

Ar-CO2混合氣體保護焊接技術應用特點解析
格式:pdf
大小:1.4MB
頁數:2P
人氣 :68
 4.5
4.5
時代的進步,人們對傳統二氧化碳氣體焊接工藝進行了改進,Ar-CO2混合氣體保護焊接技術應運而生,雖然實踐中具有顯著效果,但是推廣度不足。傳統的二氧化碳保護焊接,雖然效率高、成本低,但是焊接的質量很一般;而且CO2是活性氣體,在焊接中會有很大的飛濺,會使合金損失很多。Ar是惰性氣體,很早便用于一些重要結構的焊接,而且其性質穩定,焊接時飛濺小,有利于結構成型,但是成本較高。這兩種氣體各有優缺點,因此便有了關于Ar-CO2混合氣體焊接技術的研究,旨在綜合兩者的優點,提高焊接質量的同時降低陳本,對焊接技術具有重要意義。



 Ar-CO2混合氣體保護焊接技術應用特點解析
Ar-CO2混合氣體保護焊接技術應用特點解析 Ar-CO2混合氣體保護焊接技術應用特點解析
格式:pdf
大小:1.6MB
頁數:2P
時代的進步,人們對傳統二氧化碳氣體焊接工藝進行了改進,ar-co2混合氣體保護焊接技術應運而生,雖然實踐中具有顯著效果,但是推廣度不足.傳統的二氧化碳保護焊接,雖然效率高、成本低,但是焊接的質量很一般;而且co2是活性氣體,在焊接中會有很大的飛濺,會使合金損失很多.ar是惰性氣體,很早便用于一些重要結構的焊接,而且其性質穩定,焊接時飛濺小,有利于結構成型,但是成本較高.這兩種氣體各有優缺點,因此便有了關于ar-co2混合氣體焊接技術的研究,旨在綜合兩者的優點,提高焊接質量的同時降低陳本,對焊接技術具有重要意義.
Ar-CO_2混合氣體保護焊接技術應用特點解析
格式:pdf
大小:103KB
頁數:1P
ar-co2混合氣體保護焊接技術是針對傳統二氧化碳氣體保護焊接工藝的改進,其應用目前已取得顯著的效果,但其推行的廣度還遠遠不足。采用純co2氣體做保護氣焊接,雖然其具有焊接效率高,成本低等優點,但焊接質量不盡人滿意;co2是活性氣體,用其做焊接保護氣焊接時飛濺大,合金元素燒損多,焊縫表面成型不佳。ar為惰性氣體,在很多易氧化金屬或重要結構焊接時常采用ar做保護氣焊接,由于ar性質穩定,所以焊接過程電弧平穩,飛濺小,焊縫成型性好,但其成本很高。這兩種氣體在單獨用于焊接低碳鋼時,都有各自不同的優缺點,因此有很多關于采用ar-co2混合氣體保護焊接技術的研究,以結合兩種氣體做焊接保護氣體時的優點,提高焊縫質量的同時兼顧成本和效率,對提高焊接工藝水平起到顯著促進意義。
編輯推薦下載
Ar-CO2混合氣體保護焊接技術應用特點解析
格式:pdf
大小:103KB
頁數:1P
4.7
ar-co2混合氣體保護焊接技術是針對傳統二氧化碳氣體保護焊接工藝的改進,其應用目前已取得顯著的效果,但其推行的廣度還遠遠不足。采用純co2氣體做保護氣焊接,雖然其具有焊接效率高,成本低等優點,但焊接質量不盡人滿意;co2是活性氣體,用其做焊接保護氣焊接時飛濺大,合金元素燒損多,焊縫表面成型不佳。ar為惰性氣體,在很多易氧化金屬或重要結構焊接時常采用ar做保護氣焊接,由于ar性質穩定,所以焊接過程電弧平穩,飛濺小,焊縫成型性好,但其成本很高。這兩種氣體在單獨用于焊接低碳鋼時,都有各自不同的優缺點,因此有很多關于采用ar-co2混合氣體保護焊接技術的研究,以結合兩種氣體做焊接保護氣體時的優點,提高焊縫質量的同時兼顧成本和效率,對提高焊接工藝水平起到顯著促進意義。
Ar+CO_2混合氣體保護焊 Ar+CO_2混合氣體保護焊
格式:pdf
大小:458KB
頁數:4P
4.8
