

基于Flash8平臺的瓦楞紙箱CAD軟件開發研究
格式:pdf
大小:612KB
頁數:4P
人氣 :63
 4.6
4.6
用Flash8完成瓦楞紙箱包裝CAD軟件的開發。該軟件人機交互界面友好,使用方便,根據輸入參數,自動完成帶尺寸標注的對應箱型的二維標準平面展開圖的繪制、存儲和打印,并進行瓦楞紙箱成型的動畫演示,大大提高了瓦楞紙箱設計的效率和速度,具有一定的實用價值。



編輯推薦下載

 CIMS機制下瓦楞紙箱CAD系統開發
CIMS機制下瓦楞紙箱CAD系統開發 CIMS機制下瓦楞紙箱CAD系統開發
格式:pdf
大小:576KB
頁數:3P
4.4
在分析瓦楞紙箱設計的過程和特點的基礎上,提出基于cims的瓦楞紙箱cad系統的總體結構。并通過visualc++的mfc開發工具實現了系統界面和箱型設計、材料選擇、尺寸設計及展開圖繪制、強度校核、文件i/o模塊的功能。運行實例表明,該系統可以實現對瓦楞紙箱的參數化設計。
淺談瓦楞紙板和瓦楞紙箱的質量檢驗 淺談瓦楞紙板和瓦楞紙箱的質量檢驗
格式:pdf
大小:99KB
頁數:未知
4.5
瓦楞紙箱的質量關系到對被包裝商品的安全保護性,在整個貯存、運輸和銷售過程中不能破損,以實現商品的價值。因此瓦楞紙箱在出廠前要進行抽樣檢查以確定其質量是否符合使用要求。通常要進行下面三項檢查。
Flash8平臺的瓦楞紙箱CAD軟件開發熱門文檔
淺析瓦楞紙板和瓦楞紙箱的質量檢驗 淺析瓦楞紙板和瓦楞紙箱的質量檢驗
格式:pdf
大小:196KB
頁數:2P
4.8
把楞紙箱在生產過程中,由于其生產工藝比較簡單,并且技術含量也較低,所以這種紙制品在生產過程中設備與資金上的投入都相對較少,這直接導致了社會中的各個行業都對這種紙質品的需求量得到了增加.隨著時代的發展與社會的進步,我國紙漿生產企業越來越多,這就直接導致許多企業為獲得更多的經濟利益,而在生產制作環節進行偷工減料的處理,這致使許多不合格的瓦楞紙產品進入到市場的運行中.許多小型生產企業沒有配備專門業的質量監督人員,所以導致生產出的瓦楞紙版或是瓦楞紙箱都沒有達到行業中的標準規定,文章針對瓦楞紙板與瓦楞紙箱的質量檢驗,進行了相關內容的探究,希望得出的結論可以給研究學者的工作開展帶來幫助.

瓦楞紙板和瓦楞紙箱的質量檢驗
格式:pdf
大小:1.4MB
頁數:12P
4.5
瓦楞紙板和瓦楞紙箱的質量檢驗 瓦楞紙板和瓦楞紙箱的質量檢驗共分三大類。這就是瓦楞紙箱的外觀檢驗,瓦楞紙板 和瓦楞紙箱的性能測試以及瓦楞紙箱的型式試驗。 進入九十年代,瓦楞紙箱的應用越來越廣泛。對使用瓦楞紙箱為商品制作包裝而美化 商品、保護商品的質量要求也越來越高,生產瓦楞紙箱的設備、技術和工藝也相應得到了長 足的發展。為了保證生產出的瓦楞紙板的質量和制作出的瓦楞紙箱的質量符合國家標準要 求,過到既適合使用,又物美價謙嚴格的質量管理和質量的檢驗以及先進的檢測設備和完善 的檢測手段適時地進入了具有一定生產規模和管理程序的瓦楞紙箱生產企業。 瓦楞紙板和瓦楞紙箱的質量檢驗,必須計量準確,標準統一,檢測設備完好,檢測方 法標準;同時有嚴格的全面管理和必要的基礎工作。否則就保證不了檢驗的準確性、可靠性 和公正性。 瓦楞紙板和瓦楞紙箱的質量檢驗,目前招待的標準分為三種。一種是國家專門對為出

