

FANUC系統調試5(輸入輸出模塊設置)
格式:pdf
大小:1000KB
頁數:10P
人氣 :93
 4.5
4.5
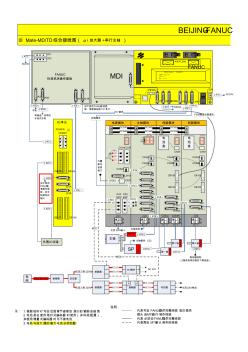
1 第五節 I/O LINK 模塊的設置 馬勝 胡年 北京 FANUC 0i-B /0i-Mate-B 系統,由于 I/O 點、手輪脈沖信號 都連在 I/O LINK 總線上,在 PMC 梯形圖編輯之前都要進行 I/O 模塊的設置(地址分配) ,同時也要考慮到手輪的連接位置。 1.0i-B: 由于 0i-B 本身帶有內置 I/O 板(雖然該 I/O 點表面上看起來與 0I-A 系統相似,但其 96/64 點也連 在 I/O LINK 上,占用 I/O LINK 點。所以也要進行 I/O 模塊的地址分配) 1.1 內置 I/O 板,當不再連接其它模塊時 可設置如下:從 X0 開始 0.0.1.OC02I Y0 開始 0.0.1./8 1. 2.當使用標準機床面板時,手輪有兩種接法 (1)接在系統上 JA3 注: 此時手輪接于系統的內置 I/0 板的 JA3 上,手輪信號從 x12-



FANUC數控系統簡介
格式:pdf
大小:343KB
頁數:22P
1 fanuc數控系統簡介 一、fanuc數控系統的發展 1、fanuc公司創建于1956年,1959年首先推出了電液步進電機, 在后來的若干年中逐步發展并完善了以硬件為主的開環數控系統。進 入70年代,微電子技術、功率電子技術,尤其是計算技術得到了飛 速發展,fanuc公司毅然舍棄了使其發家的電液步進電機數控產品, 一方面從gettes公司引進直流伺服電機制造技術。1976年 fanuc公司研制成功數控系統5,隨時后又與siemens公司聯合 研制了具有先進水平的數控系統7,從這時起,fanuc公司逐步發 展成為世界上最大的專業數控系統生產廠家,產品日新月異,年年翻 新。 2、1979年研制出數控系統6,它是具備一般功能和部分高級功能的 中檔cnc系統,6m適合于銑床和加工中心;6t適合于車床。與過 去機型比較,使用了大容量磁

編輯推薦下載
fanuc系統硬件連接圖
格式:pdf
大小:695KB
頁數:14P
4.3
fanuc 標準機床操作面板 電 網 斷路器變壓器 斷路器 斷路器 交流三相380v 交流三相220v 交流三相220v 編 碼 器 編 碼 器 編 碼 器 fanuc 24v模塊dc24v 交流220v 交流220v 交流220v 接觸器 控 制 控 制 電抗器交流220v輸出 交流220v 交流220v 交流220v 交流220v 交流220v 伺服模塊 status 電 池 盒 cx5x cxa2a cxa2b cb10a cb10b 電源模塊 status cxa2a 主軸模塊 pl alm err status cxa2a cxa2b 伺服模塊 status 電 池 盒 cx5x cxa2a cxa2b cb10a cb10b dc300v dc300v dc300v dc300v dc300v dc300v 主軸通訊 交流200v輸入 cx1ac
Fanuc0M參數
格式:pdf
大小:455KB
頁數:57P
4.6
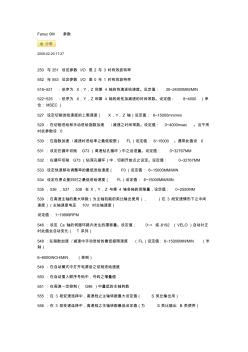
fanuc0m參數 2008-02-2017:27 250與251設定參數i/o是2與3時有效波特率 552與553設定參數i/o是0與1時有效波特率 518~521:依序為x,y,z和第4軸的快速進給速度。設定值:30~24000mm/min 522~525:依序為x,y,z和第4軸的線性加減速的時間常數。設定值:8~4000(單 位:msec) 527設定切削進給速度的上限速度(x,y,z軸)設定值:6~15000mm/min 529:在切削進給和手動進給指數加速/減速之時間常數。設定值:0~4000msec。當不用 時此參數設0 530:在指數加速/減速時進給率之最低極限(fl)設定值:6~15000。通常此值設0 531:設定在循環切削g73(高速鉆孔循環)中之后
