

CFB鍋爐降水管厚壁異口徑高壓管道的焊接
格式:pdf
大小:219KB
頁數(shù):4P
人氣 :95
 4.4
4.4
引進(jìn)芬蘭的循環(huán)流化床鍋爐 ,其汽包返包中國。降水管采用了德國碳素鋼St4 5 .8Ш ,與降水管相連的汽包管座采用了國產(chǎn)珠光體耐熱鋼 1 5CrMo。該焊接接頭為高壓、厚壁、異口徑的焊接。介紹了焊口的結(jié)構(gòu)形式及工作條件 ,分析了異種材料的焊接性能 ,并對其焊接及熱處理工藝措施作出全面闡述



 中碳鋼厚壁高壓管道TIG焊接
中碳鋼厚壁高壓管道TIG焊接 中碳鋼厚壁高壓管道TIG焊接
格式:pdf
大小:58KB
頁數(shù):未知
中碳鋼厚壁高壓管道tig焊接林成德(鞍鋼建設(shè)機電公司114003)0引言我公司承擔(dān)的鞍鋼寬厚板工程高壓水除磷管道,材質(zhì)為45鋼,規(guī)格為φ325×45,其工作壓力為250mpa,試驗壓力310~350mpa,它不僅具有碳當(dāng)量高(0.56~0.65)、管...
氬電聯(lián)焊工藝在鍋爐高壓管道焊接中的應(yīng)用 氬電聯(lián)焊工藝在鍋爐高壓管道焊接中的應(yīng)用
格式:pdf
大小:114KB
頁數(shù):未知
我局在火電廠安裝的循環(huán)流化床鍋爐高壓管道,采用氬電聯(lián)焊工藝對高壓受熱面管道焊接,得到很好的應(yīng)用,這種工藝是一種焊接質(zhì)量可靠、速度快、經(jīng)濟效益明顯的焊接技術(shù)。
編輯推薦下載
引進(jìn)循環(huán)流化床鍋爐15CrMo汽包管座與St45.8Ⅲ降水管厚壁異口徑高壓管道的焊接 引進(jìn)循環(huán)流化床鍋爐15CrMo汽包管座與St45.8Ⅲ降水管厚壁異口徑高壓管道的焊接
格式:pdf
大小:670KB
頁數(shù):4P
4.5
引進(jìn)芬蘭的循環(huán)流化床鍋爐,其汽包返包中國。降水管采用了德國碳素鋼st45.8ⅲ,與降水管相連的汽包管座采用了國產(chǎn)珠光體耐熱鋼15crmo。該焊接接頭為高壓、厚壁、異口徑的焊接。文中介紹焊口所在的結(jié)構(gòu)形式及工作條件,分析異種材料的焊接性能,并對其焊接及熱處理工藝措施作了全面闡述。

天燃?xì)飧邏汗艿篮附蛹夹g(shù)
格式:pdf
大小:236KB
頁數(shù):3P
3
天燃?xì)飧邏汗艿篮附蛹夹g(shù)——隨著我國能源工業(yè)的發(fā)展和能源結(jié)構(gòu)的調(diào)整,長輸管道成為遠(yuǎn)距離油氣、燃?xì)廨斔偷闹饕绞剑艿拦こ探ㄔO(shè)也得到迅猛發(fā)展。管道焊接技術(shù)是施工中必須確保的關(guān)鍵技術(shù),不僅直接關(guān)系到工程的焊接質(zhì)量、施工效率和生產(chǎn)成本,而且對管線運...