瓦楞紙箱培訓教材(正式)
格式:pdf
大小:544KB
頁數:16P
4.5
瓦楞紙箱培訓教材 瓦楞紙箱是一種比較理想的包裝容器,具有輕便、牢固、減振及適合機械化 生產的特點。多年來一直使用于運輸包裝和銷售包裝。瓦楞紙箱以其精美的外觀 和內在優良質量贏得了市場。它除了保護商品、便于倉儲、運輸之外,還起到美 化商品,宣傳商品的作用。尤其當今世界各個國家都非常重視環境保護的情況下, 瓦楞紙箱具有可回收再利用的優點,它利于環保,利于裝卸運輸,利于節約木材 等。 我公司常用的的包裝箱就是瓦楞紙箱,技術人員在產品量產后都要為其制作 《包裝標準》,只有充分了解紙箱的相關知識,才能設計出好的包裝標準,因此 ie辦公室特整理出部分內容,以供大家參考。 瓦楞紙板的結構 瓦楞紙板是由面紙、里紙、芯紙和加工成波形瓦楞的瓦楞紙通過粘合而成。 1.面紙(底紙) 常用的面紙和底紙有以下幾種: k紙,基重200g,(美國進口的有240g,甚至是300g) a紙,基重16
瓦楞紙箱進貨檢驗規程
格式:pdf
大小:35KB
頁數:2P
4.7
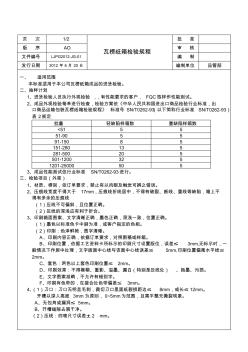
頁次1/2 瓦楞紙箱檢驗規程 批準 版序ao審核 文件編號ljpg2012-jg-01編制 發行日期2012年6月20日編制單位品管部 一、適用范圍 本標準適用于本公司瓦楞紙箱成品的進貨檢驗。 二、抽樣計劃 1、進貨檢驗人員執行外觀檢驗,,有性能要求的客戶,fqc取樣作性能測試。 2、成品外觀檢驗每單進行檢查,檢驗方案依《中華人民共和國進出口商品檢驗行業標準,出 口商品運輸包裝瓦楞紙箱檢驗規程》標準號sn/t0262-93(以下簡稱行業標準sn/t0262-93) 表2規定 批量輕缺陷樣箱數重缺陷樣箱數 <5155 51-9055 91-15085 151-280135 281-500205 501-1200325 1201-25000505 3、成品性能測試依行業標準sn/t0262-93進
防潮防跑瓦楞紙箱黏合劑 防潮防跑瓦楞紙箱黏合劑
格式:pdf
大小:90KB
頁數:1P
4.3
cnl05602472(2016—05—25)。該黏合劑(以質量分數計)由玉米淀粉35%~55%、硼砂0.12%~0.18%、消泡劑0.05%~0.1%、次氯酸鈉3%~6%、高錳酸鉀2%~4%、防潮劑0.5%~1%、納米海泡石粉1.5%,2.5%、羧甲基纖維素0.1%-0.3%和水100%等組成。該黏合劑制備方法簡單,具有粘接強度高、產品性能穩定的優點;粘接紙箱干燥快、強度高、不跑楞、不吸潮及不泛潮。
Flash8平臺的瓦楞紙箱CAD軟件開發精華文檔
 涂塑工藝瓦楞紙箱防潮處理
涂塑工藝瓦楞紙箱防潮處理 涂塑工藝瓦楞紙箱防潮處理
格式:pdf
大小:145KB
頁數:未知
4.3
瓦楞紙箱的涂塑防潮,是一種比較好的防潮處理新工藝.中國包裝總公司湖南分公司株州紙箱廠,經過一年多的研究試驗和設備配套,并在二年來的試驗投產過程中,技術上不斷改進,工藝上逐步完善,已經達到了涂塑工藝合理,設備運轉正常,生產成本下降,經濟效益明顯的預期設計效果.并于一九八二年十二月通過技術鑒定.當前我國的瓦楞紙箱防潮處理,基本上采用手工刷油和機械印刷上油兩種方法.手工刷
瓦楞紙箱培訓教材
格式:pdf
大小:219KB
頁數:12P
4.8
瓦楞紙箱培訓教材 一、概述 1、印刷包裝行業的印刷方式主要有: 平版膠印(油墨彩色印刷)、凸版印刷(紙箱水墨印刷)。其中,紙箱水性印 刷相比彩色印刷具有強度高、成本低、生產效率高(交期快),整體印刷效果接 近彩印,廣泛適用于產品的運輸包裝。 2、瓦楞紙箱主要生產工序 瓦楞紙板自動生產線、印刷工序、后加工及成型工序;目前印刷工作已基本 實現印刷、開槽、模切、粘箱、包裝一次成型自動化作業。 二、水性印刷原理 1、水性印刷屬于加色法印刷。彩色原稿經過電子分色制版成反面圖象,然后通 過印刷機進行印刷,將水墨從印刷機網紋輥上轉移到印刷版上,再將水墨從印刷 版上轉移到瓦楞紙板上。通過套色、疊色得到正面的圖象,實現原稿樣箱的復制, 再現原稿的質量。 2、四原色原理:紅、黃、蘭、黑(嚴格來說是三原色:紅、黃、蘭) 間色:兩種原色相加:紅+黃=橙色(橙紅、橙黃); 紅+蘭=紫色(櫻紅、茄紫);
Flash8平臺的瓦楞紙箱CAD軟件開發最新文檔
瓦楞紙箱檢驗規范.new
格式:pdf
大小:149KB
頁數:5P
4.8
瓦楞紙箱檢驗規范頁次:1/5 文件名瓦楞紙箱檢驗規范版本/版次a/0編號 1.目的 加強質量意識,嚴格質量控制,提高產品質量。 2.適用范圍 本規范適用于瓦楞紙箱進料檢查及廠商評估。 3.參考文件 gb5034-85gb13023-91gb6547-86gb5033-85gb6543-86gb6544-86 等國家標準 4.補充說明 本規范作為pcba零件工程人員及iqc人員檢查依據,規范中未加說明或者與規范有明顯沖突的 檢查項目應依實際情況進行評估及判定。 5.檢驗方法與品質要求 見下表 核準審核制訂 序號檢查項目檢查工具檢查方法品質要求抽樣判定 瓦楞紙箱檢驗規范頁次:2/5 1瓦楞原紙目視 1.瓦楞原紙應平整,不允許有影響使用的折 子、窟窿、硬雜物等外觀紙病。 2.瓦楞原紙切邊應整齊,不許有裂口、缺角、
涂塑瓦楞紙箱防潮技術 涂塑瓦楞紙箱防潮技術
格式:pdf
大小:193KB
頁數:未知
4.8
傳統的瓦楞紙箱涂刷桐油防潮,已不適應出口商品包裝的需要.如今用新產品——聚乙烯醇縮丁醛作為防潮涂料,采取膠滾壓印涂料法,是生產包裝紙箱的新技術。適宜機械涂布的防潮涂料配方是:聚乙烯醇縮丁醛1公斤,95%乙醇7—9公斤、鄰苯二甲酸二辛脂40—50克。適宜手工涂布的涂料配方是:聚乙烯醇縮丁醛1公斤,95%的乙醇12—14公斤,鄰本二甲酸二辛脂40—50克、甘油改性松香100—150克。以上配方中的乙醇,在冬季可增加10%,高溫季節,可降低10%。溶解聚乙烯醇縮丁醛要備置帶攪拌裝置的搪瓷
瓦楞紙箱防潮上光劑的研究 瓦楞紙箱防潮上光劑的研究
格式:pdf
大小:382KB
頁數:3P
4.7
介紹了瓦楞紙箱防潮上光劑的配方和制備過程。討論了低分子聚乙烯、蜂蠟、石蠟、巴西棕櫚蠟,乳化劑等對其質量性能的影響。通過正交實驗,確定了最佳反應條件:低分子聚乙烯的質量分數為0.3,混合蠟的質量分數是0.3,反應溫度為95℃,反應時間為4h,這時生產的瓦楞紙箱防潮上光劑防潮性能最好,光亮度最大,穩定性最高。

