

DT3電工純鐵薄壁零件加工工藝
格式:pdf
大小:290KB
頁數:2P
人氣 :87
 4.8
4.8
DT3電工純鐵具有良好的導磁性,但材料特性軟,對于薄壁回轉零件,容易在加工過程中產生變形。傳統工藝方法造成產品不合格率較高,特別是在批量加工時,經常會由于零件受到徑向力產生的變形,造成零件某些重要尺寸成批超差,極大影響了零件的加工質量及



 電工純鐵磁性零件加工工藝的改進
電工純鐵磁性零件加工工藝的改進 電工純鐵磁性零件加工工藝的改進
格式:pdf
大小:408KB
頁數:3P
為了降低產品成本,提高經濟效益,在保證產品性能的情況下,充分挖掘電工純鐵性能的潛力,為此將純鐵零件的加工工藝進行適當地調整。在用電工純鐵加工零件之前,應對材料磁性能進行測試,若磁性能滿足產品的要求,零件真空退火工序就不必進行。這樣,在縮短電工純鐵磁性零件加工周期的同時,也節省了零件真空退火的費用,從而使產品成本得到降低。
黃銅薄壁零件加工工藝設計 黃銅薄壁零件加工工藝設計
格式:pdf
大小:262KB
頁數:4P
根據薄壁零件加工特點,對黃銅薄壁件原有工藝方案所存在的問題,結合裝夾方案、切削液、切削參數與刀具選擇等因素進行分析,并進行工藝改善得出適合的加工方案.從而指出,這種薄壁零件的加工方法,穩定可靠,工件的安裝、加工方便,能有效地保證加工質量.
編輯推薦下載
不銹鋼薄壁螺母零件加工工藝設計 不銹鋼薄壁螺母零件加工工藝設計
格式:pdf
大小:182KB
頁數:3P
4.5
針對薄壁螺母零件剛性差、加工過程中容易產生變形、加工精度不高等問題,在仔細分析零件結構及加工要求的基礎上,對加工工藝進行改進,重新設計工裝,解決了工件的變形問題,克服了加工難點,保證了零件的加工品質。
短小薄壁鋁合金零件加工 短小薄壁鋁合金零件加工
格式:pdf
大小:1.2MB
頁數:2P
4.7
我校機械加工實習工廠配合總廠生產的民用槍瞄準鏡上有許多鋁合金隔圈零件(見圖1),這類零件的特點是硬度低,切削加工性及導熱性好,切削時散熱快。但強度低,加工中易變形,易產生積屑瘤,影響表面粗糙度。加上這類工件孔壁薄,在夾緊力、切削力的作用下變形大,嚴重影響工件
DT3電工純鐵薄壁零件加工工藝熱門文檔
典型零件加工工藝提要
格式:pdf
大小:22KB
頁數:12P
4.6
典型零件加工工藝 軸類零件加工 一.概述 1.軸類零件的功用與結構特點 功用——支承傳動件、傳遞扭矩或運動、承受載荷,一定的回轉精度 結構——回轉體零件,長度大于直徑 光軸、階梯軸、空心軸、異形軸<曲軸、凸輪軸、偏心軸和花鍵軸等) 剛性軸<l/d≤12)撓性軸<l/d>12) 圓柱面、圓錐面、端面、溝槽、圓弧、螺紋、鍵槽、花鍵、其他表面 2.軸類零件的技術要求——按功用和工作條件 直徑精度——it6~9級,可達it5級。 幾何形狀精度<圓度、圓柱度等)——公差的1/2,1/4 相互位置精度<同軸度)——0.01~0.03mm,0.001~0.005mm 表面粗糙度——ra0.2~0.8μm,ra0.8~3.2μm 熱處理<表面淬火、滲碳淬火等),動平衡,探傷,過渡圓角 3.軸類零件的材料及毛坯 一般軸類——45鋼,正火、調質、淬火 中等精度和轉速
十字型薄壁倒扣零件的數控加工工藝 十字型薄壁倒扣零件的數控加工工藝
格式:pdf
大小:446KB
頁數:5P
4.7