FANUC系統調試熱門文檔
FANUC數控指令格式
格式:pdf
大小:93KB
頁數:17P
4.7
附錄一fanuc數控指令格式 數控程序是若干個程序段的集合。每個程序段獨占一行。每個程序段由若干個字組成,每個 字由地址和跟隨其后的數字組成。地址是一個英文字母。一個程序段中各個字的位置沒有限 制,但是,長期以來以下排列方式已經成為大家都認可的方式: n-g-x-y-z-????f-s-t-m-lf 行號準備功能位置代碼進給速度主軸轉速刀具號輔助功能行結束 在一個程序段中間如果有多個相同地址的字出現,或者同組的g功能,取最后一個有效。 1行號 nxxxx程序的行號,可以不要,但是有行號,在編輯時會方便些。行號可以不連續。行號 最大為9999,超過后從再從1開始。 選擇跳過符號“/”,只能置于一程序的起始位置,如果有這個符號,并且機床操作面板上“選 擇跳過”打開,本條程序不執行。這個符號多用在調試程序,如在開冷卻液的程序前加
FANUC系統的機電聯調_畢業設計
格式:pdf
大小:1.6MB
頁數:44P
4.7
畢業設計(論文)汪平數設3091 第1頁 安徽機電職業技術學院 安徽機電職業技術學院 畢業論文 fanuc系統的機電聯調 系別數控工程系 專業數控設備應用于維護 班級數設3091班 姓名汪平 學號1403093036 指導教師張濤 2011~2012學年第1學期 畢業設計(論文)汪平數設3091 第2頁 安徽機電職業技術學院 摘要 機床數控系統,即計算機數字控制(cnc)系統是在傳統的硬件數控(nc)的 基礎上發展起來的。它主要由硬件和軟件兩大部分組成。通過系統控制軟件與 硬件的配合,完成對進給坐標控制、主軸控制、刀具控制、輔助功能控制等。 cnc系統利用計算機來實現零件程序編輯、坐標系偏移、刀具補償、插補運算、 公英制變換、圖形顯示和固定循環

FANUC伺服系統維修技術經驗總結及FANUC伺服電機維修方法
格式:pdf
大小:279KB
頁數:6P
4.7
薁fanuc伺服系統維修技術經驗總結及fanuc伺服電機維修方法2 莂2.數字式交流伺服驅動單元的故障檢測與維修 羋(1)驅動器上的狀態指示燈報警fanucs系列數字式交流伺服驅動器,設有11個狀態及報警指示燈, 指示燈的狀態以及含義見表5-8。 蒞以上狀態指示燈中,hc、hv、ovc、tg、dc、lv的含義與模擬式交流速度控制單元相同,主回路 結構與原理亦與模擬式速度控制單元相同,不再贅述。表5-8中,oh、ofal、fbl為s系列伺服增 添的報警指示燈,其含義如下。 羂表5-8fanucs系列驅動器狀態指示燈一覽表 螀代號肇???含??義蒅??備注莃代號蒂??????含??義袆備注 薅prdy螄位置控制準備好罿??綠色袈dc蚅直流母線過電壓報警羀紅色 蟻vrdy蚇速度控制單元準備 好 螅??綠色莁lv腿驅動器欠電壓報警莆紅色
fanuc法蘭克加工中心報警【總結集合】
格式:pdf
大小:11.8MB
頁數:47P
4.7
1 一月二月三月 產品名稱數量金額利潤產品名稱數量金額利潤產品名稱數量金額利潤 合計合計合計 四月五月六月 產品名稱 數 量 金 額 利 潤 產品名稱 數 量 金 額 利 潤 產品名稱 數 量 金 額 利 潤 合計合計合計 下午13:00—17:00 b.實行不定時工作制的員工,在保證完成甲方工作任務情況下,經公司同意,可自行安排工作和休息時間。 3.1.2打卡制度 3.1.2.1公司實行上、下班指紋錄入打卡制度。全體員工都必須自覺遵守工作時間,實行不定時工作制的員工不必打卡。 3.1.2.2打卡次數:一日兩次,即早上上班打卡一次,下午下班打卡一次。 3.1.2.3打卡時間:打卡時間為上班到崗時間和下班離崗時間; 3.1.2.4因公外出
