構上,而c級螺母則用于表面比較粗糙、對精 度要求不高的機器、設備或結構上;2型六角螺母的厚度比較厚,多用在經常需要裝拆的場 合。 1型螺母指的是螺母公稱高度m≥0.8d的普通六角螺母,其型式尺寸應符合gb/t6170的 規定; 而2型螺母的高度比1型螺母的要高,其型式尺寸應符合gb/t6175。增加2型螺母的目 的有兩個:一是通過增加螺母的高度得到一種不需熱處理的、比較低廉的螺母。 因為d≤m16的8級1型螺母不需進行熱處理,故在8級螺母中,只有d>m16~39的規格 才用2型螺母, 顯然用
M10六角螺母制作
格式:pdf
大小:421KB
頁數:11P
4.4
章節課題項目一六角螺母的制作 教學目的 1.掌握六角螺母的加工方法,并達到一定的銼削精度; 2.掌握120°角度樣板的測量和使用方法,提高游標卡尺測量準確度; 3.掌握正確對六角螺母鉆出螺紋底孔,并掌握正確的攻螺紋方法; 教學方法1.任務驅動法2.講解法3.演示法4.巡回指導法 教學重點六角螺母的制作和檢測方法。 教學難點六角螺母尺寸精度和形位公差的控制方法。 預習及 課后作業 預習:將課前所發的圖紙讀懂,并編寫工件加工工藝。 課后作業:領材料根據六角螺母圖形內容要求進行制作。 課 前 準 備 內 容 圖 樣 《六角螺母的制作》圖紙 器 材 1.材料:45#鋼料;規格為?36×14mm等。 2.臺虎鉗、臺式鉆床、劃線平板、90°v型鐵塊、?8.5麻花鉆頭等。 工 具 量 1.工具:各種銼刀、劃針、樣沖、手錘、毛刷、m10絲錐、扳手
GBT6170-20001型六角螺母精華文檔
M10六角螺母制作 (2)
格式:pdf
大小:433KB
頁數:12P
4.4
1/12 章節課題項目一六角螺母的制作 教學目的 1.掌握六角螺母的加工方法,并達到一定的銼削精度; 2.掌握120°角度樣板的測量和使用方法,提高游標卡尺測量準確度; 3.掌握正確對六角螺母鉆出螺紋底孔,并掌握正確的攻螺紋方法; 教學方法1.任務驅動法2.講解法3.演示法4.巡回指導法 教學重點六角螺母的制作和檢測方法。 教學難點六角螺母尺寸精度和形位公差的控制方法。 預習及 課后作業 預習:將課前所發的圖紙讀懂,并編寫工件加工工藝。 課后作業:領材料根據六角螺母圖形內容要求進行制作。 課 前 準 備 內 容 圖 樣 《六角螺母的制作》圖紙 器 材 1.材料:45#鋼料;規格為?36×14mm等。 2.臺虎鉗、臺式鉆床、劃線平板、90°v型鐵塊、?8.5麻花鉆頭等。 工 具 量 1.工具:各種銼刀、劃針、樣沖、手錘、毛刷、
六角螺母標準(20201015171000)
格式:pdf
大小:384KB
頁數:5P
4.7
- - 中華人民共和國國家標準 六角螺母c級 hexagonnuts-productgradec gb/t41-2000eqviso4034:1999代替gb/t41-1986 前言 本標準等效采用國際標準iso4034:1999《六角螺母產品等級c級》。 本標準是國家標準“六角扳擰緊固件”產品系列標準的一部分。該系列包括: a)六角頭螺栓:gb/t27、gb/t28、gb/t29.1、gb/t29.2、gb/t31.1、gb/t31.2、gb/t31.3、 gb/t32.1、gb/t32.2、gb/t32.3、gb/t5780、gb/t5781、gb/t5782、gb/t5783、gb/t5784、gb/t 5785和gb/t5786; b)六角螺母:gb/t41、gb/t
GBT6177.1-2000六角法蘭面螺母
格式:pdf
大小:563KB
頁數:7P
4.7
