




 電工圓鋁桿拉伸斷裂失效分析
電工圓鋁桿拉伸斷裂失效分析 電工圓鋁桿拉伸斷裂失效分析
格式:pdf
大小:446KB
頁數:3P
對拉伸斷裂伸長率不合格的電工圓鋁桿進行了分析。結果表明,圓鋁桿在熔鑄過程中由于工藝不當導致雜質成分及氣體清除不凈造成鋁桿材料內部致密度不高,存在片狀及針狀的組織疏松孔洞以及沿晶界呈三角及網狀分布的鋁鐵硅脆性金屬化合物,同時晶粒也較粗大,所有這些組織缺陷造成鋁桿的伸長率未達到國標要求。
Φ9.5mm電工圓鋁桿連鑄連軋機組的改造
格式:pdf
大小:104KB
頁數:1P
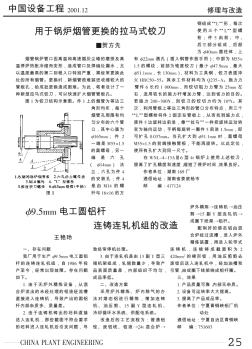
!""#$#! %&’()*+)(,-(.’(--/’(. 中國設備工程 !賀方先 煙管鍋爐管口因高溫和高速煙灰塵碴的磨損及高 溫停爐熱脹冷縮而變形,造成管口及焊縫處漏水,尤 以溫度最高的第二回程入口特別嚴重,需經常更換此 處的所有煙管。更換時,新煙管很難裝進收縮較大的 管板孔,給成批更換造成困難。為此,筆者設計了一 種新型拉馬式鉸刀,可以快速擴大煙管管板孔。 圖#為鉸刀結構示意圖。件#上的煙管為等邊三 角形均布,每個 煙管孔周圍有均 勻分布的六個管 口,其中心圓為 !#0122;件! 一端是3114#$1 的圓螺母,另一 端是六孔 (!#522)法 蘭,六孔為件5 的安裝孔;件5 是由3#5的螺 桿與#04#0的方 鋼組成“+”形,每次 使用三個“+”型螺 栓;件1由前、中、 后三部分組成,后部 為
編輯推薦下載
2A97鋁鋰合金雙級時效研究 2A97鋁鋰合金雙級時效研究
格式:pdf
大小:1.0MB
頁數:5P
 4.7
4.7
通過tem分析和常規力學性能測試,研究雙級時效工藝對2a97鋁鋰合金組織和性能的影響,以優化合金強度和塑性匹配。結果表明:隨預時效溫度升高,雙級時效基體由形成θ′/θ″相和δ′相為主的組織轉變為形成t1相、θ″/θ′和δ′相為主的組織。135℃預時效、雙級時效基體形成大量細小的θ′/θ″相和δ′相,t1數量少。晶界和亞晶界t1數量多,尺寸小,晶界和亞晶界θ′/θ″無析出帶寬度窄。155℃預時效、雙級時效可在基體形成以t1相為主的組織,且數量多,尺寸大,均勻分布,t1相、θ″/θ′和δ′相的聯合強化作用使合金具有高的強度。
空調管用連鑄連軋3003鋁合金圓鋁桿工藝研究 空調管用連鑄連軋3003鋁合金圓鋁桿工藝研究
格式:pdf
大小:487KB
頁數:2P
4.8
對3003鋁合金圓鋁桿生產工藝進行了系統研究,分析了化學成分、熔體凈化、連鑄連軋工藝和均質退火工藝對3003鋁合金圃鋁桿組織和性能的影響。
D97合金電工圓鋁桿自然時效分析熱門文檔
影響鋁合金時效的因素
格式:pdf
大小:6KB
頁數:2P
4.7
影響鋁合金時效的因素 作者:工藝科:陳慧發布時間:2007.11.10,00:00,星期六 固溶淬火后鋁合金的強度、硬度隨時間延長而顯著提高的現象,稱為時效, 鋁合金時效硬化是一個相當復雜的過程,目前普遍認為時效硬化是溶質原子偏聚 形成硬化區的結果,它不僅取決于合金元素的組成、時效工藝,還取決于合金在 生產過程中所產生的缺陷狀態,特別是空位、位錯的數量和分布等,一般來說, 鋁合金的時效主要受以下因素的影響。 1)合金化學成分的影響 一種合金能否通過時效來強化,首先取決于組成合金的元素能否溶解于固溶 體以及固溶度隨溫度變化的程度。如硅、錳在鋁中的固溶度比較小,且隨溫度變 化不大,而鎂、鋅雖然在鋁基固溶體中有較大的固溶度,但它們與鋁形成的化合 物的結構與基體差異不大,強化效果甚微。因此,二元鋁-硅、鋁-錳、鋁-鎂、 鋁-鋅通常都不采用時效強化處理;而有些二元合金