各類瓦楞紙箱技術改造可研報告
格式:pdf
大小:311KB
頁數:75P
4.5
第1頁 10000萬平方米/a各類瓦楞紙箱生產技術改造項目 資金申請報告 1.項目單位基本情況 1.1企業基本情況 公司名稱:撫順開發區天澤包裝制品有限公司 法定代表人:杜先軍 注冊資本:1000萬元 成立日期:2004年5月 注冊地址:撫順市望花區鞍山路西段56號 經營范圍:紙制品加工和彩色印刷 撫順開發區天澤包裝制品有限公司成立于2004年5月,公司性 質為有限責任,坐落在撫順市望花區鞍山路西段56號。本公司是撫 順地區包裝制品行業龍頭企業,是遼寧省包裝協會副會長單位,占地 面積26400平方米,現有員工120人,其中安排殘疾職工就業32名, 全部參加社會統籌。高級技術人員和設計研發人員30余人,企業注 冊資本1000萬元。經營范圍為紙制品加工和彩色印刷,主導產品瓦 楞紙包裝箱系列產品,年生產能力1000萬平方米。2008年實現銷售 收入
日本研發瓦楞紙箱受潮防護新包裝材料 日本研發瓦楞紙箱受潮防護新包裝材料
格式:pdf
大小:1.4MB
頁數:1P
4.4
日本東洋鋼板株式會社開發出0.02~0.05mm厚的純鐵箔材料,與牛皮紙、聚乙烯薄膜擠壓成復合紙板,解決了長期以來瓦楞紙箱受潮的問題。復合紙板不僅防水、防潮,還能迅速屏蔽電磁波、防靜電,特
紙箱,包裝,彩盒,瓦楞紙(精心整理的資料)要點
格式:pdf
大小:87KB
頁數:9P
4.7
. . 彩盒 一.彩盒的材質 1,一般分為卡紙類,坑紙類,精品包裝盒類: 卡紙類:一般為250g,300g,350g,400g,450g 坑紙類:一般為e,f楞的最多,一般外面的彩紙為250粉灰,下面為坑板(瓦楞紙板) 精品包裝盒類:一般使用灰板生產,克重一般為600g(1mm)以上的灰板包面紙成型;灰板根據客戶需求不同克重也不一樣, 一般使用的是950g,1200g,1500g進行包裝;一般還可以通過對裱,做成多克重的紙板,如600g雙灰板對裱成1200g雙灰板 面紙一般為雙銅紙128g,157g覆膜; 2,一般彩盒涉及到材質可分為2大類:面紙,坑紙。 面紙:通常彩盒面紙常用的有(臺灣稱呼):灰銅,白銅,單銅,華麗卡,黃金卡,白金卡,銀卡,雷射卡等 “白底白板”共有2種:a白銅;b單銅。 他們的共同點:

