

C.1鋼筋閃光對焊檢驗批質量驗收記錄
格式:pdf
大小:23KB
頁數(shù):2P
人氣 :68
 4.4
4.4
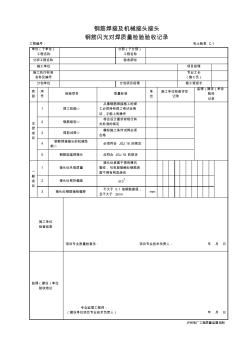
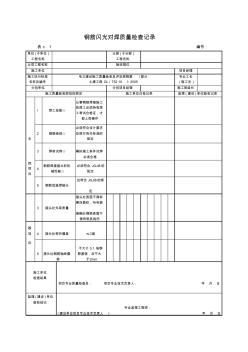
鋼筋閃光對焊檢驗批質量驗收記錄 表 C.1 編號: 單位(子單位) 工程名稱 分部(子分部) 工程名稱 分項工程名稱 驗收部位 施工單位 項目經(jīng)理 施工執(zhí)行標準 名稱及編號 電力建設施工質量驗收及評定規(guī)程第 1 部分土建工程 DL/T52lO.l -2005 專業(yè)工長 (施工員) 分包單位 分包項目經(jīng)理 施工班組長 施工質量驗收規(guī)范規(guī)定 施工單位自檢記錄 監(jiān)理(建設)單位驗收記錄 類別 序號 檢查項目 質量標準 主 控 項 目 1 焊工技能 從事鋼筋焊接施工的焊工必須持 有焊工考試合格證,才能上崗操 作 2 鋼筋級別 必須符合設計要求和現(xiàn)行有 關標準的規(guī)定 3 焊前試焊 模擬施工條件試焊必須合格 4 鋼筋焊接接頭的機 械性能 必須符合 JGJ 18 的規(guī)定




鋼筋閃光對焊接頭檢驗批質量驗收記錄
格式:pdf
大小:21KB
頁數(shù):1P
鋼筋閃光對焊接頭檢驗批質量驗收記錄 gb50204-2002編號: 單位(子單位)工程名稱宿松縣工業(yè)園區(qū)公租房西區(qū)3#樓 分部(子分部)工程名稱鋼筋驗收部位 施工單位宿松縣譽建建司項目經(jīng)理黃廣林 分包單位/分包項目經(jīng)理/ 施工執(zhí)行標準名稱及編號鋼筋焊接及驗收規(guī)程jgj18-2003 批號及批量 鋼筋牌號及直徑 (㎜) 質量驗收規(guī)程的規(guī)定施工單位檢查評定記錄 監(jiān)理(建設)單位 驗收記錄 主 控 項 目 1接頭試件拉伸試驗5.1.7條 2接頭試件彎曲試驗5.1.8條 質量驗收規(guī)程的規(guī)定 施工單位檢查評定記錄 監(jiān)理(建設)單位 驗收記錄 抽檢數(shù)合格數(shù)不合格 一 般 項 目 1接頭處不得有橫向裂紋5.3.2條 2 與電極接觸處的鋼筋表面 不得有明顯燒傷 5.3.2條 3接頭處的彎折角≯3°5.3.2條 4軸線偏移≯0.

