

CO2焊接在起重機軌道焊接中的應用
格式:pdf
大小:153KB
頁數:3P
人氣 :57
 4.5
4.5
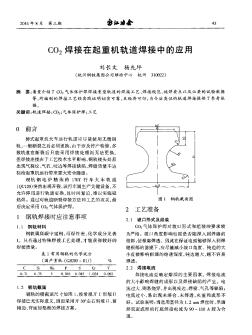
著重介紹了CO2氣體保護焊焊接重型軌道的焊接工藝、焊接規范、施焊要點以及必要的試驗數據等,所編制的焊接工藝經實踐證明切實可靠,且經濟可行,為今后類似的軌道焊接提供了參考依據。



CO_2焊接在起重機軌道焊接中的應用
格式:pdf
大小:153KB
頁數:3P
著重介紹了co2氣體保護焊焊接重型軌道的焊接工藝、焊接規范、施焊要點以及必要的試驗數據等,所編制的焊接工藝經實踐證明切實可靠,且經濟可行,為今后類似的軌道焊接提供了參考依據。
 焊條電弧焊在纜索式起重機軌道焊接中的應用
焊條電弧焊在纜索式起重機軌道焊接中的應用 焊條電弧焊在纜索式起重機軌道焊接中的應用
格式:pdf
大小:189KB
頁數:3P
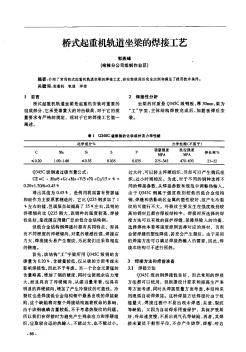
本文以嘉陵江亭子口水利樞紐纜索式起重機軌道焊接為例,介紹了焊條電弧焊工藝在水電站纜索式起重機軌道焊接中的應用。實踐表明,焊條電弧焊使用方便、操作性強、造價低廉、可靠性高,該應用為類似軌道焊接提供了可借鑒的寶貴經驗。
編輯推薦下載
運用鋁熱焊長鋼軌技術焊接起重機軌道 運用鋁熱焊長鋼軌技術焊接起重機軌道
格式:pdf
大小:257KB
頁數:4P
4.3
介紹了鋁熱焊原理及其焊長鋼軌技術在焊接起重機軌道中的應用,并對長鋼軌溫度應力對建筑物的影響進行了深入分析。同時結合其實際運用情況,說明了運用該技術焊接起重機軌道的優越性和效益。
CO2焊接在起重機軌道焊接中的應用熱門文檔
起重機軌道整改合同
格式:pdf
大小:10KB
頁數:1P
4.4
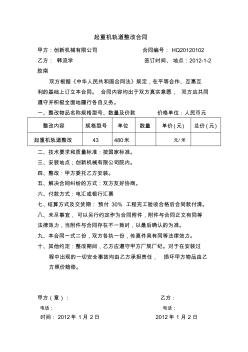
起重機軌道整改合同 甲方:創新機械有限公司合同編號:hq20120102 乙方:韓流學簽訂時間、地點:2012-1-2 膠南 雙方根據《中華人民共和國合同法》規定,在平等合作、互惠互 利的基礎上訂立本合同。合同內容均出于雙方真實意愿,雙方應共同 遵守并積極全面地履行各自義務。 一、整改物品名稱規格型號、數量及價款價格單位:人民幣元 整改內容規格型號單位數量單價(元)總價(元) 起重機軌道整改43480米元/米 二、技術要求和質量標準:按國家標準。 三、安裝地點;創新機械有限公司院內。 四、整改:甲方委托乙方安裝。 五、解決合同糾紛的方式:雙方友好協商。 六、付款方式:電匯或銀行匯票 七、結算方式及交貨期:預付30%工程完工驗收合格后合同款付清。 八、未盡事宜,可以另行約定作為合同附件,附件與合同正文有同等 法律效力,當附件與合同存在不一致時,以最后

