

CQH—A型保溫管彎頭C02氣體保護焊專機的研制
格式:pdf
大小:112KB
頁數:2P
人氣 :92
 3
3
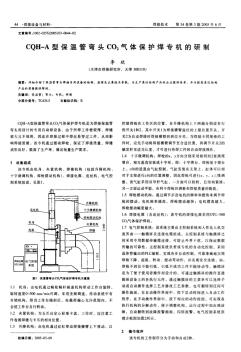
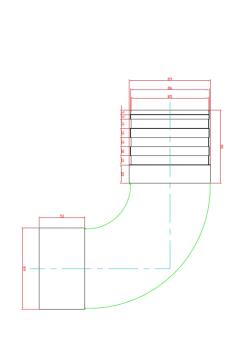
CQH—A型保溫管彎頭C02氣體保護焊專機的研制——詳細介紹了保溫管彎頭焊接專用設備的結構、原理及主要技術參數,為生產類似結構產品的企業提供參考,并為提高類似結構產品的質量提供幫助。



 CQH—A型保溫管彎頭C02氣體保護焊專機的研制
CQH—A型保溫管彎頭C02氣體保護焊專機的研制 CQH—A型保溫管彎頭C02氣體保護焊專機的研制
格式:pdf
大小:85KB
頁數:未知
詳細介紹了保溫管彎頭焊接專用設備的結構、原理及主要技術參數,為生產類似結構產品的企業提供參考,并為提高類似結構產品的質量提供幫助。
CQH-A型保溫管彎頭CO_2氣體保護焊專機的研制 CQH-A型保溫管彎頭CO_2氣體保護焊專機的研制
格式:pdf
大小:81KB
頁數:2P
詳細介紹了保溫管彎頭焊接專用設備的結構、原理及主要技術參數,為生產類似結構產品的企業提供參考,并為提高類似結構產品的質量提供幫助。
編輯推薦下載
CQH—A型保溫管彎頭C02氣體保護焊專機的研制熱門文檔