表C.1鋼筋閃光對焊質量驗收記錄
格式:pdf
大小:26KB
頁數(shù):1P
鋼筋閃光對焊質量驗收記錄 表c.1工程編號: 單位工程名稱 分部(子分部) 工程名稱 分項工程名稱驗收部位 施工單位項目經(jīng)理 施工執(zhí)行標準 名稱及編號 專業(yè)工長 (施工員) 分包單位分包項目經(jīng)理施工班組長 質量驗收規(guī)范的規(guī)定施工單位自檢記錄監(jiān)理(建設)單位驗收記錄 主 控 項 目 1焊工技能 從事鋼筋焊接施工的焊工 必須持有焊工考試合格合 格證,才能上崗操作 2鋼筋級別 必須符合設計要求 及有關現(xiàn)行規(guī)范的 規(guī)定 3 焊條、焊劑的 品種、性能、 牌號 必須符合設計要求 和現(xiàn)行有關規(guī)范的 規(guī)定 4焊前試焊模擬施工條件試焊 必須合格 5 鋼筋焊接接頭 的機械性能 必須符合現(xiàn)行鋼筋 焊接規(guī)程的規(guī)定 6鋼筋低溫焊接頭 應符合鋼筋焊接規(guī) 程的
編輯推薦下載

C.1鋼筋閃光對焊檢驗批質量驗收記錄(20200811141351)
格式:pdf
大小:22KB
頁數(shù):1P
4.5
表c.1鋼筋閃光對焊檢驗批質量驗收記錄 編號: 單位(子單位) 工程名稱 分部(子分部) 工程名稱 分項工程名稱驗收部位 施工單位項目經(jīng)理 施工執(zhí)行標準 名稱及編號 q/gdw1183-2012變電(換流)站土建工程施工質量驗收規(guī)范 專業(yè)工長 (施工員) 分包單位分包項目經(jīng)理 類 別 序 號 檢查項目質量標準 單 位 施工單位自檢記錄 監(jiān)理(建設)單位 驗收記錄 主 控 項 目 1 焊工技能☆從事鋼筋焊接施工的焊工必須 持有焊工考試合格證,并應按 照合格證規(guī)定的范圍上崗操作 2 鋼筋級別☆必須符合設計要求及現(xiàn)行有關 標準的規(guī)定 3 焊前工藝試驗☆工程焊接開工前,參與該項工 程施焊的焊工必須進行現(xiàn)場條 件下的焊接工藝試驗,應經(jīng)試 驗合格,方準于焊接生產(chǎn) 4 鋼筋焊接接頭的 力學性能檢驗☆ 必須符合jgj18的規(guī)定 5鋼筋低溫焊接頭應符合jgj

C.1鋼筋閃光對焊質量檢查記錄
格式:pdf
大小:22KB
頁數(shù):1P
4.7
鋼筋閃光對焊質量檢查記錄 表c.1編號: 單位(子單位) 工程名稱 分部(子分部) 工程名稱 分項工程名稱驗收部位 施工單位項目經(jīng)理 施工執(zhí)行標準 名稱及編號 電力建設施工質量驗收及評定規(guī)程第1部分土建工程 dl/t52lo.l-2005 專業(yè)工長 (施工員) 分包單位分包項目經(jīng)理施工班組長 施工質量驗收規(guī)范的規(guī)定施工單位自檢記錄監(jiān)理(建設)單位驗收記錄 主 控 項 目 1焊工技能☆ 從事鋼筋焊接施工的焊工必須持有焊 工考試合格證,才能上崗操作 2鋼筋級別☆符合設計要求和現(xiàn)行有關標準規(guī)定 3焊前試焊☆模擬施工條件試焊必須合格 4 鋼筋焊接接頭的 機械性能☆ 必須符合jgj18的規(guī)定 5鋼筋低溫焊接頭應符合jgj18的規(guī)定 一 般 項 目 1
C1鋼筋閃光對焊檢驗批質量驗收記錄熱門文檔
鋼筋閃光對焊質量檢驗驗收記錄(表C.1)
格式:pdf
大小:21KB
頁數(shù):1P
4.6