電工圓鋁線
格式:pdf
大小:153KB
頁數:4P
4.8
中華人民共和國國家標準 電工圓鋁線udc621.315.53 gb3955—83 roundaluminiumwireforelectricalpurposes 國家標準局1983-11-26發布1984-10-01實施 本標準的規定與iec111,121,207,209規定相一致。 1適用范圍 本標準適用于制造電線電纜及電機電器用的圓鋁線。 2型號 圓鋁線型號如表1。 表1 3規格 圓鋁線的規格用標稱直徑表示,其范圍應符合表2規定。 表2 4材料 圓鋁線應采用符合gb3954—83《電工圓鋁桿》規定的圓鋁桿制造。 5尺寸偏差 5.1圓鋁線標稱直徑的偏差應符合表3規定。 表3 *計算時保留兩位小數,按gb1.1《標準化工作導則編寫標準的一般規定》附 錄c規定修約。 **1n/mm2=0.102kgf/
D97合金電工圓鋁桿自然時效分析精華文檔
云南鋁業建成國內首條鋁合金圓桿生產線 云南鋁業建成國內首條鋁合金圓桿生產線
格式:pdf
大小:75KB
頁數:1P
4.3
在云南省科技創新強省計劃支持下,云南鋁業股份有限公司具有自主知識產權的4萬噸/年高強度鋁合金圓桿生產線日前建成并實現產業化生產。
自然時效和塑性變形對鋁合金盤條拉拔性能和最終力學性能的影響 自然時效和塑性變形對鋁合金盤條拉拔性能和最終力學性能的影響
格式:pdf
大小:78KB
頁數:1P
4.6
采用9.5mmaa6201盤條生產的鋁合金絲主要用作電力傳輸線,時效硬化合金拉拔前,為了溶解所有的mg和si,鋁合金盤條要進行固溶熱處理以獲得良好的拉拔性能。為了了解拉拔過程中自然時效時間和塑性變形的相互作用,以及mg2si沉淀在盤條拉拔中的作用,阿根廷的科技工作者對此進行了研究。
自然時效和塑性變形對鋁合金盤條拉拔性能和最終力學性能的影響 自然時效和塑性變形對鋁合金盤條拉拔性能和最終力學性能的影響
格式:pdf
大小:78KB
頁數:1P
4.7
采用φ9.5mmaa6201盤條生產的鋁合金絲主要用作電力傳輸線,時效硬化合金拉拔前,為了溶解所有的mg和si,鋁合金盤條要進行固溶熱處理以獲得良好的拉拔性能。為了了解拉拔過程中自然時效時間和塑性變形的相互作用,以及mg2si沉淀在盤條拉拔中的作用,阿根廷的科技工作者對此進行了研究。
鋁合金欄桿
格式:pdf
大小:213KB
頁數:5P
4.4
1/51 鋁合金欄桿、百頁、護欄 一、適用范圍 本技術要求適用于本公司所有室內外鋁合金單元式欄桿、百頁(空調百頁、防水百頁、遮陽 百頁)、護欄的制作安裝工程招投標及現場施工指導。 二、依據 2.1除另有注明外,本工程須符合設計、圖紙和相關國家、地方及行業標準,主要包括但不限于: ?《工程建設標準強制性條文》2002年版 ?《建筑工程施工質量驗收統一標準》(gb50300-2001) ?《建筑結構荷載規范》(gb50009—2001) ?《鋼結構設計規范》(gb50017-2003) ?《建筑裝飾裝修工程施工及驗收規范》(gb50210-2001) ?《住宅裝飾裝修工程施工規范》(gb50327—2001) ?《建筑玻璃應用技術規程》(jgj113—2003) ?《鋁合金建筑型材》(gb/t5237-2000) ?鋁型材、玻璃、五金、密封材料等

