

DN300以上空調(diào)水管焊接施工方案
格式:pdf
大小:361KB
頁數(shù):4P
人氣 :54
 4.3
4.3
DN300以上空調(diào)水管焊接施工方案 本工程對于管徑 DN300以上的空調(diào)水管連接方式采用焊接,而本工程的空調(diào)管道規(guī)格最 大直徑達到 D530*10,故對于大管徑管道焊接質(zhì)量的把控將顯得尤為重要。我公司將對 DN300 以上的空調(diào)水管連接采用手工氬弧焊打底,自動焊接機器人焊接。 焊接過程 DN300以上空調(diào)水管焊接流程圖如下圖所示: 管口清理 檢查焊縫 打坡口 保護焊蓋面 對口并檢驗平直 度 氬弧焊打底 對焊接處點焊固 定 校正平直度 管子切斷 防腐涂料 焊接流程圖 序 號 步 驟 示意圖 內(nèi)容 1 管 道 切 割 采用管道自動切割機運 用氧乙炔焰切割,切割后必 須打磨除去影響焊接質(zhì)量的 坡口表面層,并將凹凸不平 處打磨平整,如局部有缺 口,應(yīng)進行補焊,然后打磨 平整,直至發(fā)出金屬光澤。 序 號 步 驟 示意圖 內(nèi)容 2 坡 口 加 工 本工程管道直接采用半 自動氧乙炔焰切割坡口,坡 口



DN300給水管遷改施工方案
格式:pdf
大小:45KB
頁數(shù):9P
昆明市轎子雪山旅游公路建設(shè)工程 第一合同段 dn300給水管遷改施工方案 中鐵十六局集團 二〇一〇年十二月 昆明市轎子雪山旅游公路建設(shè)工程第一合同段 dn300給水管遷改施工方案 一、編制依據(jù) 1、昆明市轎子山旅游專線公路1合同(k0+000-k18+457.7)施工圖設(shè)計 2、建設(shè)單位提供的給水管管線圖紙資料 3、設(shè)計圖紙?zhí)峁┑氖┕ぜt線 二、工程概況 昆明市轎子雪山旅游公路建設(shè)工程第一合同段起點樁號k0+000位于昆沙 路與昆祿公路交叉口,過西北沙河水庫、桃園、三多大村、煙子哨,然后過干塘 子埡口、小清塘,與普東公路平交后經(jīng)青龍水庫西側(cè)、廠口西側(cè),止點k18+457.70 位于太平哨以西,全長18.462970公里,為一級公路。本標 段起點連接線、k0+340-k0+890路基段、k0+960~k1+120

2020焊接施工方案
格式:pdf
大小:115KB
頁數(shù):11P
------精選范文、公文、論文、和其他應(yīng)用文檔,如需本文,請下載----- 精選范文、公文、論文、和其他應(yīng)用文檔,希望能幫助到你們! 2020焊接施工方案 一、焊接概況 1、本工程管道材料主要為碳素鋼管。 2、焊接施工執(zhí)行dl/t869-2004《火力發(fā)電廠焊接技術(shù)規(guī)程》。 二、焊工 1、擔(dān)任鍋爐受壓元件焊接的焊工,須持有按《鍋爐壓力容器壓力管道焊工考試與管理規(guī) 則》考試合格的合格證,持證焊工所承擔(dān)的焊接項目必須與持證項目相符。 2、參加焊接的焊工應(yīng)有較強的責(zé)任心,能認真執(zhí)行國家的各項標準和規(guī)范,嚴格遵守工 藝紀律,按給定的焊接作業(yè)指導(dǎo)書或焊接工藝卡的要求施焊。 3、焊工應(yīng)對所焊焊縫質(zhì)量負責(zé)。當焊口組對不符合要求時,焊工有權(quán)拒絕焊接并及時向 焊接檢查員報告。當出現(xiàn)重大質(zhì)量問題時,報告有關(guān)人員,不得自行處理。 4、焊縫焊接完畢,應(yīng)清理焊接飛濺,做好自檢工作,并按規(guī)定打上焊工鋼
編輯推薦下載

鋼管焊接施工方案 (3)
格式:pdf
大小:33KB
頁數(shù):10P
4.8
