




 等螺旋角指形齒輪銑刀后角的刃磨機構
等螺旋角指形齒輪銑刀后角的刃磨機構 等螺旋角指形齒輪銑刀后角的刃磨機構
格式:pdf
大小:414KB
頁數:未知
在大模數齒輪加工中,等螺旋角指形銑刀由于具有切削平穩、生產效率高、刀具制造成本低等優點,從而得到了日益廣泛的應用。指形齒輪銑刀后角的刃磨又是制造和重磨中的關鍵一環。但目前這種刀具后角的刃磨,
編輯推薦下載
單刃鎢鋼鋁用銑刀
格式:pdf
大小:66KB
頁數:1P
 4.5
4.5
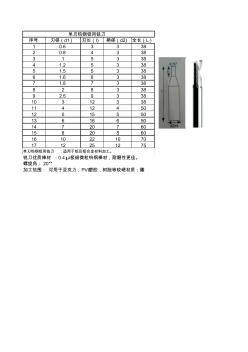
單刃鎢鋼鋁用銑刀 序號刃徑(d1)刃長(i)柄徑(d2)全長(l) 10.63338 20.84338 315338 41.25338 51.55338 61.66338 71.87338 828338 92.59338 10312338 11412450 12515550 13616650 14720760 15820860 1610221070 1712251275 單刃鎢鋼鋁用銑刀:適用于鋁及鋁合金材料加工。 銑刀優質棒材:0.4μ極細微粒鎢鋼棒材,耐磨性更佳。 螺旋角:20° 加工范圍:可用于亞克力,pvc塑膠,樹脂等較硬材質;雕
通用螺旋溝槽成型銑刀和砂輪CAD軟件研究 通用螺旋溝槽成型銑刀和砂輪CAD軟件研究
格式:pdf
大小:541KB
頁數:未知
4.5
研究加工圓柱體螺旋溝槽用成型銑刀和砂輪的cad技術,建立了描述溝槽形狀的通用數學模型;推導了刀具截形通用求解公式。軟件可進行溝槽加工過程計算機模擬。刀具圖、樣板圖、截形放大圖以及圖紙尺寸信息等可通過繪圖儀自動繪出或通過打印機輸出。軟件收集了常用刀具較先進的溝槽數據。
CAD實現直溝槽成形銑刀不同前角前刃面刃形的轉換熱門文檔
尖齒成型銑刀圓弧刃開齒路徑分析 尖齒成型銑刀圓弧刃開齒路徑分析
格式:pdf
大小:141KB
頁數:2P
4.5
在用數控銑加工尖齒成型銑刀中,采用作圖法解決了圓弧刃開齒方法和銑削路徑問題。介紹了作圖分析法步驟,可直觀快捷地完成分析過程。
關于回轉銑刀法向溝槽問題 關于回轉銑刀法向溝槽問題
格式:pdf
大小:344KB
頁數:2P
4.6
針對目前回轉銑刀相關文獻中溝槽法向截形設計中的問題指出了疏漏所在,并建立了準確的數學模型,因而可供回轉銑刀研制工作參考.
 三溝槽錐球頭銑刀的新型虛擬模型研究
三溝槽錐球頭銑刀的新型虛擬模型研究 三溝槽錐球頭銑刀的新型虛擬模型研究
格式:pdf
大小:491KB
頁數:4P
4.3
分析了與經線、軸線成定角以及等螺距的傳統回轉銑刀刃口設計存在的設計制造難題,提出了一種新型刃口設計方法,給出了相應的刃口應當滿足的通用微分方程,并以第三溝槽的錐球頭銑刀為例,建立了新型的刃口設計、溝槽設計相關模型,還給出了二軸聯動制造錐球頭銑刀中的主干數學模型,給出了二軸聯動加工中的進給速度公式,并結合與工廠合作的實踐,指出解決其相關問題的方法,從而為這種新型設計與相應制造提供了整套虛擬模型,可供同類研究參考。
基于網絡環境的可轉位球頭立銑刀CAD系統的設計與實現 基于網絡環境的可轉位球頭立銑刀CAD系統的設計與實現
格式:pdf
大小:843KB
頁數:5P
4.6
針對可轉位球頭立銑刀的結構特點,設計出一套基于網絡環境的cad系統。闡述了系統三層b/s結構設計框架和設計流程,探討了系統所采用的關鍵技術及實現細節。本系統可為其他同類產品的網絡化開發和商業化應用提供借鑒。
CAD實現直溝槽成形銑刀不同前角前刃面刃形的轉換精華文檔
等螺旋角錐形銑刀的加工工藝
格式:pdf
大小:1.1MB
頁數:36P
4.7
北華航天工業學院畢業論文 畢業設計報告(論文) 報告(論文)題目:等螺旋角錐形銑刀的加工工藝 作者所在系部:機電工程學院 作者所在專業:飛行器制造工程 作者所在班級:b131311 作者姓名:吳忠得 作者學號:201321749 指導教師姓名:蔣放 完成時間:2017年6月1日 北華航天工業學院教務處制 北華航天工業學院畢業論文 若想大致了解本文的思路,可以首先看看第4章傳動比的 分配及非園齒輪嚙合節線圓的仿真 本文真正做到了,按照某一把等螺旋角錐形銑刀的技術要 求,求出了各級傳動比,其中包含非園齒輪的傳動比以及園 齒輪嚙合節線圓的仿真。 北華航天工業學院畢業論文 北華航天工業學院 本科生畢業設計(論文)原創性及知識產權聲明 本人鄭重聲明:所呈交的畢業設計(論文) 是本人在指導教師的指導下,獨立進行研究工作取得的成果。除文中
滾珠絲杠CBN旋銑刀片刃磨齒形設計 滾珠絲杠CBN旋銑刀片刃磨齒形設計
格式:pdf
大小:168KB
頁數:2P
4.3
cbn硬態旋銑刀片是滾珠絲杠螺紋滾道高效加工的關鍵,其形狀輪廓、尺寸精度直接決定著被加工件的加工精度及刀具自身的使用壽命,刃磨齒形參數是硬態旋銑加工cbn硬態旋銑刀片形狀輪廓、尺寸精度的主要控制因素。