鋁合金材料硬度和強度低,當型腔較深時加工過程中易發生粘刀和斷刀現象。十字型筋板薄而長,型腔內壁多處是倒扣面,加工中又極易產生變形。文中針對該薄壁倒扣零件的特點,用高端cam軟件ugnx7.5對其加工思路和工藝的編制進行了詳細的分析,并運用多軸(五軸)加工對倒扣面實行了粗加工和精加工,保證了零件尺寸精度和表面粗糙度。
組合零件加工工藝及加工步驟
格式:pdf
大小:158KB
頁數:3P
4.6
精心整理 來源網絡,僅供個人學習參考 組合零件加工工藝及加工步驟 一、加工前準備: 機床:大連cka6150 系統:faunc0imatetc/td、siemens828d 夾具:三爪自定心卡盤 刀具:85度外圓粗車刀、35度外圓精車刀、3/4mm外切槽刀、三角外螺紋刀、 梯形外螺紋刀、鏜孔刀、三角內螺紋刀、內溝槽刀、中心鉆、φ20麻花鉆 量具:0-150mm游標卡尺、25-50mm、50-75mm外徑千分尺、25-50mm葉片千分尺、 18-35mm、35-50mm內徑百分表、25-50mm公法線千分尺(1.5mm量棒3根)、 圓弧樣板、萬能角度尺、0-10mm百分表、0-2mm杠桿百分表、量塊(一套)、 m30×1.5-6h螺紋塞規 輔具:內孔刀座(套)、鉆夾頭、回轉頂尖、磁力表座、尾座扳手、銅皮、銅棒、 鐵鉤、毛刷、棉絲、開口夾套 二、組合
鋁合金薄壁零件銑面加工方案 鋁合金薄壁零件銑面加工方案
格式:pdf
大小:280KB
頁數:2P
4.4
通過分析工藝系統誤差及工件安裝誤差,提出了一種鋁合金薄壁零件銑面加工方案。該方案通過合理選用刀夾具、切削用量,降低了鋁合金薄壁零件加工變形的廢品率,有效的保證了產品的質量。
不銹鋼薄壁套類零件的加工 不銹鋼薄壁套類零件的加工
格式:pdf
大小:830KB
頁數:3P
4.5
不銹鋼具有韌性大、熱強度高、導熱系數低、加工硬化嚴重、切削熱多、散熱困難等特性,從而造成刀尖處切削溫度高、容易產生積屑瘤,加劇刀具磨損、影響零件表面質量;薄壁套類零件剛性差、強度低、易變形,機械加工困難。通過對零件材質的切削性能及影響零件變形因素的分析,在工藝上采用粗精分開,并針對零件結構設計夾具;此外,合理選擇刀具材料、幾何參數、切削用量以及切削液等,從而使零件精度和外觀都有明顯提高。
DT3電工純鐵薄壁零件加工工藝精華文檔
組合零件加工工藝及加工步驟 (2)
格式:pdf
大小:158KB
頁數:3P
4.5
精心整理 來源網絡,僅供個人學習參考 組合零件加工工藝及加工步驟 一、加工前準備: 機床:大連cka6150 系統:faunc0imatetc/td、siemens828d 夾具:三爪自定心卡盤 刀具:85度外圓粗車刀、35度外圓精車刀、3/4mm外切槽刀、三角外螺紋刀、 梯形外螺紋刀、鏜孔刀、三角內螺紋刀、內溝槽刀、中心鉆、φ20麻花鉆 量具:0-150mm游標卡尺、25-50mm、50-75mm外徑千分尺、25-50mm葉片千分尺、 18-35mm、35-50mm內徑百分表、25-50mm公法線千分尺(1.5mm量棒3根)、 圓弧樣板、萬能角度尺、0-10mm百分表、0-2mm杠桿百分表、量塊(一套)、 m30×1.5-6h螺紋塞規 輔具:內孔刀座(套)、鉆夾頭、回轉頂尖、磁力表座、尾座扳手、銅皮、銅棒、 鐵鉤、毛刷、棉絲、開口夾套 二、組合
(工藝技術)典型零件加工工藝