蘭州市七里河區(qū)脫貧攻堅農(nóng)村飲水安全 鞏固提升工程(六標段) 管道安裝專項施工方案 審定: 審核: 編制: 甘肅正德工程建設(shè)集團有限公司 二0一八年八月 目錄 第一節(jié)編制依據(jù) 第二節(jié)工程概況 第三節(jié)管道安裝工程 第四節(jié)安全技術(shù)措施 第五節(jié)環(huán)境保護措施 第六節(jié)安全管理措施 第七節(jié)施工現(xiàn)場臨時用電安全措施 第一節(jié)編制依據(jù) 1、依據(jù)招標文件、設(shè)計圖紙。 2、依據(jù)我公司有關(guān)項目施工工程質(zhì)量、技術(shù)、安全等管理文件。 3、依據(jù)施工現(xiàn)場踏勘情況。 4、依據(jù)我公司同類工程的施工綜合經(jīng)驗。 5、依據(jù)我公司對工程的施工總體部署和管理目標。 6、依據(jù)我公司的技術(shù)力量、機械設(shè)備條件。 7、依據(jù)國家現(xiàn)行建筑、水利水電工程施工技術(shù)規(guī)范、規(guī)程和標準。 8、依據(jù)《中華人民共和國建筑法》、《中華人民共和國投標法》。 9、依據(jù)《甘肅省工程建設(shè)施工招投標管理辦法》。 10、《給水排水工
鋼管焊接施工方案 (3)
格式:pdf
大小:488KB
頁數(shù):10P
4.5
頁眉內(nèi)容 頁腳內(nèi)容 河南水建集團有限公司 清豐縣南水北調(diào)配套工程施工ⅰ標 鋼管焊接工藝試驗方案 編制: 審核: 批準: 河南水建集團有限公司 清豐縣南水北調(diào)配套工程施工ⅰ標項目部 2016年8月 頁腳內(nèi)容 目錄 一、工程概況............................................0 二、編制依據(jù)............................................0 三、施工準備............................................1 四、焊接材料的使用......................................1 五、定位焊要求..........................................1 六、操作.........
DN300以上空調(diào)水管焊接施工方案熱門文檔

鋼管焊接施工方案(3)
格式:pdf
大小:24KB
頁數(shù):6P
4.4
鋼管及鋼筋焊接施工方案作業(yè) 安全施工專項方案 編制: 審核: 審批: 信陽河川水利建筑有限公司 2016年3月 鋼筋焊接施工方案 1、管道組對拼裝 1.1組裝前,對管子內(nèi)壁進行清掃,對管端內(nèi)、外20mm范圍內(nèi)及坡口內(nèi)的 油污和銹蝕清除干凈,露出金屬光澤。 1.2本工程采用外對口器進行對口,管口組對時避免強力組對且應(yīng)保護鋼管 防腐絕緣層。 1.3管道對口應(yīng)檢查對口接頭各部尺寸,管端整園、管道找直、錯口找平等, 全部符合要求后即可進行定位焊固定,拆除外對口器再全面施焊。 1.4管件、管子組對時,應(yīng)檢查坡口質(zhì)量,坡口表面不得有裂紋,夾層等缺 陷,管件與法蘭組對時,法蘭密封面應(yīng)保持平行,管口應(yīng)凹進法蘭1.3~1.5倍管 壁厚度,不得與法蘭接觸面平齊。 2、焊接施工設(shè)計要求 2.1燃氣管道,管件均采用焊接連接。 2.2在確定了材料的焊接性能后,應(yīng)在工程焊接前對被焊材料進

管道焊接施工方案 (3)
格式:pdf
大小:209KB
頁數(shù):27P
4.6