CO2氣體保護焊在起重機吊臂結構件焊接中的應用研究
格式:pdf
大小:194KB
頁數:2P
4.6
起重機生產制造過程中,吊臂是主要受力部位,也最為關鍵的部位.因此,對吊臂結構件焊接質量要求相對較高、焊接工作量也相對較大;而傳統的焊條電孤焊因質量不穩定、焊接效率低等原因無法滿足起重機吊臂結構的焊接任務.目前,co,氣體保護焊以及半自動輔助式焊接行走機構逐漸成為起重機吊臂結構焊接的主要方法;該焊接方法不僅成本低、操作簡單,同時,也極大地提高了起重機制造品質和效率.
起重機軌道安裝
格式:pdf
大小:89KB
頁數:6P
4.7
起重機軌道安裝 1.軌道安裝流程: 材料進場驗收 2.軌道梁驗收: 根據上道工序(結構安裝)的工序交接資料,對軌道梁進行復測 驗收。軌道梁安裝的各項技術指標應控制在《鋼結構工程施工質量驗 收規范》gb50205—2001附錄e.0.2的允許偏差之內。合格后方可進 行軌道的安裝。 3.天車軌道放線: 根據工序交接給定軌道梁中心點,用經緯儀在軌道梁上打點。然 后放出一條安裝基準線,用鋼盤尺測出軌道的跨度,在另一個軌道梁 上放出軌道安裝的另一條基準線。 4.壓板選用及焊接 根據圖紙要求,選用焊接型軌道固定件,底座、壓板及調整板 為q235或q345鋼鑄件,螺栓為8.8級;固定件底座與吊車梁焊接, 焊條型號選用與連接件材質相適應。如選用q235或q345鋼時分別采 用e4315、e7015型焊條。 安裝軌道前,根據安裝基準線在軌道的兩側布置壓板,壓板間距 材場

起重機軌道安裝記錄3
格式:pdf
大小:150KB
頁數:6P
4.4
起重機軌道安裝記錄 azgs―gcb qz―01 建設單位單位工程 分部(分項) 工程名稱 施工單位設計軌高、跨度鋼軌規格 序 號 檢測項目 允許偏差 (mm) 實際偏差 (mm) 1軌道實際中心與行車實際中心線位置的最大偏移≤10 2軌道實際中心線與安裝基準線不重合度 橋式、門式、裝卸橋≤5 梁式≤3 3軌道跨度偏差 跨度≤10m±3 跨度>10mδs=±〔3+0.25(s-10)〕±15 4軌道縱向傾斜度 門式(每2m測一點)≤3
CO2焊接在起重機軌道焊接中的應用精華文檔
CO_2氣體保護焊在起重機吊臂結構件焊接中的應用研究
格式:pdf
大小:194KB
頁數:2P
4.7
起重機生產制造過程中,吊臂是主要受力部位,也最為關鍵的部位。因此,對吊臂結構件焊接質量要求相對較高、焊接工作量也相對較大;而傳統的焊條電弧焊因質量不穩定、焊接效率低等原因無法滿足起重機吊臂結構的焊接任務。目前,co2氣體保護焊以及半自動輔助式焊接行走機構逐漸成為起重機吊臂結構焊接的主要方法;該焊接方法不僅成本低、操作簡單,同時,也極大地提高了起重機制造品質和效率。
起重機軌道修理方案設計
格式:pdf
大小:190KB
頁數:19P
4.5
標準文檔 實用文案 起重機大車運行軌道修理施工 方案 編制: 審核: 批準: 單位名稱:************* *****年*月**日 標準文檔 實用文案 目錄 一、工程概況........................................................................-1- 二、軌道修理方案制定................................................................-1- 一)總則........................................................................-1- 二)依據標準....................................
起重機軌道安裝
格式:pdf
大小:21KB
頁數:3P
4.4
起重機軌道安裝 起重機軌道安裝 在工程中,起重機軌道安裝是處于機械和土建之間的一個工程領域。軌道安 裝往往由廠房施工方安裝,而起重機由有起重機安裝資質的單位安裝,兩者常常 脫節。在工程建設中安裝軌道軌道梁與起重機軌道安裝往往由2個專業(如土建 和機械安裝)完成,兩個專業間也存在脫節。因此,起重機軌道安裝質量難以得到 確實保證。 起重機軌道安裝的好壞直接影響到起重機的運行質量。只有從源頭上把握質量關, 才能保證起重機軌道安裝質量。 1起重機軌道 起重機運行軌道有起重機鋼軌、鐵路鋼軌和方鋼。鋼軌的頂部是凸狀的,底部是 具有一定寬度的平板,增加了與基礎的接觸面;軌道的截面多為工字形,具有良好 的抗彎強度。方鋼可以看作平頂鋼軌,由于對車輪磨損大,一般只用于起重量較 小、運行速度較慢、工作不頻繁的起重機。鋼軌的通常用含碳、錳較高的鋼材 (c=015%~018%、mn=