CFB鍋爐降水管厚壁異口徑高壓管道的焊接熱門文檔
高壓管道焊接注意事項
格式:pdf
大小:5KB
頁數(shù):2P
4.6
1.核實管材,管件和焊材色標(biāo)。 2.切割下來的短節(jié)注意標(biāo)識的移植。 3.有熱裂紋傾向的合金鋼管開孔應(yīng)采用機械鉆孔。切 割和打坡口也應(yīng)采用機械方法。 4.與管材不等厚的管件,內(nèi)壁或外壁應(yīng)倒角15°,緩 坡的長度為壁厚的1.5倍。 5.有橢圓度的管件應(yīng)打磨至不錯口為原則。 6.凡是有焊前預(yù)熱要求管道焊口,必須墊離地面150 ㎜以上,預(yù)防溫度梯度陡降。 7.2”及以下焊口采用火焰加熱必須用大號烤把 (h01-20),不能用割炬,防止無意開啟高壓風(fēng)閥 門傷及管道母材。 8.2”以上厚壁合金鋼管管道焊口必須采用電加熱方 式預(yù)熱,預(yù)熱保溫措施應(yīng)能保證穩(wěn)定的預(yù)熱溫度。 9.合金鋼管道組焊時的臨時支撐必須點固在抱箍上, 碳素鋼的組焊卡具其端部應(yīng)堆焊相應(yīng)的合金鋼焊條 二層以上方能與合金鋼管點固焊,點固前應(yīng)采用正 常的預(yù)熱方式。 10.焊條擺動幅度不的超過3.5倍的焊芯直
高壓管道焊接作業(yè)指導(dǎo)書
格式:pdf
大小:30KB
頁數(shù):4P
4.5
遷安市九江線材有限責(zé)任公司2×65mw煤氣發(fā)電二期工程四大管道焊接作業(yè)指導(dǎo)書 湖北省工業(yè)建筑集團(tuán)安裝工程有限公司1 目錄 1、主題內(nèi)容及適用范圍 2、焊接施工依據(jù)及引用標(biāo)準(zhǔn) 3、鋼材及焊接材料 4、焊前準(zhǔn)備 5、焊接工藝要求 6、焊接質(zhì)量檢驗 7、焊接施工安全與防護(hù) 附:分項焊接工藝卡及主蒸汽、再熱蒸汽熱段管道熱處理工藝卡 遷安市九江線材有限責(zé)任公司2×65mw煤氣發(fā)電二期工程四大管道焊接作業(yè)指導(dǎo)書 湖北省工業(yè)建筑集團(tuán)安裝工程有限公司2 一.主題內(nèi)容及適用范圍: 遷安市九江線材有限責(zé)任公司2×65mw煤氣發(fā)電二期工程,鍋爐型號為ng-220/13.7-q。 為了提高工程焊接質(zhì)量,保證產(chǎn)品安全運行。針對本工程特點及有關(guān)施工驗收規(guī)范,特編 制本工程四大管道管道焊接施工作業(yè)指導(dǎo)書,供現(xiàn)場焊接人員使用與執(zhí)行。 二.焊接施工依據(jù)及引用標(biāo)準(zhǔn) 1.鍋爐
甲胺升壓系統(tǒng)尿素級不銹鋼高壓管道的焊接 甲胺升壓系統(tǒng)尿素級不銹鋼高壓管道的焊接
格式:pdf
大小:413KB
頁數(shù):3P
4.6
介紹了尿素級不銹鋼316l+g510管道材料的性能特點和技術(shù)要求,通過焊接工藝評定制定正確的焊接工藝,成功完成尿素級不銹鋼管道的焊接工作。
高溫高壓管道焊接坡口選擇及焊條用量計算
格式:pdf
大小:166KB
頁數(shù):3P
3
高溫高壓管道焊接坡口選擇及焊條用量計算——從經(jīng)濟和技術(shù)角度分析火電廠高溫高壓管道焊縫宜采用的坡口形式,并對各種坡口形式的焊條用量估算推導(dǎo)出經(jīng)驗公式。
高壓管道橡膠減震接頭
格式:pdf
大小:36KB
頁數(shù):2P
4.8
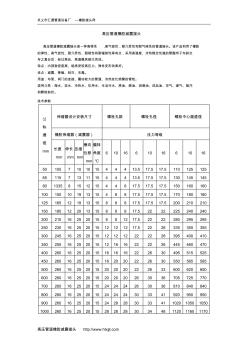
鞏義市匯通管道設(shè)備廠—橡膠接頭網(wǎng) 高壓管道橡膠減震接頭http://www.***.*** 高壓管道橡膠減震接頭 高壓管道橡膠減震接頭是一種高彈性,高氣密性,耐介質(zhì)性和耐氣候性的管道接頭。該產(chǎn)品利用了橡膠 的彈性、高氣密性、耐介質(zhì)性、耐候性和耐輻射性等有點,采用高強度、冷熱穩(wěn)定性強的聚酯簾子布斜交 與之復(fù)合后,經(jīng)過高壓、高溫模具硫化而成。 特點:內(nèi)部致密度高、能承受較高壓力、彈性變形效果好。 優(yōu)點:減震、降噪、輕巧、無毒。 用途:與泵、閥門的連接、震動較大的管道、冷熱變化頻繁的管線。 適用介質(zhì):海水、淡水、冷熱水、飲用水、生活污水、原油、燃油、潤滑油、成品油、空氣、煤氣、蒸汽 和顆粒粉狀。 技術(shù)參數(shù) 公 稱 通 徑 mm 伸縮器設(shè)計安裝尺寸螺栓孔數(shù)螺栓孔徑螺栓中心圓直徑 橡膠伸縮器(減震器)壓力等級 長度 mm 伸長 mm 壓縮 mm 橫向 位移 mm 偏轉(zhuǎn) 角度 ℃