海門市大千熱電2#機技改工程 汽輪機組主蒸汽等有關(guān)管道 焊接施工方案 編制: 審核: 批準: 2011-7-28發(fā)布2011-8-9實施 湖南省工業(yè)設(shè)備安裝有限公司 前言 一、編制說明: 為確保2#機組安全運行,保證機組主蒸汽、排氣管道等焊接質(zhì)量,特制定本方案。本方 案僅適用于海門市大千熱電2#機組有關(guān)管道的安裝施工。本工程主要管道有:主蒸汽管道、排 氣管道、汽機本體潤滑油系統(tǒng)管道、汽輪機軸封系統(tǒng)管道、汽機本體及汽封冷卻器疏水管道、 汽機房除鹽水管道、循環(huán)冷卻水管道等,焊接工藝較為復(fù)雜。焊接工作將是管道施工的重中之 重。 二、編制依據(jù): 1、《工業(yè)管道工程施工及驗收規(guī)范》(gbj235-82); 2、《火力發(fā)電廠焊接技術(shù)規(guī)程》dl/t869-2004; 3、《管道焊接接頭超聲波檢驗技術(shù)規(guī)程篇》dl/t820-2002; 4、《鋼制承壓管道對接焊接接頭射線檢驗技術(shù)規(guī)程》
給排水(空調(diào)水管)施工方案
格式:pdf
大小:488KB
頁數(shù):13P
4.5
給排水(空調(diào)水管)施工方案 1.通用技術(shù)要領(lǐng): 1)工程所用的管件、管材、閥件等入庫前須經(jīng)監(jiān)理、業(yè)主按要求驗明材質(zhì)、核對質(zhì)保書、規(guī)格、 型號等,入庫前還應(yīng)作外觀檢查,合格后方能入庫,并分門別類做好標識。 2)嚴格做好隱蔽工程和中間交工工程驗收工作,驗收工作應(yīng)由有關(guān)方簽證認可方為有效,中間 交工應(yīng)做好接口工作,與土建裝修工程的交接應(yīng)辦好交接手續(xù)。 3)管道安裝前,清除內(nèi)部污垢和雜物,安裝中斷或完畢的敞口處,一定要臨時封閉好,以免雜 物進入。 4)組裝好的管線必須檢查管道的標高、坐標及附件是否符合設(shè)計要求,連接的平行度垂直度應(yīng) 符合標準。 5)對關(guān)鍵部位要注意“五防”,即防倒坡、防錯接、防松動、防堵塞、防滲漏。 6)管子絲扣連接,套絲時與使用的管件實際情況檢查配合情況,加工時,管子螺紋應(yīng)規(guī)則,如 有斷絲或缺絲,不得大于螺紋全扣數(shù)的10%,管件緊固后,外露2~3牙,并應(yīng)將外露螺紋
DN300給水管方案(1)
格式:pdf
大小:5KB
頁數(shù):2P
4.5
布心路北側(cè)dn300給水管方案 原設(shè)計布心路北側(cè)東樂路以西段dn300給水管保留,東樂路 以東段dn300給水管由于管位不足不作保留,用戶管接dn1000給 水管。根據(jù)2015年4月28日和5月8日在項目部各方兩次與水務(wù) 集團協(xié)商,明確以下兩個個原則:1)施工期間dn300給水管可廢除, 永久恢復(fù)dn300給水管,管位根據(jù)實際情況布置。2)dn300給水 管廢除期間,布心路北側(cè)幾個用水點設(shè)置臨時給水管與現(xiàn)狀dn1000 給水管接通。根據(jù)以上兩個原則我院完善了dn300給水管遷改方案。 (一)永久恢復(fù)dn300給水管方案 布心路北側(cè)樁號bxfdk0+146以西段和bxfdk0+546以東段 dn300給水管保留,bxfdk0+146以東至bxfdk0+546段dn300給水 管在施工期間廢除,后期恢復(fù)一根dn300給水管
空調(diào)水管施工方案
格式:pdf
大小:16KB
頁數(shù):2P
4.5
空調(diào)水管施工方案 來源:45#無縫鋼管http://www.***.*** 空調(diào)水管施工方案 安裝準備孔洞、埋件預(yù)留管道預(yù)制加工防腐處理刷漆保溫管道沖洗設(shè)備安裝水壓試驗卡架 安裝套管安裝管道安裝 填堵孔洞 系統(tǒng)沖洗 調(diào)試 竣工驗收 質(zhì)量控制點及控制措施 分項工程孔洞預(yù)留套管安裝管道安裝防腐處理填堵孔洞質(zhì)量控制點位置、標高準確套管類型 正確套管水平度、垂直度準確位置、標高、坡度正確消除管道交叉和矛盾除銹、防腐處理砌底根據(jù)工 藝確定填堵方法質(zhì)量控制措施繪制管道留洞圖、洞口檢查表套管類型根據(jù)使用部位進行明確立管套管 管道完成后再固定套管分系統(tǒng)編制專項施工方案繪圖解決施工交叉問題認真檢查套管調(diào)正后固定牢固 分項工程 質(zhì)量控制點套管與管道的間隙均勻套管出地面高度不一分層分區(qū)打壓根據(jù)做法表要求進行穩(wěn)固 沖洗砌底