介紹了氬弧焊和co2保護焊的特點,論述了不同比例的ar+co2混合氣體保護焊對焊縫質量和力學性能的影響,提出了針對不同對象確定二者最佳混合比例、方法,該方法尤其適用于單件、小批量生產。
CO_2混合氣體保護焊接技術應用特點解析熱門文檔
 混合氣體保護焊在壓力容器焊接中的應用
混合氣體保護焊在壓力容器焊接中的應用 混合氣體保護焊在壓力容器焊接中的應用
格式:pdf
大小:101KB
頁數:1P
4.5
隨著焊接技術的不斷提高,焊接的要求也越來越復雜,這樣一來,常見的焊接氣體已經不能滿足要求,因此混合氣體保護焊應用的出現彌補了出現的不足.混合氣體焊接對各種材料之間的焊接都能發揮良好的作用,尤其針對壓力容器的焊接表現更為出色,有效地保障了焊接的安全性,對壓力容器的保護和維修工作的完成起到了至關重要的作用.本文通過分析混合氣體保護焊在壓力容器焊接的運用,使其能夠更安全快速的得到應用.
混合氣體保護焊在壓力容器焊接中的應用 混合氣體保護焊在壓力容器焊接中的應用
格式:pdf
大小:693KB
頁數:2P
4.4
本文立足于混合氣體保護焊的施焊特點,與傳統焊條電弧焊進行對比,進而闡述了混合氣體保護焊在壓力容器焊接中的應用。
CO_2混合氣體保護焊接技術應用特點解析精華文檔
氣體保護焊接混合氣體自動匹配裝置的研究與設計 氣體保護焊接混合氣體自動匹配裝置的研究與設計
格式:pdf
大小:198KB
頁數:3P
4.4
氣體保護焊是目前采用較為普遍的焊接方式,其中尤以混合氣體保護焊應用最為廣泛.在眾多二元、三元混合氣體組合中,尤以ar+co2混合氣的應用最為普遍,可使焊接效率與質量得到大大提高.因此,研究并設計焊接混合氣體自動匹配裝置具有重要的實際應用價值.本文主要以ar+co2混合氣為例,對氣體混合的比例方法進行了研究,并提出了一種基于比例分配法、混配比例可調的氣體混配裝置設計方案,并在實際產品中予以應用,效果良好.
混合氣體保護焊薄板焊接工藝的開發
格式:pdf
大小:272KB
頁數:4P
3
混合氣體保護焊薄板焊接工藝的開發——描述了利用熔化極混合氣體保護焊技術焊接薄板的工藝開發方法,并以具體實例數據為依據作了有關展開介紹及分析。對于熔化極混臺氣體保護焊技術在金屬加工中的推廣應用有一定的參考價值。
壓力容器焊接中混合氣體保護焊的運用 壓力容器焊接中混合氣體保護焊的運用
格式:pdf
大小:127KB
頁數:未知
4.6
針對混合氣體保護焊在壓力容器焊接中的運用情況,進行了一系列的相關焊接試驗,并在此基礎上,對焊接厚度較大的高壓容器采取了良好的舉措。利用混合氣體保護焊的相關技術,對強度不同的坡口形式、焊后要求以及在焊接強度上鋼材料的不同,都能相應做到對號入座,焊接成功。本文分析了混合氣體保護焊焊接的相關特點,將其與傳統意義上的焊接技術進行對比,從而進一步揭示了壓力容器焊接中混合氣體保護焊的運用。

壓力容器焊接中混合氣體保護焊的運用
格式:pdf
大小:100KB
頁數:1P
4.6
常見的焊接氣體難以滿足日益復雜的焊接要求,因此出現了混合氣體保護焊的應用。它能夠很好的完成各種不同尺寸和材料之間的焊接工作,特別是對于壓力容器的焊接有著極大的安全性,出色地完成了壓力容器的保護和維修工作。本文通過分析混合氣體保護焊在壓力容器的焊接及運用,為其進一步推廣奠定基礎。
熔化極混合氣體保護焊工藝研究與應用
格式:pdf
大小:214KB
頁數:3P
3
熔化極混合氣體保護焊工藝研究與應用——為推廣應用熔化極混合氣體保護焊這一嶄新的焊接工藝技術,選擇壓力容器行業廣泛使用的16mnr低合金鋼進行試驗,通過試驗分析確定出最佳的焊接工藝規范參數,最后完成試件的焊接和焊接工藝評定,并應用于容器生產中。通過...
CO_2混合氣體保護焊接技術應用特點解析最新文檔