CFB鍋爐降水管厚壁異口徑高壓管道的焊接精華文檔
316L不銹鋼高壓管道的焊接技術(shù) 316L不銹鋼高壓管道的焊接技術(shù)
格式:pdf
大小:303KB
頁數(shù):3P
4.6
焊接工藝是焊好316l高壓鋼管的關(guān)鍵,論述了316l高壓鋼管的焊接技術(shù)要求,主要包括管材和焊材化學(xué)成分要求、管材和焊材的管理、坡口加工和組對要求、焊接工藝參數(shù)選用、鎢極氬弧焊的操作要領(lǐng)、焊條電弧焊的操作要領(lǐng)、焊接質(zhì)量的外觀檢驗和內(nèi)部檢驗、焊縫返修等內(nèi)容。
316L不銹鋼高壓管道的焊接技術(shù) 316L不銹鋼高壓管道的焊接技術(shù)
格式:pdf
大小:116KB
頁數(shù):2P
4.6
隨著我國社會主義現(xiàn)代化建設(shè)的不斷進(jìn)步,我國的機電信息技術(shù)取得了巨大的發(fā)展,尤其是316l高壓鋼管的焊接技術(shù)。本文主要論述了316l高壓鋼管的焊接技術(shù)要求,具體分析了焊材和管材的管理以及化學(xué)成分要求,同時對于焊接工藝參數(shù)的選擇、鎢極氬弧焊和焊條電弧焊的操作要點以及316l高壓鋼管焊接質(zhì)量檢驗與焊縫返修都作出了相關(guān)的分析與研究。
高壓管道內(nèi)焊縫特殊氣室保護(hù)焊 高壓管道內(nèi)焊縫特殊氣室保護(hù)焊
格式:pdf
大小:99KB
頁數(shù):1P
4.5
手工鎢極氬弧焊是高壓低溫管道現(xiàn)場焊接常用的方法,尤其對于外線管道現(xiàn)場焊接.管管對焊(內(nèi)徑大于φ100mm)的管道,由于管體長,管道腔體大,氬氣難以把管道腔體內(nèi)的空氣置換干凈,所以就造成內(nèi)焊縫保護(hù)效果不理想,顏色不達(dá)標(biāo),內(nèi)焊縫成型不理想,易形成氧化物、多余物等現(xiàn)象.經(jīng)過反復(fù)推敲多次實踐,采用"焊接氣體保護(hù)法"解決了以上問題,提高了產(chǎn)品的焊接質(zhì)量.
高壓管母焊接
格式:pdf
大小:9KB
頁數(shù):3P
4.3
1 高壓管母焊接 1.焊接準(zhǔn)備及條件 1.1焊前準(zhǔn)備 熟悉圖紙對焊縫的要求和所焊母材的材質(zhì),并選用與母材相匹配的焊接材料。主封母、廠 用分支、勵磁母線的材質(zhì)均為1060,與其匹配的焊絲為hs301和s301,其化學(xué)成分為:al99.5%、 fe≤0.30%、si≤0.30%,熔點:660℃。 焊絲應(yīng)油質(zhì)保書,使用的焊絲應(yīng)符合設(shè)計規(guī)定要求。焊絲使用前應(yīng)檢查有無出廠質(zhì)量證明, 對焊絲質(zhì)量有懷疑時,必須按批號抽樣檢查其化學(xué)成分。焊絲按出廠說明書要求使用,焊絲使用 前,應(yīng)清除其表面的銹垢、油污和氧化膜,直至露出金屬光澤。油污可以用汽油或丙酮清除,銹 垢、氧化膜用機械方法處理。 試件的射線檢驗及結(jié)果的評定應(yīng)符合《鋼焊縫射線照相底片分類法》(gb3323-87)中的“焊 縫質(zhì)量評級”的ⅱ級標(biāo)準(zhǔn)。 焊接接頭拉伸試驗,其焊接接頭抗拉強度一般不低于原材料抗拉強度標(biāo)準(zhǔn)值的下限。經(jīng)
淺淡城鎮(zhèn)高壓管道管理 淺淡城鎮(zhèn)高壓管道管理
格式:pdf
大小:42KB
頁數(shù):未知
4.7
目前,城鎮(zhèn)高壓燃?xì)夤艿赖脑O(shè)計壓力區(qū)間為1.6~4.0mpa之間,高壓埋地管道作為天然氣傳輸載體,是連接上游資源和下游用戶的紐帶,由于管道長期埋在地下,隨著時間的推移,外界土壤特性及地形沉降等因素的影響,管道會發(fā)生腐蝕、穿孔、泄漏;不善易造成的三方施工破壞及超壓運行等事故發(fā)生,高壓燃?xì)夤艿酪驂毫壷岛芨?若發(fā)生事故,其破壞性,危害性將遠(yuǎn)大于低級別的燃?xì)夤艿?因此對高壓埋地管道科學(xué)、嚴(yán)謹(jǐn)?shù)墓芾碇陵P(guān)重要.本文結(jié)合作者行業(yè)管理經(jīng)驗,提出相關(guān)的管理經(jīng)驗供大家借鑒.