DN300以上空調(diào)水管焊接施工方案精華文檔
空調(diào)水管線系統(tǒng)施工方案
格式:pdf
大小:1.6MB
頁數(shù):22P
4.8
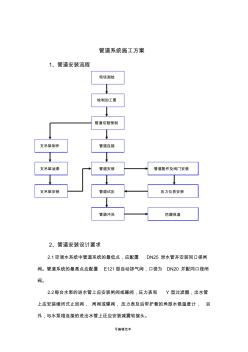
可編輯范本 管道系統(tǒng)施工方案 1、管道安裝流程 2、管道安裝設(shè)計要求 2.1空調(diào)水系統(tǒng)中管道系統(tǒng)的最低點,應(yīng)配置dn25泄水管并安裝同口徑閘 閥。管道系統(tǒng)的最高點應(yīng)配置e121型自動排氣閥,口徑為dn20并配同口徑閘 閥。 2.2每臺水泵的進水管上應(yīng)安裝閘閥或碟閥,壓力表和y型過濾器,出水管 上應(yīng)安裝緩閉式止回閥,閘閥或碟閥,壓力表及后帶護套的角型水銀溫度計,另 外,與水泵相連接的進出水管上還應(yīng)安裝減震軟接頭。 繪制加工圖 管道切割預(yù)制 管道連接 現(xiàn)場測繪 管道安裝 管道試壓 管道沖洗 管道配件及閥門安裝 壓力儀表安裝 支吊架制作 支吊架油漆 支吊架安裝 防腐保溫 可編輯范本 2.3所有閥門的位置,應(yīng)設(shè)置在便于操作與維修的部位,主管上、下部的閥 門,務(wù)必安裝在平頂下和地面上便于操作維修處。 2.4安裝調(diào)節(jié)閥,碟閥等調(diào)節(jié)配件時,應(yīng)注意將操作手柄配置在便于操作的 部位。
空調(diào)水管系統(tǒng)施工方案設(shè)計
格式:pdf
大小:1.7MB
頁數(shù):22P
4.7
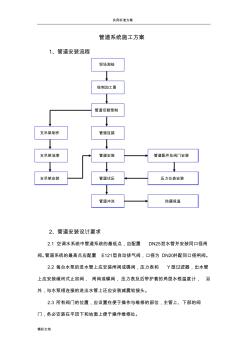
實用標準方案 精彩文檔 管道系統(tǒng)施工方案 1、管道安裝流程 2、管道安裝設(shè)計要求 2.1空調(diào)水系統(tǒng)中管道系統(tǒng)的最低點,應(yīng)配置dn25泄水管并安裝同口徑閘 閥。管道系統(tǒng)的最高點應(yīng)配置e121型自動排氣閥,口徑為dn20并配同口徑閘閥。 2.2每臺水泵的進水管上應(yīng)安裝閘閥或碟閥,壓力表和y型過濾器,出水管 上應(yīng)安裝緩閉式止回閥,閘閥或碟閥,壓力表及后帶護套的角型水銀溫度計,另 外,與水泵相連接的進出水管上還應(yīng)安裝減震軟接頭。 2.3所有閥門的位置,應(yīng)設(shè)置在便于操作與維修的部位,主管上、下部的閥 門,務(wù)必安裝在平頂下和地面上便于操作維修處。 繪制加工圖 管道切割預(yù)制 管道連接 現(xiàn)場測繪 管道安裝 管道試壓 管道沖洗 管道配件及閥門安裝 壓力儀表安裝 支吊架制作 支吊架油漆 支吊架安裝 防腐保溫 實用標準方案 精彩文檔 2.4安裝調(diào)節(jié)閥,碟閥等調(diào)節(jié)配件時,應(yīng)注意將操作手柄配置在
空調(diào)水管系統(tǒng)施工及方案
格式:pdf
大小:1.7MB
頁數(shù):22P
4.8
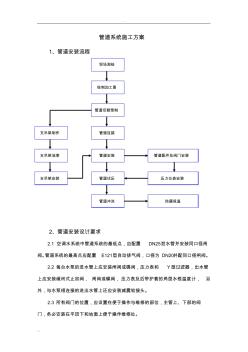