富氬混合氣體保護焊用焊絲的研制
格式:pdf
大小:152KB
頁數:3P
3
富氬混合氣體保護焊用焊絲的研制——在進行富氬混合氣體保護焊與co氣體保護焊對比試驗的基礎上·研制開發了耐候鋼和普通低合金鋼用富氬焊絲,并成功地應用在鐵路貨車的帝l造上。
TF-2型CO2氣體保護自動焊接專機控制器的研制 TF-2型CO2氣體保護自動焊接專機控制器的研制
格式:pdf
大小:109KB
頁數:4P
4.3
本文介紹了tf-2型co2氣體保護自動焊接專機控制器的特點,抗干擾措施,焊接中斷弧和焊絲粘等故障檢測和處理,軟件焊槍橫擺,自動尋找機械原點,自動補焊,硬件和應用程序框圖等內容。該控制器是一個性能良好,可靠性高的控制系統。
雙絲熔化極氣體保護焊
格式:pdf
大小:211KB
頁數:3P
3
雙絲熔化極氣體保護焊——隨著當前焊接高效化發展方向的提出,對焊接技術提出了愈來愈高的要求。本文就實現高效化的焊接方法——雙絲熔化極氣體保護焊進行了簡要的介紹。
CQH—A型保溫管彎頭C02氣體保護焊專機的研制精華文檔
TF-2型CO_2氣體保護自動焊接專機控制器的研制 TF-2型CO_2氣體保護自動焊接專機控制器的研制
格式:pdf
大小:288KB
頁數:未知
4.8
本文介紹了tf-2型co_2氣體保護自動焊接專機控制器的特點、抗干擾措施、焊接中斷弧和焊絲粘等故障檢測和處理、軟件焊槍橫擺、自動尋找機械原點、自動補焊、硬件和應用程序框圖等內容。該控制器是一個性能良好、可靠性高的控制系統。
耐候富氬混合氣體保護焊絲的研制
格式:pdf
大小:102KB
頁數:2P
3
耐候富氬混合氣體保護焊絲的研制——介紹耐候富氬混合氣體保護焊絲的冶煉、軋制、拉拔及檢測的過程。所試制的焊絲與母材匹配良好,其焊接性能試驗表明:dh≥440mpa,眠(一40℃)≥47j,agv(常溫)~>80j,兼具其他優良性能,適用于機車車輛等耐大氣腐蝕用鋼的焊接...
X80管線鋼氣體保護焊用焊絲的研制 X80管線鋼氣體保護焊用焊絲的研制
格式:pdf
大小:789KB
頁數:5P
4.5
對所研制的焊絲進行了氣體保護焊試驗,測試了焊縫金屬的化學成分、金相組織、沖擊韌度、強度、硬度和接頭的抗拉強度。金相組織主要為針狀鐵素體、少量的先共析鐵素體和粒狀貝氏體,用掃描電鏡分析了沖擊斷口的形貌和夾雜物的組成,用透射電鏡分析了焊縫金屬的微觀結構。結果表明,在焊絲中加入微量的ti-b,可以有效地抑制先共析鐵素體的形成,使焊縫獲得細小、均勻的針狀鐵素體組織。焊縫中合金元素形成了彌散分布的細小夾雜物,成為了針狀鐵素體(af)的形核質點。針狀鐵素體內有許多位錯團,可以有效地阻止裂紋的擴展,提高沖擊韌度。
CQH—A型保溫管彎頭C02氣體保護焊專機的研制最新文檔
XSO管線鋼環焊縫氣體保護焊焊絲的研制 XSO管線鋼環焊縫氣體保護焊焊絲的研制
格式:pdf
大小:1.7MB
頁數:5P
4.3
針對x80管線鋼的組織與性能特點,研究設計了適用于管線鋼現場焊接用mn—ni—mo—ti合金系氣體保護焊焊絲;測試了焊縫金屬的化學成分、金相組織、沖擊韌性、抗拉強度和硬度。該焊絲的熔敷金屬屈服強度600mpa,抗拉強度645mpa,-30℃夏比沖擊功105j。該焊絲用于x80管線鋼現場焊接結果表明,焊縫抗拉強度645mpa,-10℃夏比沖擊功平均值145j,焊縫具有很好的強韌性匹配。采用金相顯微鏡和sem對使用該焊絲焊縫微觀組織和斷口形貌分析表明,焊縫金相組織主要為針狀鐵素體、少量的先共析鐵素體和粒狀貝氏體的組織,斷口為韌窩狀,呈現典型的塑性斷裂特征。
焊條電弧焊與CO 02氣體保護焊方法探討 焊條電弧焊與CO 02氣體保護焊方法探討
格式:pdf
大小:121KB
頁數:未知
4.5
為了保證焊接質量、提高工作效率、減小勞動強度、節約施工成本,出現了一系列高質量、高效能的焊接設備和焊接方法,但是,手工焊條電弧焊單面焊雙面成形技術是每一個焊接操作者都應掌握的基本技能。

水管彎頭保溫安裝工藝標準
格式:pdf
大小:212KB
頁數:5P
4.7
水管彎頭保溫安裝工藝標準 1.適用范圍 適合管道硬質或半硬質管殼保溫,如橡塑、玻璃棉管殼、酚醛管殼保 溫。 2.大樣圖 彎頭保溫(柔性管殼) 圖例: 1.蝦米狀保溫 板 2.縱向接合縫 ab 90度圓角彎頭小型蝦米彎頭 3.環向接合縫 c 大型蝦米彎頭 彎頭保溫(硬質或半硬質管殼) 圖例: 1.蝦米狀保溫 板 2.縱向接合縫 3.環向接合縫 abc 90度圓角彎頭小型蝦米彎頭大型蝦米彎頭 3.規格表 1)φ1~φ3:保溫管材表面直徑。 2)鋼管≤dn80時,按a做法:a2≥2φ2、b2=0.6φ2。3) 鋼管dn80≤dn≤dn150時,按b做法。 4)鋼管≥dn200時,按c做法。 4.采購要求 同管道保溫。 5.工藝要求 1)當采用蝦米狀保溫樣式時,接合縫需均勻分布。 2)保溫各種接合縫不得有明顯膠水淚痕。 3)當選用金屬
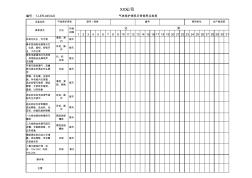
氣體保護焊機日常保養點檢表
格式:pdf
大小:39KB
頁數:2P
4.7
編號:tj-er-045/ao氣體保護焊機日常保養點檢表 設備名稱 12345678910111213141516171819202122232425262728293031 外觀無灰塵,無污物 清理、清 掃 每天 操作控制板電源指示燈 、儀表、旋鈕、按鈕齊 全,工作正常 目視、操 作 每天 焊機電源通電時無異味 、異常振動及蜂鳴聲, 無報警 問、聽、 目視 每天 氣管無破損漏氣,流量 表外觀完好滿足作業要 求 目視每天 噴嘴、導電嘴,安裝牢 固,導電咀內無焊渣, 送絲軟管無破損,通絲 順暢,手把線無破損、 虛接、過熱現象 清理、緊 固、更換 每天 送絲機電壓