 FANUC系統中宏程序在法蘭盤類零件中的運用
FANUC系統中宏程序在法蘭盤類零件中的運用 FANUC系統中宏程序在法蘭盤類零件中的運用
格式:pdf
大小:102KB
頁數:3P
4.4
圖1是4個典型的法蘭盤零件。仔細觀察,可以看出在銑削加工中,它們在外形上都有共同的特點,都是由簡單的耳朵和相對應的孔組成的。雖然耳朵個數可能不同,但是利用數控宏程序進行加工就非常容易控制。數控機床加工外形時,主要有4個操作,外形的粗加工,精加工、預鉆孔和鉆孔。圖2是第一個法蘭盤零件的圖形尺寸說明。
FANUC系統調試精華文檔
FANUC新品機器人孤光閃爍焊接展 FANUC新品機器人孤光閃爍焊接展
格式:pdf
大小:95KB
頁數:未知
4.6
一年一度的埃森焊接展在6月初如期登陸北京,作為焊接工藝的重要操手——機器人也紛紛登臺亮相,同臺競技。fanuc更是重拳出擊,展出多款機器人組合系統。更值得一提的是,新款機器人r-0ia于6月5日現場進行了全球首發,并演示實際焊接,綻放fanuc機器人的焊接魅力。新品機器人r-0ia是弧焊專用機型,其機身設計緊湊、小巧,整體結構超輕量。
FANUC 0iD主軸控制原理及在機床維修中的應用 FANUC 0iD主軸控制原理及在機床維修中的應用
格式:pdf
大小:100KB
頁數:未知
4.3
該文深入、詳細地分析了fanuc0id主軸轉向與轉速的控制原理,闡述了fanuc0id的主軸轉向由pmc進行控制,轉速主要由cnc進行控制。并且結合實例,說明了主軸轉向控制原理在數控機床主軸故障維修中的應用,為數控機床主軸故障的維修提供了一種切實、有效的方法。
Fanuc_ArcMate機器人焊接培訓課程
格式:pdf
大小:1.4MB
頁數:61P
4.8
上海林肯電氣有限公司fanucarcmate系列焊接機器人操作培訓課程 共61頁第1頁 上海林肯電氣有限公司 自動化部 fanucarcmate系列焊接機器人 操作培訓課程 上海林肯電氣有限公司fanucarcmate系列焊接機器人操作培訓課程 共61頁第2頁 目錄 目錄...........................................................................................................................................2 練習課程1——上電開機和操作移動機器人.............................................................
GE Fanuc解決方案在原材料處理設備的應用 GE Fanuc解決方案在原材料處理設備的應用
格式:pdf
大小:75KB
頁數:未知
4.4
gefanuc智能設備,ge企業解決方案旗下的業務集團之一,于2008年5月8日宣布收到印度新德里macawberbeekay公司的訂單,需要購買硬件及軟件的原材料處理解決方案,控制環境污染并節約能源。這個價值100萬美元的訂單包括完整的硬件和軟件解決方案,通過傳遞集中的數字化數據和多平臺控制,達到節約成本的目的。
FANUCOiD主軸控制原理及在機床維修中的應用 FANUCOiD主軸控制原理及在機床維修中的應用
格式:pdf
大小:105KB
頁數:1P
4.6
該文深入、詳細地分析了fanuc0id主軸轉向與轉速的控制原理,闡述了fanuc0id的主軸轉向由pmc進行控制,轉速主要由cnc進行控制。并且結合實例,說明了主軸轉向控制原理在數控機床主軸故障維修中的應用,為數控機床主軸故障的維修提供了一種切實,有效的方法。
FANUC系統調試最新文檔

FANUC 0i-MD數控系統在H800立式加工中心改造中的應用
格式:pdf
大小:2.6MB
頁數:1P
4.3
描述0i-md數控系統在h800立式加工中心改造中的應用,介紹設備的改造方案,數控系統的選型與配置,系統調試,刀庫調試方法等.
