




 CQH-A型保溫管彎頭CO_2氣體保護焊專機的研制
CQH-A型保溫管彎頭CO_2氣體保護焊專機的研制 CQH-A型保溫管彎頭CO_2氣體保護焊專機的研制
格式:pdf
大小:81KB
頁數:2P
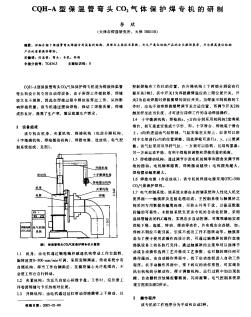
詳細介紹了保溫管彎頭焊接專用設備的結構、原理及主要技術參數,為生產類似結構產品的企業提供參考,并為提高類似結構產品的質量提供幫助。
CQH—A型保溫管彎頭C02氣體保護焊專機的研制
格式:pdf
大小:112KB
頁數:2P
cqh—a型保溫管彎頭c02氣體保護焊專機的研制——詳細介紹了保溫管彎頭焊接專用設備的結構、原理及主要技術參數,為生產類似結構產品的企業提供參考,并為提高類似結構產品的質量提供幫助。
編輯推薦下載
CQH—A型保溫管彎頭C02氣體保護焊專機的研制 CQH—A型保溫管彎頭C02氣體保護焊專機的研制
格式:pdf
大小:85KB
頁數:未知
 4.8
4.8
詳細介紹了保溫管彎頭焊接專用設備的結構、原理及主要技術參數,為生產類似結構產品的企業提供參考,并為提高類似結構產品的質量提供幫助。
CO2氣體保護焊焊接工藝
格式:pdf
大小:14KB
頁數:4P
4.8
co2氣體保護焊焊接工藝(2007-07-0717:50:18) co2氣體保護焊焊接工藝 鋼結構二氧化碳氣體保護焊工藝規程 1適用范圍 本標準適用于本公司生產的各種鋼結構,標準規定了碳素結構鋼的二氧化碳氣體保 護焊的基本要求。 注:產品有工藝標準按工藝標準執行。 1.1編制參考標準《氣焊、手工電弧焊及氣體保護焊焊縫坡口的基本形成與尺寸》 gb.985-88 1.2術語 2.1母材:被焊的材料 2.2焊縫金屬:熔化的填充金屬和母材凝固后形成的部分金屬。 2.3層間溫度:多層焊時,停后續焊接之前,相鄰焊道應保持的最低溫度。 2.4船形焊:t形、十字形和角接接頭處于水平位置進行的焊接. 3焊接準備 3.1按圖紙要求進行工藝評定。 3.2材料準備
CQH-A型保溫管彎頭CO2氣體保護焊專機研制熱門文檔

CO2氣體保護焊焊工培訓教材資料
格式:pdf
大小:501KB
頁數:34P
4.6
co2氣體保護焊技術 一、co2氣保焊概述 co2氣體保護焊是上世紀五十年代發展起來的一種技術。自問世以 來,co2氣體保護焊焊接技術在國內外焊接領域發展很快,在實際生產中 的應用也越來越廣泛,并兼有手工電弧焊和埋弧焊的許多優點。目前在建 筑鋼結構行業的應用也非常廣泛,如用co2氣體保護焊焊接箱型鋼、焊接 h型鋼等。實踐證明co2氣體保護焊是一種比較先進的、效率較高的焊接 方法。 1、co2氣保焊的特點 co2氣體保護焊是熔化極氣體保護焊的一種,全稱為“co2氣體保護電 弧焊”。它是采用co2氣體作為保護介質,焊接時,co2從焊槍噴嘴中噴出, 把電弧及熔池與空氣機械的隔離開來,避免空氣對熔化金屬的有害作用, 保證焊縫的化學成分及機械性能。 與其他焊接方法相比,co2氣體保護焊具有以下優點: ①成本低:co2氣體價廉,而且電能消耗小,故使得焊接成本