. ... 管道系統(tǒng)施工方案 1、管道安裝流程 2、管道安裝設(shè)計要求 2.1空調(diào)水系統(tǒng)中管道系統(tǒng)的最低點,應(yīng)配置dn25泄水管并安裝同口徑閘 閥。管道系統(tǒng)的最高點應(yīng)配置e121型自動排氣閥,口徑為dn20并配同口徑閘閥。 2.2每臺水泵的進水管上應(yīng)安裝閘閥或碟閥,壓力表和y型過濾器,出水管 上應(yīng)安裝緩閉式止回閥,閘閥或碟閥,壓力表及后帶護套的角型水銀溫度計,另 外,與水泵相連接的進出水管上還應(yīng)安裝減震軟接頭。 2.3所有閥門的位置,應(yīng)設(shè)置在便于操作與維修的部位,主管上、下部的閥 門,務(wù)必安裝在平頂下和地面上便于操作維修處。 繪制加工圖 管道切割預(yù)制 管道連接 現(xiàn)場測繪 管道安裝 管道試壓 管道沖洗 管道配件及閥門安裝 壓力儀表安裝 支吊架制作 支吊架油漆 支吊架安裝 防腐保溫 . ... 2.4安裝調(diào)節(jié)閥,碟閥等調(diào)節(jié)配件時,應(yīng)注意將操作手柄配置在便于操作的 部位

焊接施工方案 (3)
格式:pdf
大小:92KB
頁數(shù):9P
4.7
施工單位:棗莊礦業(yè)集團元創(chuàng)機電工程公司 焊接作業(yè)指導(dǎo)書 編制: 審核: 審定: 批準: 焊接施工方案 一、焊接概況 1、本工程管道材料主要為碳素鋼管。 2、焊接施工執(zhí)行869-2004《火力發(fā)電廠焊接技術(shù)規(guī)程》。 二、焊工 1、擔(dān)任鍋爐受壓元件焊接的焊工,須持有按《鍋爐壓力容器壓力管道焊工考試與管理規(guī) 則》考試合格的合格證,持證焊工所承擔(dān)的焊接項目必須與持證項目相符。 2、參加焊接的焊工應(yīng)有較強的責(zé)任心,能認真執(zhí)行國家的各項標準和規(guī)范,嚴格遵守工 藝紀律,按給定的焊接作業(yè)指導(dǎo)書或焊接工藝卡的要求施焊。 3、焊工應(yīng)對所焊焊縫質(zhì)量負責(zé)。當焊口組對不符合要求時,焊工有權(quán)拒絕焊接并及時向 焊接檢查員報告。當出現(xiàn)重大質(zhì)量問題時,報告有關(guān)人員,不得自行處理。 4、焊縫焊接完畢,應(yīng)清理焊接飛濺,做好自檢工作,并按規(guī)定打上焊工鋼印,及時填寫 焊接記錄,上報焊接施工員。 三、焊接材料的管理 1、
焊接施工方案(20200729040208)
格式:pdf
大小:46KB
頁數(shù):10P
4.4
19 焊接施工方案 一、工程概況: 寧夏圣花米來生物工程有限公司20t鏈條鍋爐改造25t低速循環(huán) 流化床鍋爐工程,鍋爐為dhxf-2.45/400-h型循環(huán)流壓床鍋爐,由江 南誠譽鍋爐有限公司設(shè)計制造。 dhxf-2.45/400-h型鍋爐系采用循環(huán)流化床潔凈燃燒技術(shù)的中溫 中壓蒸汽鍋爐,汽水系統(tǒng)自然循環(huán),“∏”型布置,框架結(jié)構(gòu),爐膛為 膜式壁,屋部設(shè)蛇行管受熱面和爐頂包覆管受熱面及一次風(fēng)空氣予熱 器,燃燒系統(tǒng)由旋風(fēng)分離器、u型返料器等系統(tǒng)組成。 鍋爐在原鍋爐房內(nèi)布置,運轉(zhuǎn)層標高7m,鍋爐構(gòu)架全部為金屬結(jié) 構(gòu)。 鍋爐焊接工程按《蒸汽鍋爐安全技術(shù)監(jiān)察規(guī)程》以及《電力建設(shè) 施工及驗收技術(shù)規(guī)范》焊接篇dl5007-927施工驗收。 二、焊接接工程量: (一)焊接工程概況: 本鍋爐主要焊接工作量主要包含省煤器、水冷壁、水冷套、下降 管、上升管、頂棚管、吊管、低溫過熱
DN300以上空調(diào)水管焊接施工方案最新文檔

空調(diào)水管、保溫安裝方案
格式:pdf
大小:241KB
頁數(shù):10P
4.7