電工圓銅線電工圓鋁線進貨檢驗規程
格式:pdf
大小:91KB
頁數:3P
4.4
德信誠培訓網 更多免費資料下載請進:http://www.***.***好好學習社區 電工圓銅線電工圓鋁線進貨檢驗規程 原材料名稱電工圓銅線、電工圓鋁線 1 20℃時導體 電阻率 標稱截面 /單線直 徑 mm2/φmm 最大值(ω/㎞) 標稱截面/ 單線直徑 mm2/φmm 最大值(ω/㎞) 銅芯 鋁芯 銅芯鋁芯 不鍍 金屬 鍍金屬不鍍金屬鍍金屬 1.5/ 1.38 12.112.210/1.351.831.843.08 2.5/ 1.78 7.417.5612.116/1.701.151.161.91 4/2.254.614.707.4125/2.140.7271.20 6/2.763.083.114.6135/2.520.5240.868 試驗長度整盤或取樣1.5米 抽樣頻次每
D97合金電工圓鋁桿自然時效分析最新文檔

鋁合金時效處理工藝說明
格式:pdf
大小:16KB
頁數:7P
4.3
鋁合金的熱處理 鑄造鋁合金的金相組織比變形鋁合金的金相組織粗大,因而在熱處理時也有 所不同。前者保溫時間長,一般都在2h以上,而后者保溫時間短,只要幾十分 鐘。因為金屬型鑄件、低壓鑄造件、差壓鑄造件是在比較大的冷卻速度和壓力下 結晶凝固的,其結晶組織比石膏型、砂型鑄造的鑄件細很多,故其在熱處理時的 保溫也短很多。鑄造鋁合金與變形鋁合金的另一不同點是壁厚不均勻,有異形面 或內通道等復雜結構外形,為保證熱處理時不變形或開裂,有時還要設計專用夾 具予以保護,并且淬火介質的溫度也比變形鋁合金高,故一般多采用人工時效來 縮短熱處理周期和提高鑄件的性能。 一、熱處理的目的 鋁合金鑄件熱處理的目的是提高力學性能和耐腐蝕性能,穩定尺寸,改善切 削加工和焊接等加工性能。因為許多鑄態鋁合金的機械性能不能滿足使用要求, 除al-si系的zl102,al-mg系的zl302和
7×××系鋁合金雙級雙峰時效工藝研究 7×××系鋁合金雙級雙峰時效工藝研究
格式:pdf
大小:920KB
頁數:5P
4.5
采用洛氏硬度計、顯微硬度測試儀、掃描電鏡(sem)等手段系統地研究了7003、7050和7075鋁合金雙級雙峰時效過程中時效硬化特性和微觀組織結構等。結果表明,7×××系鋁合金雙級時效與單級時效一樣存在硬度雙峰現象,且第二峰的硬度比第一峰的硬度略高,從而驗證了7×××系鋁合金雙級雙峰的普遍性。
7075鋁合金“雙峰”時效研究 7075鋁合金“雙峰”時效研究
格式:pdf
大小:732KB
頁數:5P
4.6
采用硬度測試、拉伸力學性能測試、xrd衍射物相分析以及α(al)基體點陣常數的測量等方法對7075鋁合金超長時間時效行為、力學性能、應力腐蝕(scc)敏感性及組織進行了研究。結果表明,7075鋁合金的硬度及強度都具有時效雙峰特征。兩個時效峰的硬度和強度相差不多,但對應第二峰時效的合金具有高強度低scc敏感性等優異性能。第二峰強化相主要是充分析出的η′相(mgzn2)。
時效工藝對建筑鋁合金壁板性能的影響
格式:pdf
大小:1.6MB
頁數:4P
4.5