格式:pdf
大小:127KB
頁數:17P
4.5
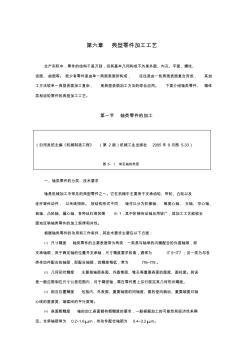
第六章典型零件加工工藝 生產實際中,零件的結構千差萬別,但其基本幾何構成不外是外圓、內孔、平面、螺紋、 齒面、曲面等。很少有零件是由單一典型表面所構成,往往是由一些典型表面復合而成,其加 工方法較單一典型表面加工復雜,是典型表面加工方法的綜合應用。下面介紹軸類零件、箱體 類和齒輪零件的典型加工工藝。 第一節軸類零件的加工 (沿用吳拓主編《機械制造工程》(第2版)機械工業出版社2005年9月圖5-33) 圖6-1常見軸的類型 一、軸類零件的分類、技術要求 軸是機械加工中常見的典型零件之一。它在機械中主要用于支承齒輪、帶輪、凸輪以及 連桿等傳動件,以傳遞扭矩。按結構形式不同,軸可以分為階梯軸、錐度心軸、光軸、空心軸、 曲軸、凸輪軸、偏心軸、各種絲杠等如圖6-1,其中階梯傳動軸應用較廣,其加工工藝能較全 面地反映軸類零件的加工規律和共性。 根據軸
鋁合金薄壁框類零件變形控制工藝研究 鋁合金薄壁框類零件變形控制工藝研究
格式:pdf
大小:492KB
頁數:5P
4.4
鋁合金薄壁框類零件一般尺寸大而截面積較小,加工余量大但剛度較低,在加工中容易出現變形。本文針對此類零件的變形控制進行工藝研究,分析了此類零件產生變形的主要原因,從加工工藝、零件裝夾、加工參數、刀具選擇等多方面提出改進措施,在一定程度上解決了變形問題,對此類零件的加工工藝、加工方法等方面都具有一定的借鑒作用。
機械加工工藝對零件加工精度的影響分析 機械加工工藝對零件加工精度的影響分析
格式:pdf
大小:2.2MB
頁數:1P
4.7
隨著現代工業技術的發展,我國的機械制造行業面臨著新的挑戰和機遇.零件加工的精度對機械整體性能有著重要的影響,機械加工工藝中的零件加工是一項精細工作,在加工過程中對整體工藝造成重要的影響,本文就零件加工工藝對零件加工精度造成的影響進行探討.
DT3電工純鐵薄壁零件加工工藝最新文檔
機械加工工藝對零件加工精度的影響分析 機械加工工藝對零件加工精度的影響分析
格式:pdf
大小:1.1MB
頁數:1P
4.6
文章主要基于社會逐漸趨向現代化發展的當前背景下,就機械加工工藝對零件加工精度的影響進行相關論述,旨在切實提升機械加工精度,以期為相關工作人員提供幫助。
機械加工工藝對零件加工精度的影響分析 機械加工工藝對零件加工精度的影響分析
格式:pdf
大小:1.8MB
頁數:1P
4.4
隨著現代機械加工工藝技術的發展,對機械加工零件的要求也越來越嚴格,在加工過程中,加工工藝的高低直接影響到零件的質量好壞,提升零件加工精度是提高加工工藝的一個重要方面,在一定加工技術基礎上,如果可以想辦法提高加工工藝,進一步優化加工工序,就可以進一步提高零件的加工精度,從而保證零件的加工質量。
機械加工工藝對零件加工精度的影響分析 機械加工工藝對零件加工精度的影響分析
格式:pdf
大小:270KB
頁數:1P
4.5
在零件加工過程中,機械加工工藝必不可少.同時,機械加工工藝的選擇直接影響著零件的加工精度和成本,所以,如果機械加工工藝使用不合理,便會直接降低零件的加工精度、提高零件的加工成本.本文從提高零件加工精度的角度,對\"機械加工工藝對零件加工精度的影響及控制\"進行分析與探討,具有一定的實用價值.