給排水(空調(diào)水管)施工方案 1.通用技術(shù)要領(lǐng): 1)工程所用的管件、管材、閥件等入庫前須經(jīng)監(jiān)理、業(yè)主按要求驗明材質(zhì)、 核對質(zhì)保書、規(guī)格、型號等,入庫前還應(yīng)作外觀檢查,合格后方能入庫, 并分門別類做好標識。 2)嚴格做好隱蔽工程和中間交工工程驗收工作,驗收工作應(yīng)由有關(guān)方簽證認 可方為有效,中間交工應(yīng)做好接口工作,與土建裝修工程的交接應(yīng)辦好交 接手續(xù)。 3)管道安裝前,清除內(nèi)部污垢和雜物,安裝中斷或完畢的敞口處,一定要臨 時封閉好,以免雜物進入。 4)組裝好的管線必須檢查管道的標高、坐標及附件是否符合設(shè)計要求,連接 的平行度垂直度應(yīng)符合標準。 5)對關(guān)鍵部位要注意“五防”,即防倒坡、防錯接、防松動、防堵塞、防滲 漏。 6)管子絲扣連接,套絲時與使用的管件實際情況檢查配合情況,加工時,管 子螺紋應(yīng)規(guī)則,如有斷絲或缺絲,不得大于螺紋全扣數(shù)的10%,管件緊固 后,外露2~3
管道焊接施工方案 (2)
格式:pdf
大小:719KB
頁數(shù):7P
4.4
管道焊接施工方案 一、工程概況 本工程為山東萊鋼永鋒鋼鐵有限公司制冷站管道安裝,主要是無縫鋼管和螺 旋焊管,碳鋼管道主要為焊接。 二、編制依據(jù) 1、設(shè)計圖紙,甲方現(xiàn)場要求; 2、《金屬管道焊接工藝手冊》。 三、管道施工要求 1、管道切口質(zhì)量應(yīng)符合下列規(guī)定: ⑴切口表面應(yīng)平整、無裂紋、重皮、毛刺、凹凸、縮口、熔渣、氧化物、 鐵屑等; ⑵切口端面傾斜偏差不應(yīng)大于管子外徑的1%,且不得超過3mm; ⑶有坡口加工要求的,坡口加工形式按焊接方案規(guī)定進行。 2、管道預(yù)制時應(yīng)按單線圖規(guī)定的數(shù)量、規(guī)格、材質(zhì)等選配管道組成件,并 按單線圖標明管道的系統(tǒng)號和按預(yù)制順序標明各組成件的順序號。 3、管道預(yù)制時,自由管段和封閉管段的選擇應(yīng)合理,封閉段必須按現(xiàn)場實 測尺寸加工,預(yù)制完畢應(yīng)檢查內(nèi)部潔凈度,封閉管口,并按順序合理堆放。 4、管道對接焊縫位置應(yīng)符合下列規(guī)定: ⑴管道位置距離彎管的彎曲起點不得小于管

管道焊接施工方案
格式:pdf
大小:374KB
頁數(shù):33P
4.5
第1頁 目錄 1、編制說明.............................................................2 2、工程概況.............................................................2 3、工程主要實物量.......................................................3 4、施工組織.............................................................4 5、主要施工機具及材料計劃...............................................7 6、工藝管道焊接程序..................................
鋼管焊接施工方案 (2)
格式:pdf
大小:21KB
頁數(shù):5P
4.5
鋼管焊接施工方案 鋼管安裝前,對進入現(xiàn)場的鋼管必須檢查驗收。檢查鋼管是否有合格 證,無合格證者不得進入施工現(xiàn)場。對鋼管幾何尺寸、外防腐進行檢查, 幾何尺寸不合格和外防腐破損的與業(yè)主聯(lián)系進行返修。返修合格后進入現(xiàn) 場。焊接人員必須具有鍋爐壓力容器焊工合格證。鋼管吊裝時嚴禁破壞防 腐層,采用尼龍編織帶吊裝。 管道安裝前,管節(jié)應(yīng)逐根測量、編號,宜選用管徑相差最小的管節(jié)組 對焊接。管節(jié)組成管段下管時,管段的長度、吊距,應(yīng)根據(jù)管徑、壁厚及 下管方法確定。 一、接口焊接 鋼管部分采用先在槽邊進行組焊,將三節(jié)管組裝焊接后再進行下管組 裝的方法,鋼管吊裝用25t吊車。本工程鋼管安裝采用現(xiàn)場手工電弧焊接, 雙面焊形式,坡口形式為“v”型坡口,管節(jié)焊接前先修口,端面的坡口角 度、鈍邊、間隙等要滿足規(guī)范要求,不得在對口間隙夾焊幫條或用加熱法 縮小間隙施焊。縱向焊縫放在管道中心垂線上半圓的45度左右處。對口