厚壁管窄間隙混合氣體保護焊
格式:pdf
大小:136KB
頁數:2P
3
厚壁管窄間隙混合氣體保護焊——著重討論了在厚壁管窄間隙深坡口中用混合氣體保護焊焊接時的電弧現象及其控制方法、根部焊道的焊透及多層焊焊縫的成形等工藝技術問題,提出了解決厚壁管窄間隙焊工藝難點和措施,取得了良好的生產效果。
富氬混合氣體保護焊防止氣孔工藝
格式:pdf
大小:116KB
頁數:2P
3
富氬混合氣體保護焊防止氣孔工藝——深入分析了富氬氣體保護焊時各種氣孔產生的原因,總結了氫氣、一氧化碳及氮氣氣孔的特 征,提出了工藝防護措施,有效解決了mag焊易產生氣孔的問題。

對CO2氣體保護焊焊接技術工藝的研究
格式:pdf
大小:122KB
頁數:1P
4.7
本文通過對co2氣體保護焊、焊條電弧焊兩種焊接方法進行焊接接頭試驗和對比分析,以及在生產實際中的應用的研究,證明了co2氣體保護焊具有成本低、效率高、焊接質量好的特點。研究和論述了co2氣體保護焊焊接的主要技術工藝。旨在推廣應用co2氣體保護焊焊接技術工藝這一成果。
CO_2氣體保護焊在管道焊接上的應用 CO_2氣體保護焊在管道焊接上的應用
格式:pdf
大小:263KB
頁數:2P
4.5
對co2氣體保護焊進行了焊接試驗,通過增加焊接回路電感的方法解決了試驗中飛濺物堵塞噴嘴的問題。試驗結果表明:該方法可應用于壓力容器及壓力管道的焊接。
CO_2氣體保護焊在超高結構現場焊接中的應用 CO_2氣體保護焊在超高結構現場焊接中的應用
格式:pdf
大小:472KB
頁數:3P
4.7
通過co2氣體保護焊與焊條電弧焊在同等條件下的焊接對比試驗、焊接工藝試驗對比,結合現場施工情況對co2氣體保護焊的優劣影響進行了綜合分析,指出co2氣體保護焊在野外超高結構現場焊接中有推廣應用的價值。
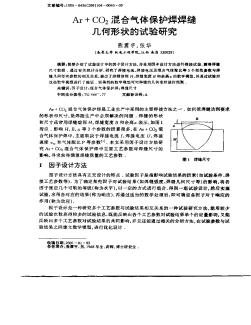
Ar+CO2混合氣體保護焊焊縫幾何形狀的試驗研究
格式:pdf
大小:169KB
頁數:5P
3
ar+co2混合氣體保護焊焊縫幾何形狀的試驗研究——筒要介紹了試驗設計中的因子設計方法,井采用因子設計方法進行焊接試驗,囂得焊麓尺寸數據.通過有關統計分析,研究了焊接電流、焊接電壓及混合氣體配比等3個規范奎敷與焊縫幾何形狀參數的相互關系.提出了焊縫...
藥芯焊絲混合氣體保護焊的熔敷特性研究
格式:pdf
大小:178KB
頁數:3P
3
藥芯焊絲混合氣體保護焊的熔敷特性研究——以ar+co作為保護氣體,研究了藥芯焊絲混合氣體保護焊的混合氣體配比、焊接電流、電弧電壓和氣體流量對熔敷速度、熔敷系數和熔敷效率的影響。試驗結果表明,at+co:混合氣體保護焊比co:焊的熔敷效率高,af氣比例達到...
壓力容器的富氬混合氣體保護焊工藝
格式:pdf
大小:143KB
頁數:3P
3
壓力容器的富氬混合氣體保護焊工藝——通過工藝試驗得出了富氬混合氣體保護焊的最佳配比和-i2藝,在壓力容器生產中得到用,不僅外觀成形美觀,飛濺小,力學性能符合要求,而且生產率比手弧焊等提高了4—5倍.

CO_2混合氣體保護焊接技術應用特點解析相關
文輯推薦
知識推薦
百科推薦


職位:駐場項目資料員
擅長專業:土建 安裝 裝飾 市政 園林