FANUC 0I Mate-MC系統在母排沖孔機上的應用 FANUC 0I Mate-MC系統在母排沖孔機上的應用
格式:pdf
大小:272KB
頁數:4P
4.6
針對金方圓公司生產的母排沖孔機進行了描述,對該機床的概述、0imate系統的構成與應用以及功能等方面進行了深入細致地分析與研究,通過機電聯調,該機床達到了預期效果,大大提升了企業競爭力。
FANUC OI Mate-MC系統在母排沖孔機上的應用 FANUC OI Mate-MC系統在母排沖孔機上的應用
格式:pdf
大小:177KB
頁數:未知
4.3
針對金方圓公司生產的母排沖孔機進行了描述,對該機床的概述、oimate系統的構成與應用以及功能等方面進行了深入細致地分析與研究,通過機電聯調,該機床達到了預期效果,大大提升了企業競爭力.
FANUC系統數控車床梯形螺紋的車削方法 FANUC系統數控車床梯形螺紋的車削方法
格式:pdf
大小:84KB
頁數:1P
4.4
梯形螺紋是一種常見的螺紋,普通車床加工梯形螺紋是最近本的技能之一,但是在數控車床上加工梯形螺紋常常受限于加工工藝,刀具等方面的原因很少進行加工。甚至有些加工者提出在數控車床上不能夠加工合格的梯形螺紋,顯然這種說法是不正確的。應用數控車床加工梯形螺紋方法多樣,選擇合理的加工工藝和參數,應用程序正確是完全可以加工出合格的梯形螺紋。
FANUC0I系統在XH713型立式加工中心改造中的應用 FANUC0I系統在XH713型立式加工中心改造中的應用
格式:pdf
大小:2.3MB
頁數:3P
4.8
對配備fanuc系統的xh713型立式銑加工中心進行改造,添加了第四軸加工功能,使三軸加工中心具備四軸加工功能.根據機床軟硬件技術指標進行綜合剖析,選擇合適的機械和電氣部分元件,并進行相應的安裝和調試工作,對機床系統參數進行了修改與調試.
如何調試擴聲系統_擴聲系統調試步驟
格式:pdf
大小:77KB
頁數:8P
4.7
如何調試擴聲系統_擴聲系統調試步驟 擴聲系統的基本組成基本組成如下圖: 系統流程: 影響擴聲系統調試六大因素擴聲系統調試兩大方面擴聲系統的調試步驟一般分為兩個方 面,首先是系統客觀性能方面的調試,然后是主觀效果方面的調試。 一、系統客觀性能的調試主要目的是針對系統中的產品特性進行合理的設置并且針對系統 可能存在的缺陷進行補償,使系統的安全性有所保障并且提供較高的還原度。這部分的調 試包括以下幾個方面: 1、根據音箱的頻響特性設置分頻器中的高通和低通濾波器(hpf和lpf),目的是給音箱 提供其能夠表現的工作頻段,同時切除其不能表現的頻段,使音箱應有的表現能力得到正 常發揮并且不承擔超出其能力之外的工作,提高安全性。 2、進行音箱傳輸時間測量,校正不同音箱之間的時間差,這步的目的是利用延時器對不 同安裝位置的音箱到達主要聽音區域的傳輸時間進行一致性校正,減少因為傳輸時間不同 造成

17工程系統調試
格式:doc
大小:52KB
頁數:2P
4.4
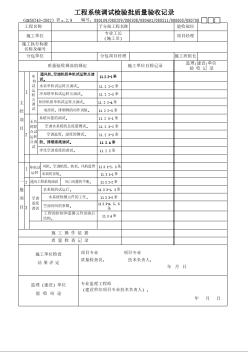
工程系統調試檢驗批質量驗收記錄 (gb50243-2002)表c.2.9編號:080109/080209/080308/080401/080511/080605/080708 工程名稱 子分部工程名稱 驗收部位 施工單位 專業工長 (施工員) 項目經理 施工執行標準 名稱及編號 分包單位 分包項目經理 施工班組長 質量驗收規范的規定 施工單位自檢記錄 監理(建設)單位 驗收記錄 主控項目 1 單機試運轉及調試 通風機、空調機組單機試運轉及調試。 11.2.2-1條 水泵單機試運轉及調試。 11.2.2-2條 冷卻塔單機試運轉及調試。 11.2.2-3條 制冷機組單機試運轉及調試。 11.2.2