鋼筋焊接及機械接頭接頭 鋼筋閃光對焊質量檢驗驗收記錄 工程編號:電土驗表c.1 單位(子單位) 工程名稱 分部(子分部) 工程名稱 分項工程名稱驗收部位 施工單位項目經(jīng)理 施工執(zhí)行標準 名稱及編號 專業(yè)工長 (施工員) 分包單位分包項目經(jīng)理施工班組長 類 別 序 號 檢驗項目質量標準 單 位 施工單位檢查評定 記錄 監(jiān)理(建設)單位 驗收 記錄 主 控 項 目 1焊工技能☆ 從事鋼筋焊接施工的焊 工必須持有焊工考試合格 證,才能上崗操作 2鋼筋級別☆ 符合設計要求和現(xiàn)行有 關標準的規(guī)定 3焊前試焊☆ 模擬施工條件試焊必須 合格 4鋼筋焊接接頭的機械性 能☆ 必須符合jgj18的規(guī)定 5鋼筋低溫焊接頭應符合jgj18的規(guī)定 一 般 項 目 1接頭處外觀質量 接頭處表面不得有橫向 裂紋,與電極接觸處鋼筋表 面不得有明顯燒傷 2接頭處彎折偏差≤3 0
鋼筋閃光對焊
格式:pdf
大小:13KB
頁數(shù):8P
4.8
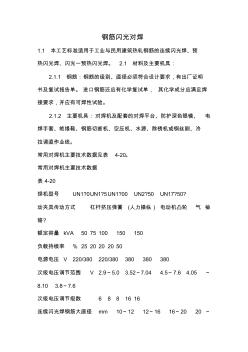
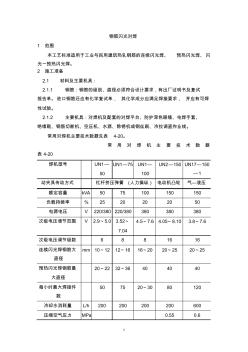
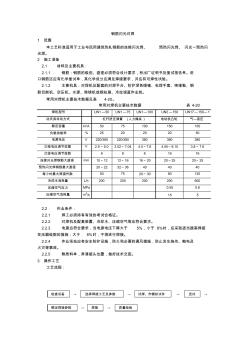
鋼筋閃光對焊 1.1本工藝標準適用于工業(yè)與民用建筑熱軋鋼筋的連續(xù)閃光焊、預 熱閃光焊、閃光一預熱閃光焊。2.1材料及主要機具: 2.1.1鋼筋:鋼筋的級別、直徑必須符合設計要求,有出廠證明 書及復試報告單。進口鋼筋還應有化學復試單,其化學成分應滿足焊 接要求,并應有可焊性試驗。 2.1.2主要機具:對焊機及配套的對焊平臺、防護深色眼鏡、電 焊手套、絕緣鞋、鋼筋切斷機、空壓機、水源、除銹機或鋼絲刷、冷 拉調直作業(yè)線。 常用對焊機主要技術數(shù)據(jù)見表4-20。 常用對焊機主要技術數(shù)據(jù) 表4-20 焊機型號un1?0un1?5un1?00un2?50un17?50? 動夾具傳動方式杠桿擠壓彈簧(人力操縱)電動機凸輪氣椧 貉? 額定容量kva5075100150150 負載持續(xù)率%2520202050 電源電壓v220/
鋼筋閃光對焊
格式:pdf
大小:58KB
頁數(shù):7P
4.5
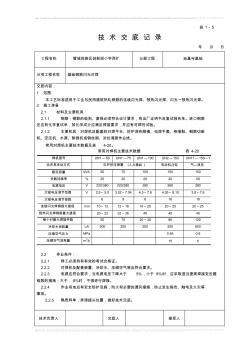
1 鋼筋閃光對焊 1范圍 本工藝標準適用于工業(yè)與民用建筑熱軋鋼筋的連續(xù)閃光焊、預熱閃光焊、閃 光一預熱閃光焊。 2施工準備 2.1材料及主要機具: 2.1.1鋼筋:鋼筋的級別、直徑必須符合設計要求,有出廠證明書及復試 報告單。進口鋼筋還應有化學復試單,其化學成分應滿足焊接要求,并應有可焊 性試驗。 2.1.2主要機具:對焊機及配套的對焊平臺、防護深色眼鏡、電焊手套、 絕緣鞋、鋼筋切斷機、空壓機、水源、除銹機或鋼絲刷、冷拉調直作業(yè)線。 常用對焊機主要技術數(shù)據(jù)見表4-20。 常用對焊機主要技術數(shù)據(jù) 表4-20 焊機型號un1— 50 un1—75un1— 100 un2—150un17—150 —1 動夾具傳動方式杠桿擠壓彈簧(人力操縱)電動機凸輪氣—液壓 額定容量kva50751001
TJ5.1.2.3_1鋼筋閃光對焊接頭檢驗批質量驗收記錄
格式:pdf
大小:26KB
頁數(shù):1P
4.3
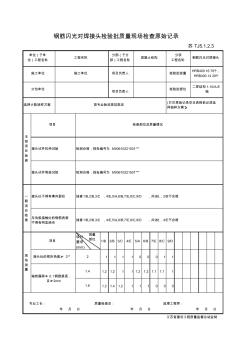
設計 要求 (mm) 測量 部位1/b2/b3/c4/e5/a6/b7/e8/c9/d 111100011 1.21.2111.21.21.11.11 1.21.41.2111000 鋼筋閃光對焊接頭檢驗批質量現(xiàn)場檢查原始記錄 蘇tj5.1.2.3 單位(子單 位)工程名稱 工程名稱 分部(子分 部)工程名稱 混凝土結構 分項 工程名稱 鋼筋閃光對焊接頭 檢驗批部位 二層結構1-10/a-e 軸 施工單位施工單位項目負責人檢驗批容量 hrb4001670個, hrb4001420個 分包單位 項目負責人 接頭處不得有橫向裂紋 與電極接觸處的鋼筋表面 不得有明顯燒傷 一 般 項 目 檢 查 抽查1/b,2/b,3/c,4/e,5/a,6/b,7/e,8/c,9/d,共9處,2/b不合格 抽查1/b,