紙箱,包裝,彩盒,瓦楞紙(精心整理的資料).
格式:pdf
大小:66KB
頁數:9P
4.4
彩盒 一.彩盒的材質 1,一般分為卡紙類,坑紙類,精品包裝盒類: 卡紙類:一般為250g,300g,350g,400g,450g 坑紙類:一般為e,f楞的最多,一般外面的彩紙為250粉灰,下面為坑板(瓦楞紙板) 精品包裝盒類:一般使用灰板生產,克重一般為600g(1mm)以上的灰板包面紙成型;灰板根據客戶需求不同克重也不一樣, 一般使用的是950g,1200g,1500g進行包裝;一般還可以通過對裱,做成多克重的紙板,如600g雙灰板對裱成1200g雙灰板 面紙一般為雙銅紙128g,157g覆膜; 2,一般彩盒涉及到材質可分為2大類:面紙,坑紙。 面紙:通常彩盒面紙常用的有(臺灣稱呼):灰銅,白銅,單銅,華麗卡,黃金卡,白金卡,銀卡,雷射卡等 “白底白板”共有2種:a白銅;b單銅。 他們的共同點:是正反兩面都
開孔位置對瓦楞紙箱抗壓強度影響的試驗研究 開孔位置對瓦楞紙箱抗壓強度影響的試驗研究
格式:pdf
大小:175KB
頁數:未知
4.7
通過對不同開口位置與瓦楞紙箱抗壓強度的關系進行試驗研究,得出抗壓強度的變化趨勢。瓦楞紙箱的開孔位置在原點附近對瓦楞紙箱抗壓強度的影響較小;當打孔位置越偏離原點位置越遠,打孔對瓦楞紙箱的抗壓強度的影響越大。為進一步研究瓦楞紙箱抗壓強度奠定了基礎,對瓦楞紙箱的設計起到一定參考作用。
Flash8平臺的瓦楞紙箱CAD軟件開發相關
文輯推薦
知識推薦
百科推薦


職位:全過程工程咨詢工程師
擅長專業:土建 安裝 裝飾 市政 園林