真空泵及系統調試措施
格式:pdf
大小:41KB
頁數:7P
4.4
××發電有限責任公司 #1機組真空泵及系統 調試措施 措施編號:××發電公司#1機組-qj02 措施編寫:××× 措施審核:××× 措施批準:××× ××電力調試所 ××年××月××日 工程名稱:××發電有限責任公司××機組 措施名稱:××發電公司#1機組真空泵及系統調試措施 措施編號:××發電公司#1機組-qj02 編制單位:××電力調試所 措施編寫:××× 措施審核:××× 措施批準:××× 目錄 1設備概況┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄(1) 2措施主要編制依據┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄(2) 3啟動調試前應具備的條件┄┄┄┄┄┄┄┄┄┄┄┄┄┄(2) 4聯鎖保護試驗┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄(3) 5啟動前檢查┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄(3) 6真空泵的啟動┄┄┄┄┄┄┄┄┄┄┄
系統調試方案
格式:pdf
大小:2.7MB
頁數:62P
4.6
1.2系統調試方案; 西雙版納“天一王國”項目a5棟酒店及spa中心弱電智能化系統弱電系統工程施工 (一)衛星電視及有線電視系統 網絡電視系統所使用的是以tcp/ip協議為主的網絡,包括骨干/城域網絡、寬帶 接入網絡和內容分發網絡等: 骨干/城域網絡(backbone/metronetwork)。骨干/城域網絡主要完成視頻流在 城市范圍和城市之間的傳送,目前城域網絡主要采用千兆/萬兆以太網絡,而長距離 的骨干網絡則較多選用sdh或dwdm作為ip業務的承載網絡。 寬帶接入網絡(broadbandaccessnetwork)。寬帶接入網絡主要完成用戶到 城域網絡的連接,目前常見的寬帶接入網絡包括xdsl、lan、wlan和雙向hfc等, 可以為用戶提 供數百kbps至100mbps的帶寬。 內容分發網絡(contentdel
水噴淋系統調試報告
格式:pdf
大小:24KB
頁數:2P
4.6
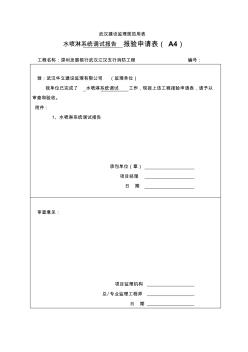
武漢建設監理規范用表 水噴淋系統調試報告報驗申請表(a4) 工程名稱:深圳發展銀行武漢江漢支行消防工程編號: 致:武漢華立建設監理有限公司(監理單位) 我單位已完成了水噴淋系統調試工作,現報上該工程報驗申請表,請予以 審查和驗收。 附件: 1、水噴淋系統調試報告 承包單位(章) 項目經理 日期 審查意見: 項目監理機構 總/專業監理工程師 日期 調試報告 表e3-2編號: 工程名稱深圳發展銀行武漢江漢支行消防工程調試時間年月日 調試內容(部位)水噴淋系統報告時間年月日 調試情況: 檢查所有閥門。到2層末端處放水,在水流作用下,水流指示器報警,一層濕式報警閥壓力 開關報警后,控制器自動啟動噴淋泵。停泵后,關閉2層末端放水閥門。復位后,系統工作正常。 調試結論: 水噴淋系統試驗結果符合設計要求及相關規范規定。 建設單位監理單位施工單位
FANUC系統調試相關
文輯推薦
知識推薦
百科推薦


職位:造價工程師
擅長專業:土建 安裝 裝飾 市政 園林