鋼管彎頭
格式:pdf
大小:22KB
頁數:2P
4.6
此文章由天津祥和無縫鋼管銷售有限公司整理http://www.***.***/022-84890035 此文章由天津祥和無縫鋼管銷售有限公司整理http://www.***.***/022-84890035 彎頭標準有幾種 時間:2010-9-410:24:04鋼管天下【字號:大中小】 管件執行標準之日本標準: 標準號描述 jisb2311通用鋼制對焊管件 jisb2312鋼制對焊管件 jisb2313鋼板制對焊管件 jisb2316鋼制承插焊管件 管件執行標準之美國標準: 標準號描述 asme/ansib16.9工廠制造的鍛鋼對焊管件 asme/ansib16.11承插焊和螺紋鍛造管件 asme/ansib16.28鋼制對焊小半徑彎頭和回頭彎 asmeb16.5管法蘭和法蘭配件
基于回歸模型的CO2氣體保護焊品質定量評價
格式:pdf
大小:204KB
頁數:3P
3
基于回歸模型的co2氣體保護焊品質定量評價——利用虛擬儀器技術,以多元線性回歸和多元非線性回歸模型為核心算法來準確預測co2焊的飛濺量,從而實現對co2短路過渡焊接弧焊品質的定量評價。試驗證明,該回歸模型具有很高的精度和較強的實用性,為保證co2全自動...
【管彎頭】管彎頭價格,行情走勢,工程造價,規格型號大全
格式:pdf
大小:288KB
頁數:6P
4.6
建設行業大數據服務平臺造價通(工程造價信息網) http://www.chyschool.com 第1頁 全國管彎頭價格行情走勢及 規格型號大全 來源:造價通工程造價信息網 概述:造價通工程造價信息網為您實時提供全國各省市地區各種規格型號管彎頭價 格行情走勢查詢。 標簽:管彎頭,管彎頭價格,管彎頭價格行情,管彎頭行情走勢,工程造價,管彎頭規 格型號,管彎頭報價,管彎頭市場價 編者按:造價通——是中華人民共和國國家標準《建設工程人工材料設備機械數據標 準》(gb/t50851-2013)的參編單位和唯一數據提供方。 建設行業大數據服務平臺造價通(工程造價信息網) http://www.chyschool.com 第2頁 材料名規格/型號單位品牌省份城市查詢賬號賬號密碼 管彎頭ф16個超能廣東廣州市lyccyy520ljh

CO2氣體保護焊焊工培訓教材資料
格式:pdf
大小:501KB
頁數:34P
4.6
co2氣體保護焊技術 一、co2氣保焊概述 co2氣體保護焊是上世紀五十年代發展起來的一種技術。自問世以 來,co2氣體保護焊焊接技術在國內外焊接領域發展很快,在實際生產中 的應用也越來越廣泛,并兼有手工電弧焊和埋弧焊的許多優點。目前在建 筑鋼結構行業的應用也非常廣泛,如用co2氣體保護焊焊接箱型鋼、焊接 h型鋼等。實踐證明co2氣體保護焊是一種比較先進的、效率較高的焊接 方法。 1、co2氣保焊的特點 co2氣體保護焊是熔化極氣體保護焊的一種,全稱為“co2氣體保護電 弧焊”。它是采用co2氣體作為保護介質,焊接時,co2從焊槍噴嘴中噴出, 把電弧及熔池與空氣機械的隔離開來,避免空氣對熔化金屬的有害作用, 保證焊縫的化學成分及機械性能。 與其他焊接方法相比,co2氣體保護焊具有以下優點: ①成本低:co2氣體價廉,而且電能消耗小,故使得焊接成本
CQH—A型保溫管彎頭C02氣體保護焊專機的研制相關
文輯推薦
知識推薦
百科推薦


職位:助理暖通空調工程師
擅長專業:土建 安裝 裝飾 市政 園林