機械加工工藝對零件加工精度的影響分析 機械加工工藝對零件加工精度的影響分析
格式:pdf
大小:1.5MB
頁數:2P
4.5
機械加工工藝水平會對零件加工精度產生重要影響,與此同時,零件的加工精度會對機械產品生產質量產生直接影響。因此若想確保機械產品的生產質量,就需要控制好機械加工的工藝水平。通常來說,對機械加工工藝與零件加工精度之間的關系進行分析,需要同時考慮內部與外部因素,因此需要仔細分析機械加工工藝對零件加工精度產生的影響,才能制定合理、科學的加工方案,為機械產品生產質量提供保障,增強企業的綜合效益。
機械加工工藝對零件加工精度的影響分析 機械加工工藝對零件加工精度的影響分析
格式:pdf
大小:2.0MB
頁數:1P
4.7
機械加工工藝包括粗加工和精加工,其對零件加工精度的影響主要表現為內在影響、受力影響和熱變影響。為了使加工精度達到規定標準,針對這些影響因素,在對零件進行加工時,需要提高加工工藝整體水平,才能使加工精度得到保證,從而提高零件質量。
弱剛性鈦合金薄片零件加工工藝研究 弱剛性鈦合金薄片零件加工工藝研究
格式:pdf
大小:174KB
頁數:未知
4.5
針對弱剛性鈦合金薄片難加工問題,分析了其結構特點和加工難點,探索了不同的加工工藝路線,得出了優化工藝方案,并且通過工裝設計等簡化了裝夾過程,抑制了毛刺形成,提高了產品加工效率、加工穩定性和合格率,為弱剛性薄片零件加工提供了參考。
DT4C電工純鐵磁性零件端面深槽的加工 DT4C電工純鐵磁性零件端面深槽的加工
格式:pdf
大小:116KB
頁數:未知
4.6
在以dt4c電工純鐵為材料的某磁軛類零件上,端面槽深18mm,寬5.15mm,如圖1所示。加工端面深槽時,切削力較大,排屑比較困難,切槽刀易產生振動、崩刃,甚至折斷等現象,該零件因dt4c電工純鐵材料軟、粘刀,使得此類問題更為突出。因此,制定合適的加工方案并設計結構合理的刀具是dt4c電工純鐵磁性零件端面深槽加工的關鍵。
關于典型箱體類零件加工工藝的思考與探討 關于典型箱體類零件加工工藝的思考與探討
格式:pdf
大小:108KB
頁數:1P
4.5
箱體類零件加工工藝難度較大、精度要求較高,加強對典型箱體類零件加工工藝的探究,對全面提高產品質量和生產效率有重要意義。在查閱大量相關研究文獻資料的基礎上,結合工作實際,對典型箱體類零件加工工藝的要求及關鍵點展開了探討,以期為箱體類零件生產提供一定的參考作用。
不銹鋼薄壁零件工藝優化 不銹鋼薄壁零件工藝優化
格式:pdf
大小:71KB
頁數:未知
4.5
不銹鋼薄壁零件常規的加工方式為:粗加工-熱處理-精加工。粗加工再進行消除熱處理后,零件變形量大,造成后續加工困難。通過取消粗加工后的熱處理,縮短了加工周期,節約熱處理成本。
自動編程中工藝因素對零件加工造型的影響
格式:pdf
大小:428KB
頁數:3P
4.5
自動編程中零件加工造型的目的,是為了給刀具軌跡提供幾何依據;因此零件加工造型具有不同于零件設計造型的特點和要求,必須考慮有關工藝因素的影響。實踐表明,在自動編程中合理選擇與加工工藝相適應的造型方法,有利于高效、準確地生成符合要求的刀具路徑,從而收到良好的運行效果。
DT3電工純鐵薄壁零件加工工藝相關
文輯推薦
知識推薦
百科推薦


職位:駐場項目資料員
擅長專業:土建 安裝 裝飾 市政 園林