001-表A1鋼筋閃光對焊接頭檢驗批質量驗收記錄
格式:pdf
大小:22KB
頁數(shù):1P
4.6
1 2 1 2 3 4 注:1一般項目各小項檢查評定不合格時,在小格內打×記號; 2本表由施工單位項目專業(yè)檢查員填寫,監(jiān)理工程師(建設單位項目專業(yè)技術負責人)組織項目 專業(yè)質量 檢查員等進行驗收。 監(jiān)理(建設)單位驗收結論監(jiān)理工程師(建設單位項目專業(yè)技術負責人): 年月日 施工單位檢查評定結果項目專業(yè)質量檢查 員:年月日 接頭處的彎折角度 ≯3° 5.3.2條 軸線偏移≯0.1鋼 筋直徑,且≯2mm5.3.2條 與電極接觸處的 鋼筋表面不得有明 顯燒傷 5.3.2條 一 般 項 目 質量驗收規(guī)程的規(guī)定 施工單位檢查評定記錄 監(jiān)理(建設)單位 驗收記錄 抽查數(shù)合格數(shù)不合格 接頭處不得有橫 向裂紋 5.3.2條 接頭試件彎曲試驗5.1.10條 項目經(jīng)理施工班組組長 主 控 項 目 質量驗收規(guī)程
C1鋼筋閃光對焊檢驗批質量驗收記錄精華文檔
C.1鋼筋閃光對焊
格式:pdf
大小:22KB
頁數(shù):1P
4.4
鋼筋閃光對焊檢驗批質量驗收記錄 表c.1編號: 單位(子單位) 工程名稱 分部(子分部) 工程名稱 分項工程名稱驗收部位 施工單位江蘇省電力建設第一工程公司項目經(jīng)理 施工執(zhí)行標準 名稱及編號 專業(yè)工長 (施工員) 分包單位/分包項目經(jīng)理/施工班組長 類 別 序 號 檢查項目質量標準 單 位 施工單位自檢記錄 監(jiān)理單位 驗收記錄 主 控 項 目 1焊工技能 從事鋼筋焊接施工的焊工必須持 有焊工考試合格證,才能上崗操作 2鋼筋級別 必須符合設計要求及現(xiàn)行有關標 準的規(guī)定 3焊前試焊模擬施工條件試焊必須合格 4 鋼筋焊接接頭的 機械性能 必須符合jgj18的規(guī)定 5鋼筋低溫焊接頭應符合jgj18的規(guī)定 一 般 項 目 1接頭處外觀質量 接頭處表面不得有橫向裂紋,與電 極接觸處鋼筋表面不得有明顯燒傷 2接頭處彎折偏差≤3° 3接頭處鋼筋軸線偏

表C.1鋼筋閃光對焊
格式:pdf
大小:65KB
頁數(shù):3P
4.7
鋼筋閃光對焊質量檢驗記錄 工程編號:檢驗部位: 類 別 序 號 檢查項目質量標準 單 位 施工單位自檢記錄 監(jiān)理(建設) 單位驗收記錄 主 控 項 目 1焊工技能☆ 從事鋼筋焊接施工的焊工必 須持有焊工考試合格證,才能 上崗操作 2鋼筋級別☆ 符合設計要求和現(xiàn)行有關標 準的規(guī)定 3焊前試焊☆模擬施工條件試焊必須合格 4 鋼筋焊接接頭 的機械性能☆ 必須符合jgj18的規(guī)定 5鋼筋低溫焊接頭應符合jgj18的規(guī)定 一 般 項 目 1接頭處外觀質量 接頭處表面不得有橫向裂紋,與 電極接觸處鋼筋表面不得有明 顯燒傷 2接頭處彎折偏差≤3° 3 接頭處鋼筋 軸線位移 不大于0.1倍鋼筋直徑,且不大 于2mm 施工單位 檢查結果 項目專業(yè)質量檢查員:項目專業(yè)技術負責人:年月日 監(jiān)理(建設)單位 驗收結論 專業(yè)監(jiān)理工程師: (建設單位項目專業(yè)技術負責人
控制鋼筋閃光對焊質量qc成果
格式:pdf
大小:966KB
頁數(shù):11P
4.7