CFB鍋爐降水管厚壁異口徑高壓管道的焊接最新文檔
地爐煨彎在高壓管道安裝中的應(yīng)用
格式:pdf
大小:14KB
頁數(shù):1P
4.3
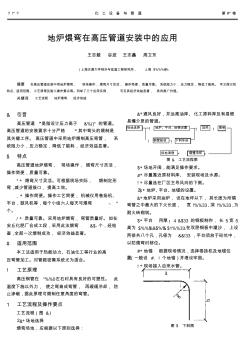
?!"?化工設(shè)備與管道第#"卷 地爐煨彎在高壓管道安裝中的應(yīng)用 王志毅谷波王志鑫周衛(wèi)東 (上海交通大學(xué)制冷與低溫工程研究所,上海$%%%#%) 摘要在高壓管道安裝中用地爐煨彎,現(xiàn)場操作,煨彎尺寸靈活,操作簡便,質(zhì)量可靠。系統(tǒng)阻力小,壓力穩(wěn)定,降低了能耗。本文探討其 特點、適用范圍、工藝原理及施工操作要點等。列舉了三個應(yīng)用實例,可見其經(jīng)濟效益顯著,具有推廣價值。 關(guān)鍵詞工藝流程地爐煨彎經(jīng)濟效益 &引言 高壓管道’是指設(shè)計壓力高于&%()*的管道。 高壓管道的安裝要求十分嚴(yán)格’其中彎頭的煨制是 其關(guān)鍵工序。高壓管道中采用地爐煨制高壓彎管,系 統(tǒng)阻力小,壓力穩(wěn)定,降低了能耗,經(jīng)濟效益顯著。 $特點 高壓管道地爐煨彎,現(xiàn)場操作,煨彎尺寸靈活, 操作簡便,質(zhì)量可靠。 *+煨彎尺寸靈活。可根據(jù)現(xiàn)場實際,煨制定形 彎,減少管
高壓管道施工方案
格式:pdf
大小:126KB
頁數(shù):13P
4.4
高壓管道施工工藝 一、概述: 根據(jù)勞動部《壓力管道安全管理與監(jiān)察規(guī)程》的要求編制此工藝。 1.編制依據(jù): 《壓力管道安全管理與監(jiān)察規(guī)程》 《工業(yè)管道工程施工及驗收規(guī)范》gb50235-97 《現(xiàn)場設(shè)備、工業(yè)管道焊接工程施工及驗收規(guī)范》gb50236-98 現(xiàn)行的技術(shù)標(biāo)準(zhǔn)及施工規(guī)范。 2.適用范圍: 本工藝適用于工作壓力高于10mpa的高壓金屬管道施工。 3.編制內(nèi)容: 本工藝包括:施工準(zhǔn)備、材料驗收、施工方法、檢驗方法 系統(tǒng)試驗及資料整理。施工組織的其他內(nèi)容此工藝未予編制。 二、施工準(zhǔn)備: 高壓管道的施工準(zhǔn)備包括:圖紙會審、工藝確定、機具準(zhǔn)備、 勞力調(diào)配外協(xié)加工。 1.圖紙會審:要明確以下內(nèi)容: ①工作介質(zhì)及設(shè)計壓力、設(shè)計溫度。 ②施工所執(zhí)行的施工規(guī)范及驗收標(biāo)準(zhǔn)。 ③管材、閥門、法蘭、連接螺栓及墊片的材質(zhì)和型號。 ④探傷比例及執(zhí)行標(biāo)準(zhǔn)。 ⑤系統(tǒng)試驗的要求。 ⑥其它技術(shù)要求:(如
加氫裂化高壓管道施工工法
格式:pdf
大小:163KB
頁數(shù):14P
4.8