CO2氣體保護焊焊接培訓
格式:pdf
大小:156KB
頁數:14P
4.6
co2氣體保護焊焊接培訓 一、焊接工藝參數 1適用范圍 本標準適用于本公司生產的各種鋼結構,標準規定了碳素結構 鋼的二氧化碳氣體保護焊的基本要求。注:產品有工藝標準按工藝 標準執行。 1.1編制參考標準《氣焊、手工電弧焊及氣體保護焊焊縫坡口的基本 形成與尺寸》gb.985-88 2術語 2.1母材:被焊的材料 2.2焊縫金屬:熔化的填充金屬和母材凝固后形成的部分金屬。 2.3層間溫度:多層焊時,停后續焊接之前,相鄰焊道應保持的最低 溫度。 2.4船形焊:t形、十字形和角接接頭處于水平位置進行的焊接. 3焊接準備 3.1按圖紙要求進行工藝評定。 3.2材料準備 3.2.1產品鋼材和焊接材料應符合設計圖樣的要求。 3.2.2焊絲應儲存在干燥、通風良好的地方,專人保管。 3.2.3焊絲使用前應無油銹。 3.3坡口選擇原則焊接過程中盡量減小變形,節省
CO2氣體保護焊焊接通用工藝
格式:pdf
大小:214KB
頁數:15P
4.4
co2氣體保護焊 通 用 焊 接 工 藝 目錄 1、適用范圍 2、被焊材料 3、焊接準備 4、作業條件 5、焊接工藝 6、交檢 7、焊接缺陷與防止方法 8、常用氣體保護焊鋼材與焊絲的選用 9、質量記錄 10、焊接及注意事項 11、二保焊機安全規程 12、焊接危險點危險源辯識、評價及控制對策表 一、適用范圍 本標準適用于本廠生產的各種鋼結構,標準規定了碳素結構鋼的二氧化碳氣 體保護焊的基本要求,產品有工藝標準按工藝標準執行。 1、編制參考標準《氣焊、手工電弧焊及氣體保護焊焊縫坡口的基本形成與尺寸》 gb.985-88。 二、被焊材料 1、焊縫金屬:熔化的填充金屬和母材凝固后形成的部分金屬。 2、層間溫度:多層焊時,停后續焊接之前,相鄰焊道應保持的最低溫度。 3、船形焊:t形、十字形和角接接頭處于水平位置進行的焊接。 三、焊接準備 1、按圖紙要求進行工藝評定。 2、材料準備:
TF-2型CO2氣體保護自動焊接專機控制器的研制 TF-2型CO2氣體保護自動焊接專機控制器的研制
格式:pdf
大小:109KB
頁數:4P
4.3
本文介紹了tf-2型co2氣體保護自動焊接專機控制器的特點,抗干擾措施,焊接中斷弧和焊絲粘等故障檢測和處理,軟件焊槍橫擺,自動尋找機械原點,自動補焊,硬件和應用程序框圖等內容。該控制器是一個性能良好,可靠性高的控制系統。
CQH-A型保溫管彎頭CO2氣體保護焊專機研制精華文檔
CQH-A型保溫管彎頭CO2氣體保護焊專機研制最新文檔

CO2氣體保護焊飛濺問題的研究
格式:pdf
大小:312KB
頁數:4P
3
co2氣體保護焊飛濺問題的研究——介紹了co短路過渡熔滴的重力、表面張力、電磁收縮力、氣體爆破力、粘潦溯特點及對短 路過渡過程的影響。分析了飛濺形成的機理和電參數對飛濺的影響,主要從材料措膏電控制措施和外加條件這3個方面綜述了當前典型的減少飛...
活化CO2氣體保護焊的研究
格式:pdf
大小:292KB
頁數:5P
3
活化co2氣體保護焊的研究——詳細研究了自制的活性焊絲對co2氣體保護焊的影響。結果表明,使用活性劑可以使焊接飛濺率大大降低,焊縫熔深增加,熔寬增大,深寬比增加,熔滴以細顆粒過渡。分認為co2氣體保護焊飛濺降低的原因,是因為活性劑的加入在降低了混合氣...


CO2氣體保護焊在我公司的推廣及應用
格式:pdf
大小:132KB
頁數:2P
3
co2氣體保護焊在我公司的推廣及應用——介紹了co2氣體保護焊的優點及在我公司的推廣、應用,并以采煤機螺旋滾筒為例,分析了co2氣體保護焊與手弧焊的經濟效益情況。
實用CO2氣體保護焊培訓資料
格式:pdf
大小:148KB
頁數:18P
4.5
co2氣保焊培訓 一、二氧化碳氣體保護焊發展動態 二氧化碳氣體保護焊是50年代發展起來的一種新的焊接技術。半個世紀來,它已發展成為一種 重要的熔焊方法。廣泛應用于汽車工業,工程機械制造業,造船業,機車制造業,電梯制造業, 鍋爐壓力容器制造業,各種金屬結構和金屬加工機械的生產。 mig氣體保護焊焊接質量好,成本低,操作簡便,取代大部分手工電弧焊和埋弧焊,已成定局。 二氧化碳氣體保護焊裝在機器手或機器人上很容易實現數控焊接,將成為二十一世紀初的主要焊 接方法。 目前二氧化碳氣體保護焊,使用的保護氣體,分co2和co2+ar兩種。使用的焊絲主要是錳硅 合金焊絲,超低碳合金焊絲及藥芯焊絲。焊絲主要規格有: 0.50.80.91.01.21.62.02.53.04.0等。 二、二氧化碳氣體保護焊特點 1.焊接成本低——其成本只有埋弧焊和手
CQH-A型保溫管彎頭CO2氣體保護焊專機研制相關
文輯推薦
知識推薦
百科推薦


職位:暖通設計助理
擅長專業:土建 安裝 裝飾 市政 園林