鋼管焊接施工方案定
格式:pdf
大小:33KB
頁數(shù):13P
4.8
蘭州市七里河區(qū)脫貧攻堅農(nóng)村飲水安全 鞏固提升工程(六標段) 管道安裝專項施工方案 審定: 審核: 編制: 甘肅正德工程建設(shè)集團有限公司 二0一八年八月 目錄 第一節(jié)編制依據(jù) 第二節(jié)工程概況 第三節(jié)管道安裝工程 第四節(jié)安全技術(shù)措施 第五節(jié)環(huán)境保護措施 第六節(jié)安全管理措施 第七節(jié)施工現(xiàn)場臨時用電安全措施 第一節(jié)編制依據(jù) 1、依據(jù)招標文件、設(shè)計圖紙。 2、依據(jù)我公司有關(guān)項目施工工程質(zhì)量、技術(shù)、安全等管理文件。 3、依據(jù)施工現(xiàn)場踏勘情況。 4、依據(jù)我公司同類工程的施工綜合經(jīng)驗。 5、依據(jù)我公司對工程的施工總體部署和管理目標。 6、依據(jù)我公司的技術(shù)力量、機械設(shè)備條件。 7、依據(jù)國家現(xiàn)行建筑、水利水電工程施工技術(shù)規(guī)范、規(guī)程和標準。 8、依據(jù)《中華人民共和國建筑法》、《中華人民共和國投標法》。 9、依據(jù)《甘肅省工程建設(shè)施工招投標管理辦法》。 10、《給水排水工程管道施
鋼管焊接施工方案 (5)
格式:pdf
大小:16KB
頁數(shù):5P
4.3
. 精選范本 鋼管焊接施工方案 一、焊接要求 1、一般規(guī)定 凡參加工業(yè)管道焊接的焊工,應(yīng)按《現(xiàn)場設(shè)備、工業(yè)管道焊接工 程施工及驗收規(guī)范》的規(guī)定,進行焊工考試,并取得所施焊范圍的合 格資格。取得施焊合格資格的焊工,在施焊過程中應(yīng)按批準(或規(guī)定) 的焊接工藝指導(dǎo)書進行焊接,工序間應(yīng)有交接手續(xù)。 焊接對材料的要求:焊接工程中所用的母材和焊接材料應(yīng)具有出 廠質(zhì)量合格書或質(zhì)量復(fù)驗報告,應(yīng)優(yōu)選用列入國家標準或部頒標準的 母材和焊接材料。 焊接對設(shè)計文件的要求:設(shè)計文件必須標明母材、焊接材料、焊 縫級別及接頭形式并對焊接方法、焊前預(yù)熱、焊后處理及焊接檢驗提 出明確要求。 2、焊接工藝要求 (1)焊縫的設(shè)置應(yīng)避開應(yīng)力集中區(qū),并便于焊接和熱處理。一般 應(yīng)符合下列要求: 鋼板卷同一管節(jié)上兩相鄰縱縫之間的距離不應(yīng)小于300mm;鋼板 卷管相鄰管節(jié)組對時,縱縫之間的距離應(yīng)大于3倍壁厚,且不應(yīng)小于
鋼管焊接施工方案 (5)
格式:pdf
大小:8KB
頁數(shù):1P
4.7
一、工程概況 邯大高速內(nèi)穿輸水管道采用dn600鋼管,內(nèi)設(shè)計內(nèi)水壓力為0.9mpa, 鋼管采用q235c級,鋼管壁厚8mm,管道單排鋪設(shè); dn600鋼管內(nèi)防腐采用內(nèi)襯水泥砂漿厚度為8mm;采用電動除銹機 將表面的浮銹除去,除銹等級為st3級; 鋼管外防腐采用環(huán)氧煤瀝青涂料,其結(jié)構(gòu)為一底一膩二布六油,干膜 厚度≥600um,采用壓縮空氣進行噴砂除銹,除銹等級為sa2.5級; 二、人員及機械部署 焊工部署6人,焊工應(yīng)通過sl35考試,并取得焊工合格證書, 從事鋼管鋼管質(zhì)量的無損檢測人員2人,檢測人員應(yīng)持有焊縫質(zhì)量評 定持有2級或2級以上資格證。 起吊