制定塊零件加工工藝及銑槽工序在X6130臥銑上用三面刃銑刀加工夾具設計(含全套CAD圖紙)收集資料
格式:pdf
大小:343KB
頁數:19P
4.3
不要刪除行尾的分節符,此行不會被打印 目錄 第一章序言......................................................................................1 第二章零件的分析.................................................................2 2.1零件的作用.....................................................................2 2.2零件的工藝分析.............................................................2 第三章工藝規程設計...................................

噶米制定塊零件加工工藝及銑槽工序在X6130臥銑上用三面刃銑刀加工夾具設計(含全套CAD圖紙)
格式:pdf
大小:343KB
頁數:19P
4.4
不要刪除行尾的分節符,此行不會被打印 目錄 第一章序言......................................................................................1 第二章零件的分析.................................................................2 2.1零件的作用.....................................................................2 2.2零件的工藝分析.............................................................2 第三章工藝規程設計...................................

2019制定塊零件加工工藝及銑槽工序在X6130臥銑上用三面刃銑刀加工夾具設計(含全套CAD圖紙)
格式:pdf
大小:344KB
頁數:19P
4.5
不要刪除行尾的分節符,此行不會被打印 目錄 第一章序言......................................................................................1 第二章零件的分析.................................................................2 2.1零件的作用.....................................................................2 2.2零件的工藝分析.............................................................2 第三章工藝規程設計...................................
CAD實現直溝槽成形銑刀不同前角前刃面刃形的轉換最新文檔
用于精銑鑄鐵零件的面銑刀 用于精銑鑄鐵零件的面銑刀
格式:pdf
大小:57KB
頁數:1P
4.6
在需要大批量加工鑄鐵零部件的行業(如乘用車和商用車制造業),非常需要能滿足特定加工要求,并保持銑削接合面完整性的高效精銑刀。例如,在銑削發動機缸蓋、曲軸箱或變速箱外殼的接合面時,為了縮短加工時間,人們希望提高切削效率,且通過一次加工就能滿足最嚴苛的表面質量要求。為確保發動機或變速箱在使用多年后仍能可靠地持續運行,其接觸表面必須非常平整。
4.車三角螺紋——刃磨車刀
格式:pdf
大小:93KB
頁數:2P
4.3
實訓課教案用紙 學科 《車工 工藝與 技能訓 練》 教學章 節或模 塊課題 模塊六:車三角螺紋——刃磨車刀 審批簽字 實訓時間年月日實訓時數35授課班級 授課方法板書教學和現場演示 課題相關知識相關實踐知識:掌握三角形螺紋車刀的刃磨方法和刃磨要求。 實訓目的了解三角形螺紋車刀的幾何形狀和角度要求 實訓用材料、 設備 車床ca6140三角螺紋車刀 實習訓練內容及工藝要求附記 一、課題導入 要車好螺紋,必須正確刃磨刀螺紋車刀,螺紋車刀按加工性質屬于成型刀具,其切削部分的 形狀應當和螺紋牙形的軸向剖面形狀相符合,即車刀的刀尖角應該等于牙型角。 二、學情分析 螺紋練習,針對學生的好動性,一定把安全放首位,螺紋是最易出現危險的課題。女生頭發 一定要纏好,學生單獨操作。 三、課題分析 學會刃磨車刀,是練習手感的過程。刀要磨好,角度要正確,一定用樣板。磨刀
角鐵清根銑刀的設計與應用 角鐵清根銑刀的設計與應用
格式:pdf
大小:130KB
頁數:2P
4.5
闡述了一種角鐵清根銑刀的主要切削參數及設計過程。應用斜二測圖的方法,對銑刀片進行靜態剖面分析,為合理確定銑刀切削參數提供依據。銑刀盤經過用戶實際使用,滿足要求。