加氫裂化高壓管道施工工法 1 加氫裂化高壓管道施工工法 作者簡介:冀林柱同志1968年畢業(yè)于北京石油學(xué)院有機系,現(xiàn)任第三工程公司總工程師,高 級工程師。多年來,該同志一直從事石油化工裝置施工的技術(shù)和技術(shù)管理工作,并曾組織審核過多 項工法及主筆編制了《大型塔器分段倒裝整體吊裝工法》,該工法被建設(shè)部評為96年度國家級(一 級)工法。本工法和《頂燒轉(zhuǎn)化爐安裝工法》被評為98年度總公司(二級)工法。該同志先后在 有關(guān)雜志上曾多次發(fā)表過施工論著,其中“10000m 3 球罐施工技術(shù)和質(zhì)量控制“獲石油工程建設(shè)雜志 優(yōu)秀論文一等獎。 一、前言 加氫裂化是高溫、高壓、臨氫催化工藝過程,是重油輕質(zhì)化的重要手段之一。它 具有產(chǎn)品結(jié)構(gòu)靈活,中間餾分產(chǎn)率高,產(chǎn)品質(zhì)量好,對市場要求應(yīng)變能力強等特點。 高壓管道是加氫裂化裝置施工的關(guān)鍵和重要組成部分。其特點是施工工藝復(fù)雜、 難度大、質(zhì)量要求高。
中高壓厚壁長輸管道的焊接方法 中高壓厚壁長輸管道的焊接方法
格式:pdf
大小:367KB
頁數(shù):未知
4.4
通過焊接工藝的控制來保證中高壓厚壁管的焊接質(zhì)量,實際應(yīng)用表明,通過改變焊接工藝,可以大大提高焊口質(zhì)量,初次探傷i級合格率達(dá)到95%以上,具有可觀的效益。
高壓管道安裝要求
格式:pdf
大小:5KB
頁數(shù):2P
4.4
1.所有的管子、管件、閥門及緊固件等, 必須附有材料證明、焊接登記表、焊接試樣 試驗結(jié)果、焊縫透視結(jié)果、配件合格證及其 他驗收合格證等證明文件。 2.管道安裝時應(yīng)使用正式管架固定, 不宜使用臨時支撐或鐵絲綁扎。與管架接觸 的管子及其附件,應(yīng)按設(shè)計規(guī)定或工作溫度 的要求,安置木墊、軟金屬墊或橡膠石棉墊 等,并預(yù)先在該處支架上涂漆防腐。 3.管道安裝前先找正,固定設(shè)備、閥 門等。同徑、同壓的管段、管件在安裝前要 求進(jìn)行水壓強度試驗時,可以連通試壓;預(yù) 裝成整體吊裝的組合件可以單獨試壓。經(jīng)水 壓試驗后的管段必須進(jìn)行清洗和吹洗。 4.高壓管道的安裝應(yīng)盡量減少和避免 固定焊口,特別是在豎直管道上,一般不應(yīng) 布置固定焊口。 5.焊接連接的直管段長度不得小于 500mm;每5m長的管段只允許有一個焊接 口,焊口距離彎制高壓彎頭起彎點的長
大口徑高壓管道絕緣接頭彈性應(yīng)力分析 大口徑高壓管道絕緣接頭彈性應(yīng)力分析
格式:pdf
大小:214KB
頁數(shù):4P
4.7
大口徑埋地管道輸送高壓介質(zhì)時,除受到管道內(nèi)壓的影響,還受到周圍土壤豎向、側(cè)向土壓力的作用。因此,用于連接陰極保護(hù)管段的管道絕緣接頭的受力十分復(fù)雜。文章利用彈性應(yīng)力求解方法,結(jié)合邊界條件,同時考慮絕緣接頭接口處的密封槽的應(yīng)力集中情況,推導(dǎo)出了管道絕緣接頭的徑向、環(huán)向、剪切應(yīng)力近似計算公式,用于絕緣接頭的強度校核。實例計算表明,推導(dǎo)出的公式簡單有效,具有一定的實用性。

CFB鍋爐降水管厚壁異口徑高壓管道的焊接相關(guān)
文輯推薦
知識推薦
百科推薦


職位:電站工程師
擅長專業(yè):土建 安裝 裝飾 市政 園林