前言 本標準等效采用國際標準六角法蘭面螺母粗牙螺紋 本標準是國家標準六角扳擰緊固件產品系列標準的一部分該系列包括 六角頭螺栓 和 六角螺母 和 六角法蘭面螺栓和 六角法蘭面螺母和 栓接結構用螺栓連接副 和 六角頭螺釘木螺釘自攻螺釘及組合件 和 未規定包裝技術要求本標準予以規定表 未規定表面缺陷技術要求本標準予以規定表 未規定簡化標記本標準按允許簡化的原則給出簡化的標記示例條 本標準是的修訂本其主要技術內容未予修改 本標準自實施之日起代替 本標準的附錄是標準的附錄 本標準由國家機械工業局提出 本標準由全國緊固件標準化技術委員會歸口 本標準由機械科學研究院負責上海標三標準件有限公司和沈陽標準件制造總廠參加起草 本標準由全國緊固件標準化技術委員會秘書處負責解釋 前言 國際標準化組織是一個世界性的各國國家標準
M10六角螺母制作(20201015140136)
格式:pdf
大小:421KB
頁數:11P
4.4
章節課題項目一六角螺母的制作 教學目的 1.掌握六角螺母的加工方法,并達到一定的銼削精度; 2.掌握120°角度樣板的測量和使用方法,提高游標卡尺測量準確度; 3.掌握正確對六角螺母鉆出螺紋底孔,并掌握正確的攻螺紋方法; 教學方法1.任務驅動法2.講解法3.演示法4.巡回指導法 教學重點六角螺母的制作和檢測方法。 教學難點六角螺母尺寸精度和形位公差的控制方法。 預習及 課后作業 預習:將課前所發的圖紙讀懂,并編寫工件加工工藝。 課后作業:領材料根據六角螺母圖形內容要求進行制作。 課 前 準 備 內 容 圖 樣 《六角螺母的制作》圖紙 器 材 1.材料:45#鋼料;規格為?36×14mm等。 2.臺虎鉗、臺式鉆床、劃線平板、90°v型鐵塊、?8.5麻花鉆頭等。 工 具 量 1.工具:各種銼刀、劃針、樣沖、手錘、毛刷、m10絲錐、扳手
GBT6170-20001型六角螺母最新文檔
六角螺母的分類
格式:pdf
大小:6KB
頁數:2P
4.7
六角螺母的分類 六角螺母按照公稱厚度分為i型、ii型和薄型三種。8級以上的螺母分為1型與ii型兩 種型式。 i型的六角螺母應用最廣,1型螺母又分a,b,c三級,其中a級和b級螺母適用于表面 粗糙度較小,對精度要求高的機器、設備和結構上,而c級螺母則用于表面比較粗糙、對精 度要求不高的機器、設備或結構上;2型六角螺母的厚度比較厚,多用在經常需要裝拆的場 合。 1型螺母指的是螺母公稱高度m≥0.8d的普通六角螺母,其型式尺寸應符合gb/t6170的 規定; 而2型螺母的高度比1型螺母的要高,其型式尺寸應符合gb/t6175。增加2型螺母的目 的有兩個:一是通過增加螺母的高度得到一種不需熱處理的、比較低廉的螺母。 因為d≤m16的8級1型螺母不需進行熱處理,故在8級螺母中,只有d>m16~39的規格 才用2型螺母, 顯然用

美制六角螺母
格式:pdf
大小:66KB
頁數:4P
4.4
q 鹽城民力機械有限公司標準 q/ml17-2002 美制六角螺母 2002-05-01發布2002-05-01實施 鹽城民力機械有限公司發布 美制六角螺母q/ml17-2002 1 鹽城民力機械有限公司標準 美制六角螺母 q/ml17-2002 1、范圍 1.1本標準規定了美制六角螺母的尺寸和技術要求。 1.2本標準適用于閥門出口產品。 2、尺寸 2.1形式尺寸按圖1及表1規定。 3、技術要求 3.1技術條件按astma194/a194m-94b中的有關規定。 3.2螺紋及表面應無裂紋和毛刺等缺陷。 4、標記 直徑3/8粗牙螺紋每英寸16牙2b級不經表面處理的美制 六角鋼螺母的標記示例; 螺母3/8-16unc2bq/akdf12-2000;
六角螺母
格式:pdf
大小:319KB
頁數:4P
4.7