鋼管焊接施工方案(2)
格式:pdf
大小:24KB
頁數(shù):6P
4.6
鋼管及鋼筋焊接施工方案作業(yè) 安全施工專項方案 編制: 審核: 審批: 信陽河川水利建筑有限公司 2016年3月 鋼筋焊接施工方案 1、管道組對拼裝 1.1組裝前,對管子內(nèi)壁進行清掃,對管端內(nèi)、外20mm范圍內(nèi)及坡口內(nèi)的 油污和銹蝕清除干凈,露出金屬光澤。 1.2本工程采用外對口器進行對口,管口組對時避免強力組對且應(yīng)保護鋼管 防腐絕緣層。 1.3管道對口應(yīng)檢查對口接頭各部尺寸,管端整園、管道找直、錯口找平等, 全部符合要求后即可進行定位焊固定,拆除外對口器再全面施焊。 1.4管件、管子組對時,應(yīng)檢查坡口質(zhì)量,坡口表面不得有裂紋,夾層等缺 陷,管件與法蘭組對時,法蘭密封面應(yīng)保持平行,管口應(yīng)凹進法蘭1.3~1.5倍管 壁厚度,不得與法蘭接觸面平齊。 2、焊接施工設(shè)計要求 2.1燃氣管道,管件均采用焊接連接。 2.2在確定了材料的焊接性能后,應(yīng)在工程焊接前對被焊材

鋼管焊接施工方案
格式:pdf
大小:46KB
頁數(shù):7P
4.8
鋼管焊接施工方案 鋼管安裝前,對進入現(xiàn)場的鋼管必須檢查驗收。檢查鋼管是否有合格證,無合格證 者不得進入施工現(xiàn)場。對鋼管幾何尺寸、外防腐進行檢查,幾何尺寸不合格和外防腐破 損的與業(yè)主聯(lián)系進行返修。返修合格后進入現(xiàn)場。焊接人員必須具有鍋爐壓力容器焊工 合格證。鋼管吊裝時嚴禁破壞防腐層,采用尼龍編織帶吊裝。 管道安裝前,管節(jié)應(yīng)逐根測量、編號,宜選用管徑相差最小的管節(jié)組對焊接。管節(jié) 組成管段下管時,管段的長度、吊距,應(yīng)根據(jù)管徑、壁厚及下管方法確定。 一、接口焊接 鋼管部分采用先在槽邊進行組焊,將三節(jié)管組裝焊接后再進行下管組裝的方法,鋼 管吊裝用25t吊車。本工程鋼管安裝采用現(xiàn)場手工電弧焊接,雙面焊形式,坡口形式為 “v”型坡口,管節(jié)焊接前先修口,端面的坡口角度、鈍邊、間隙等要滿足規(guī)范要求, 不得在對口間隙夾焊幫條或用加熱法縮小間隙施焊。縱向焊縫放在管道中心垂線上半圓 的45度左右處。對口時外
管道焊接施工方案 (4)
格式:pdf
大小:719KB
頁數(shù):7P
4.6
管道焊接施工方案 一、工程概況 本工程為山東萊鋼永鋒鋼鐵有限公司制冷站管道安裝,主要是無縫鋼管和螺 旋焊管,碳鋼管道主要為焊接。 二、編制依據(jù) 1、設(shè)計圖紙,甲方現(xiàn)場要求; 2、《金屬管道焊接工藝手冊》。 三、管道施工要求 1、管道切口質(zhì)量應(yīng)符合下列規(guī)定: ⑴切口表面應(yīng)平整、無裂紋、重皮、毛刺、凹凸、縮口、熔渣、氧化物、 鐵屑等; ⑵切口端面傾斜偏差不應(yīng)大于管子外徑的1%,且不得超過3mm; ⑶有坡口加工要求的,坡口加工形式按焊接方案規(guī)定進行。 2、管道預(yù)制時應(yīng)按單線圖規(guī)定的數(shù)量、規(guī)格、材質(zhì)等選配管道組成件,并 按單線圖標明管道的系統(tǒng)號和按預(yù)制順序標明各組成件的順序號。 3、管道預(yù)制時,自由管段和封閉管段的選擇應(yīng)合理,封閉段必須按現(xiàn)場實 測尺寸加工,預(yù)制完畢應(yīng)檢查內(nèi)部潔凈度,封閉管口,并按順序合理堆放。 4、管道對接焊縫位置應(yīng)符合下列規(guī)定: ⑴管道位置距離彎管的彎曲起點不得小于管
DN300以上空調(diào)水管焊接施工方案相關(guān)
文輯推薦
知識推薦
百科推薦


職位:項目管理工程師助理
擅長專業(yè):土建 安裝 裝飾 市政 園林