采用不同時效工藝對建筑6061-sr鋁合金壁板試樣進行了處理,并進行了力學性能、耐磨損性能和抗高溫氧化性能的測試與分析。結果表明,超聲振動輔助時效明顯提高試樣的力學性能、耐磨損性能和抗高溫氧化性能。與120℃常規時效相比,其壁板的抗拉強度增大20.5%,屈服強度增大23.4%,斷后伸長率增大20.9%,磨損體積小52.8%,質量增加率減小48.4%。時效工藝優選為超聲振動輔助時效。
鋁合金7075蠕變時效成形回彈規律 鋁合金7075蠕變時效成形回彈規律
格式:pdf
大小:434KB
頁數:4P
4.4
蠕變時效成形技術是利用金屬的蠕變特性,將成形與時效熱處理同步進行的一種成形方法。文章以可時效強化型鋁合金7075為研究對象開展蠕變時效成形試驗,考察厚度、彈性預變形量、時效時間和溫度的綜合效應對成形曲率半徑的影響規律,并通過正交多項式回歸分析,建立了回彈率與4個試驗因素之間的回歸方程,進行的工藝試驗驗證結果表明,運用該回歸方程可以對蠕變時效成形后零件的回彈率進行預測。
阿壩鋁廠鋁合金電工圓鋁桿生產線技改成功 阿壩鋁廠鋁合金電工圓鋁桿生產線技改成功
格式:pdf
大小:73KB
頁數:1P
4.7
日前,阿壩鋁廠繼3號軋機擴建試生產成功后,又對原有的l、2號軋機生產線進行了升級改造,為2017年阿壩鋁廠鋁合金線桿年生產能力全面達到9萬t提供了有力保障!據悉,在調試過程中,技術人員按照標準生產工藝,并結合實際情況,探索出了一條適合生產的工藝模式,為下階段實現新產品的批量化生產積累了經驗。
直接用電解鋁液生產電工圓鋁桿的工藝探討 直接用電解鋁液生產電工圓鋁桿的工藝探討
格式:pdf
大小:57KB
頁數:2P
4.8
電解鋁液法是常用的加工鋁產品的方法,本文將展開對電工圓鋁件的加工工藝進行研究分析.采用電解鋁液法得到的鋁件應符合gb3954-83中對鋁產品的相關規定,而且要達到對應的質量要求.本文首先分析了電解鋁液的主要成分,然后分析研究了鋁液精煉提純中應該注意的事項,進而探討了連鑄連軋工藝,對其相關參數的選擇進行分析.本文對電解鋁液法制取電工圓鋁件的工藝進行分析,對后續提高鋁件的質量有重要的意義.
拉拔工藝對鋁合金電工圓桿性能的影響分析 拉拔工藝對鋁合金電工圓桿性能的影響分析
格式:pdf
大小:164KB
頁數:2P
4.5
隨著我國社會主義的發展,現代拉拔工藝的發展也十分迅猛,并且現代拉拔工藝的規模布局也一直在增加,因此,現代拉拔工藝要想在鋁合金電工圓桿性能上發揮應用,就要在技術上進行提高革新。傳統的拉拔工藝已經不能滿足社會的需求,現代拉拔工藝已經在鋁合金電工圓桿性能中得到推廣并且正在不斷的深入。在當代,鋁合金應用廣泛,存在于各個行業。
基于ANSYS的鋁合金圓棒擠壓分析 基于ANSYS的鋁合金圓棒擠壓分析
格式:pdf
大小:391KB
頁數:未知
4.6
運用ansys軟件仿真模擬鋁合金圓棒的擠壓生產過程,分析了擠壓過程中的最大徑向應力、最大徑向位移以及vonmises應力,分析結果對合理設計模具形狀和選擇模具材料具有非常重要的意義。
LHJX系列鋁合金圓單線 LHJX系列鋁合金圓單線
格式:pdf
大小:255KB
頁數:1P
4.4
山東淄博金源電纜股份有限公司(原淄博電纜廠)是生產電視電纜、市話電纜、計算機電纜、控制電纜、耐火電力電纜、架空絕緣電纜及銅線、鍍錫線、鋁鎂合金線、有線電視器材為主的專業生產企業。
D97合金電工圓鋁桿自然時效分析相關
文輯推薦
知識推薦
百科推薦


職位:幕墻門窗資料員
擅長專業:土建 安裝 裝飾 市政 園林