O形圈三角溝槽設計
格式:pdf
大小:971KB
頁數:14P
4.6
o形圈三角溝槽設計 把o形圈擠在法蘭盤或螺栓頭頸部的三角形溝槽中進行密封,其密封效果很好。 對于使用gb1235-76標準o形圈的溝槽,可直接按照標準規定的尺寸進行設計。 對于執行gb3452.1-94標準的o形圈,因為其溝槽標準gb3452.3-87中并未涉及三角形溝槽,可參 考下表設計,也可按a=1.3~1.4w(w即o形圈斷面直徑)設計三角形溝槽。 三角形溝槽參考尺寸 o形圈斷面直徑wa (毫米)英制尺寸(吋)公制尺寸(毫米) 1/161.78/1.802.41+0.07 3/322.62/2.653.48+0.12 1/83.53/3.554.72+0.17 3/165.33/5.307.08/+0.25 1/46.98/7.09.43+0.38 由于這種密封形式的壓縮量很大,o形圈使用一段時間后就產生很大的永久變形,所以
內錐面刃磨機實現麻花鉆螺旋面刃磨的研究與仿真 內錐面刃磨機實現麻花鉆螺旋面刃磨的研究與仿真
格式:pdf
大小:405KB
頁數:未知
4.8
根據內錐面刃磨機的工作原理,增加雙層拖板的差動來代替傳統的變導程,利用兩步進電機分別帶動絲杠主軸與螺母相對轉動,合成任意螺距。實現導程可調的新螺旋面刃磨的方法,由此實現了在內錐面刃磨機中進行螺旋面刃磨的方法,并推導了刃磨后后角與橫刃斜角的公式。然后基于pro/e軟件設計了機構的虛擬樣機,并以雙層拖板的分析為例對機構實現螺旋面刃磨而進行運動仿真,結果驗證了改進后的機構可以實現螺旋面刃磨。此機構有利于實現數字化控制的機械刃磨。
球頭銑刀刃口曲線的求解及螺旋溝槽的二軸聯動數控加工 球頭銑刀刃口曲線的求解及螺旋溝槽的二軸聯動數控加工
格式:pdf
大小:368KB
頁數:4P
4.6
給出了球頭螺旋銑刀三種不同螺旋刃口曲線的求解公式和二軸聯動數控加工時砂輪的截形和相對運動求解模型,根據實得溝槽的模型和計算機模擬結果分析了存在的不足,并給出了相應的后處理方法。
螺旋槽螺紋銑刀的磨削砂輪設計 螺旋槽螺紋銑刀的磨削砂輪設計
格式:pdf
大小:385KB
頁數:3P
4.4
針對螺旋槽螺紋銑刀在磨削加工時內外側磨削量不同的問題,通過齒形的數學建模和分析計算,提出了其磨削砂輪的修正量計算公式。同時編制了砂輪設計程序,實現了從螺紋銑刀參數到其磨削砂輪參數的自動轉換。通過autocad和solidworks應用開發,可以自動生成砂輪的二維圖形和三維模型。本文提出的方法可以提高螺紋銑刀磨削砂輪的設計效率及精確性。
 碟型砂輪鉆頭刃磨機原理設計——直線主刃刃磨
碟型砂輪鉆頭刃磨機原理設計——直線主刃刃磨 碟型砂輪鉆頭刃磨機原理設計——直線主刃刃磨
格式:pdf
大小:128KB
頁數:未知
4.4
本文在直線主刃圓錐面刃磨原理的基礎上,分析了固定圓錐角實現各種結構參數鉆頭刃磨的可行性,分析了碟型砂輪內錐面刃磨的干涉條件,給出了碟型砂輪刃磨機的設計方法,同時給出了一個設計實例。通過實例明確了碟型砂輪刃磨機的局限性。
加工鑄鐵鑄鋼工件的高效正面銑刀 加工鑄鐵鑄鋼工件的高效正面銑刀
格式:pdf
大小:72KB
頁數:未知
4.6
日本住友電氣工業于2010年6月23日上市“sec—dnx”型、“sec—dnh”型、“sec—dnhs”型可高效加工鑄鐵及鑄鋼工件的刀頭更換式正面銑刀的刀體以及用于這些刀體的刀片。該產品適用于加工汽車及船舶的發動機部件、汽車的車底部件、機床及產業設備的基礎部分等形狀復雜的大尺寸部件。
CAD實現直溝槽成形銑刀不同前角前刃面刃形的轉換相關
文輯推薦
知識推薦
百科推薦


職位:消防設備技術員
擅長專業:土建 安裝 裝飾 市政 園林