塔式起重機軌道驗收記錄
格式:pdf
大小:35KB
頁數:1P
4.4
塔式起重機軌道驗收記錄 工程名稱施工單位 施工地點工地負責人 塔機型號鋼軌型號 軌道長度 (米) 軌距(米) 檢驗項目和標準實測數據結論 碎石粒度20-40毫米 路基碎石厚度大于250毫米 枕木間距小于等于600毫米 鋼軌接頭間隙不大于4毫米 鋼軌接頭高度差小于等于2毫米 兩頭鋼軌接頭錯開距離大于等于1.5米 兩頭拉桿距離小于等于6米 軌距誤差小于等于千分之一 鋼軌頂面縱、橫方向傾斜度小于等于千分之二點五 測量點距離不大于10米 接地裝置組數(每隔20米1組)和質量 接地電阻小于等于4歐姆 檢查 意見 驗收簽字 軌道鋪設負責人: 塔吊安裝負責人: 土建施工安全負責人: 年月日
CO2焊接在起重機軌道焊接中的應用最新文檔

巴基斯坦C-2工程環形起重機軌道及循環水管道焊接施工
格式:pdf
大小:654KB
頁數:4P
4.6
論述了c-2工程環形250t起重機軌道的對接堆焊過程和方法。介紹了該項目循環水管道的優化焊接工藝,優化管口、加強肋焊縫的布置,并對焊接工藝及驗收標準進行優化,改進焊接坡口和焊接方法。優化后,減小了焊接及相關輔助材料的浪費,省去了管道在車間制作時的碳弧氣刨工序,減小了人工的投入,有力地保證了焊接施工質量及工期。
起重機軌道拆除、安裝改造方案 (2)
格式:pdf
大小:46KB
頁數:6P
4.7
1 新港3#、4#泊位軌道安裝 施工方案 編制: 審核: 審批: 威海鼎信建筑工程有限公司 2015年5月 2 第一章工程慨況 1.1工程概況 3、4期碼頭因港口工作需要,現進行門機導軌安裝改造工程,改造長度約800m。 需要進行軌道施工、安裝接電箱等工作。 第二章施工準備 2.1勞動力計劃 序號工種名稱單位數量 1鐵路工人10 2混凝土工人5 3普工人2 4電焊工人2 2.2主要機具設備 序號設備名稱單位數量 1混凝土罐車輛1 2電錘個2 3角磨機個2 4乙炔電焊套1 5汽車吊臺1 6起道機臺1 7鏟車帶托盤臺1 8磨光機個1 9鋼軌鉆孔機臺1 10起絲機套1 3 第三章施工工藝 3.1施工工藝 13-16#泊位:拆除切割導軌—→加工
CO2氣體保護焊在汽車焊接中的應用
格式:pdf
大小:1.2MB
頁數:3P
4.4
**資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.***

第五章起重機軌道安裝-定額 (2)
格式:pdf
大小:790KB
頁數:45P
4.6
鋼梁上安裝軌道[鋼統1001] 計量單位:10m 定額編號1-3841-385 項目 單 位 單 價 [固定形式] 焊接式 [縱向孔距(amm)橫向孔距(bmm)] 每750mm焊120mm [軌道型號] □50×50□60×60 數量合計數量合計 綜合單價元 其 中 人工費元 材料費元 機械費元 管理費元 利潤元 二類工工日 材 料 01110100方鋼t 01290109鋼板δ~q235kg 03410207電焊條j422φ4kg 氧氣m3 乙炔氣kg 腳手材料費元 其它材料費元 機 械 電動卷揚機(單筒慢速)牽引力50kn臺班 臥式銑床臺寬400mm×臺長1250mm臺班 摩擦壓力機壓力3000kn臺班 交流弧焊機容量32kva臺班 腳手架機
CO2氣保焊在實訓中的焊接技巧 CO2氣保焊在實訓中的焊接技巧
格式:pdf
大小:123KB
頁數:1P
4.6
co2氣體保護焊是一種常用的焊接方式,是焊接實訓的一項重要練習內容。但學生在初次接觸co2氣體保護焊時,會出現持槍不穩、飛濺較大、焊縫高低不平、出現焊瘤等問題,為了使學生能更好、更快的掌握co2氣體保護焊的操作技術,我們總結了一些焊接技巧來提高焊接訓練的成效。
門式雙梁起重機小車軌道焊接工藝的改進
格式:pdf
大小:204KB
頁數:2P
4.4
現階段,我國的起重機中大部分都是門式雙梁起重機小車軌道,但是在接口的時候往往由于材質不適合焊接,因此容易出現很多干擾和影響。一般情況下,會在軌道接頭處預留出大概2毫米間隙,不能進行合理的焊接,從而使得起重機容易出現振動和沖擊,使得導軌出現低接頭,最終影響起重機的維修周期以及使用年限,并且也會對貨物平穩度和舒適度產生一定影響。本文對門式雙梁起重機小車軌道焊接工藝的改進進行研究和分析。

CO2焊接在起重機軌道焊接中的應用相關
文輯推薦
知識推薦
百科推薦


職位:夾具造價工程師
擅長專業:土建 安裝 裝飾 市政 園林