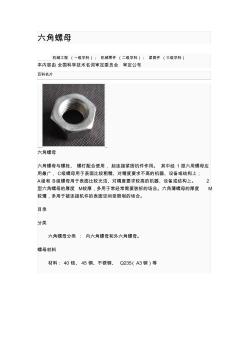
六角螺母 機械工程(一級學科);機械零件(二級學科);緊固件(三級學科) 本內容由全國科學技術名詞審定委員會審定公布 百科名片 六角螺母 六角螺母與螺栓、螺釘配合使用,起連接緊固機件作用。其中經1型六用螺母應 用最廣,c級螺母用于表面比較粗糙、對精度要求不高的機器、設備或結構上; a級和b級螺母用于表面比較光潔、對精度要求較高的機器、設備或結構上。2 型六角螺母的厚度m較厚,多用于常經常需要裝拆的場合。六角薄螺母的厚度m 較薄,多用于被連接機件的表面空間受限制的場合。 目錄 分類 六角螺母分類:內六角螺母和外六角螺母。 螺母材料 材料:40鉻、45鋼、不銹鋼、q235(a3鋼)等 方形螺母-飛超機械fcm 六角螺母的的規格 作為一種標準件,它就應當有自己的通用規格 六角螺母 對于六角螺帽,常用的標準有:gb52、gb6170、gb617
六角螺母的分類
格式:pdf
大小:7KB
頁數:3P
4.8
六角螺母的分類 六角螺母按照公稱厚度分為i型、ii型和薄型三種。8級以上的螺母分為1型與ii型兩 種型式。 i型的六角螺母應用最廣,1型螺母又分a,b,c三級,其中a級和b級螺母適用于表面 粗糙度較小,對精度要求高的機器、設備和結構上,而c級螺母則用于表面比較粗糙、對精 度要求不高的機器、設備或結構上;2型六角螺母的厚度比較厚,多用在經常需要裝拆的場 合。 1型螺母指的是螺母公稱高度m≥0.8d的普通六角螺母,其型式尺寸應符合gb/t6170的 規定; 而2型螺母的高度比1型螺母的要高,其型式尺寸應符合gb/t6175。增加2型螺母的目 的有兩個:一是通過增加螺母的高度得到一種不需熱處理的、比較低廉的螺母。 因為d≤m16的8級1型螺母不需進行熱處理,故在8級螺母中,只有d>m16~39的規格 才用2型螺母, 顯然用
六角螺栓和六角螺母用沉孔(GBT152.4——1988)
格式:pdf
大小:17KB
頁數:1P
4.5
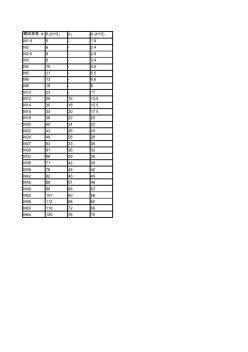
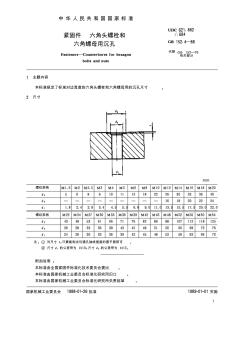
螺紋規格dd2(h15)d3d1(h13) m1.65-1.8 m26-2.4 m2.58-2.9 m39-3.4 m410-4.5 m511-5.5 m613-6.6 m818-9 m1022-11 m12261613.5 m14301815.5 m16332017.5 m18362220 m20402422 m22432624 m24482826 m27533330 m30613633 m33663936 m36714239 m39764542 m42824845 m45895148 m48985652 m521076056 m561126862 m601187266 m641257670

GBT152.4-88緊固件六角頭螺栓和六角螺母用沉孔
格式:pdf
大小:92KB
頁數:1P
4.3
中華人民共和國國家標準 緊固件六角頭螺栓和 六角螺母用沉孔 代替 有關部分 主題內容 本標準規定了標準對邊寬度的六角頭螺栓和六角螺母用的沉孔尺寸 尺寸 螺紋規格 螺紋規格 注對尺寸只要能制出與通孔軸線垂直的圓平面即可 尺寸的公差帶為尺寸的公差帶為 附加說明 本標準由全國緊固件標準化技術委員會提出 本標準由國家機械工業委員會標準化研究所歸口 本標準由國家機械工業委員會標準化研究所負責起草 國家機械工業委員會批準實施
GBT6170-20001型六角螺母相關
文輯推薦
知識推薦
百科推薦


職位:消防項目經理
擅長專業:土建 安裝 裝飾 市政 園林