中鐵16局集團四公司第25次 (2008年度)qc小組成果 發(fā)表會材料 開展qc活動 控制鋼筋閃光對焊質量 單位:中鐵十六局集團四公司 小組名稱:六沾復線w3標工程指揮部一工區(qū)qc小組 發(fā)表人:王占東 發(fā)表日期:二○○八年十一月十二日 -1- 中鐵十六局集團第25次(2008年度)qc小組成果發(fā)表會材料 開展qc活動 控制鋼筋閃光對焊質量 一、工程概況 貴昆鐵路六盤水至沾益段新建二線線路全長247.633km,設計時速160km/h,鐵路等級ⅰ級。 w3標段東起天生橋雙線特大橋,西止三聯(lián)隧道。正線長度12828.08m。其中天生橋雙線特大橋是全 線最高、跨度最大的橋梁,最高橋墩78m,主跨采用68+2×128+72現(xiàn)澆連續(xù)梁,施工難度大,質量 標準高。該橋主筋焊接大量采用閃光對焊技術,因此控制好閃光對焊質量尤為重要。
控制鋼筋閃光對焊質量qc成果
格式:pdf
大小:1.2MB
頁數(shù):9P
4.3
1 控制鋼筋閃光對焊質量 四川省****建設工程有限公司****項目部qc小組 一、工程簡介 成都****工程位于成都溫江區(qū),毗臨中國**博覽會,為****規(guī)劃設計研究院及****房地產(chǎn)開發(fā)公司聯(lián) 合投資興建的商品住宅樓群,建筑面積約十六萬平方米,均為框剪結構,由八幢十八至二十六層住宅樓組 成,分二期開發(fā),一期于二00七年一月三十開工,現(xiàn)主體已全部竣工。該工程主筋焊接大量采用閃光對 焊技術。是公司重點項目之一。 二、小組簡介 小組名稱 四川省****建設工程有 限公司****項目部qc小 組 成立日期2007年5月18日 注冊號****qc〔2007〕002課題登記2007年6月18日 小組組長成果編制人**** qc小組類型現(xiàn)場型qc小組記錄員**** 小 組 成 員 姓名職務姓名職務姓

y鋼筋閃光對焊質量檢查記錄
格式:pdf
大小:165KB
頁數(shù):11P
4.4
鋼筋閃光對焊質量檢查記錄 表c.1編號: 單位(子單位) 工程名稱 分部(子分部) 工程名稱 分項工程名稱驗收部位 施工單位項目經(jīng)理 施工執(zhí)行標準 名稱及編號 電力建設施工質量驗收及評定規(guī)程第l部分 土建工程dl/t5210.卜2005 專業(yè)工長 (施工員) 分包單位分包項目經(jīng)理施工班組長 施工質量驗收規(guī)范的規(guī)定施工單位白檢記錄監(jiān)理(建設)單位驗收記錄 l焊工技能☆ 從事鋼筋焊接施工 的焊工必須持有焊 工考試合格證,才 能上崗操作 主 2鋼筋級別☆ 必須符合設計要求 及現(xiàn)行有關標準的 規(guī)定 控 項 目 3焊前試焊☆模擬施工條件試焊 必須合格 4 鋼筋焊接接頭的機 械性能☆ 必須符合jgjl8的 規(guī)定 5
C1鋼筋閃光對焊檢驗批質量驗收記錄最新文檔
y鋼筋閃光對焊質量檢查記錄
格式:pdf
大小:161KB
頁數(shù):11P
4.8
鋼筋閃光對焊質量檢查記錄 表c.1編號: 單位(子單位) 工程名稱 分部(子分部) 工程名稱 分項工程名稱驗收部位 施工單位項目經(jīng)理 施工執(zhí)行標準 名稱及編號 電力建設施工質量驗收及評定規(guī)程第l部分 土建工程dl/t5210.卜2005 專業(yè)工長 (施工員) 分包單位分包項目經(jīng)理施工班組長 施工質量驗收規(guī)范的規(guī)定施工單位白檢記錄監(jiān)理(建設)單位驗收記錄 l焊工技能☆ 從事鋼筋焊接施工 的焊工必須持有焊 工考試合格證,才 能上崗操作 主 2鋼筋級別☆ 必須符合設計要求 及現(xiàn)行有關標準的 規(guī)定 控 項 目 3焊前試焊☆模擬施工條件試焊 必須合格 4 鋼筋焊接接頭的機 械性能☆ 必須符合jgjl8的 規(guī)定 5
014鋼筋閃光對焊
格式:pdf
大小:42KB
頁數(shù):5P
4.5
鋼筋閃光對焊 1范圍 本工藝標準適用于工業(yè)與民用建筑熱軋鋼筋的連續(xù)閃光焊、預熱閃光焊、閃光一預熱閃 光焊。 2施工準備 2.1材料及主要機具: 2.1.1鋼筋:鋼筋的級別、直徑必須符合設計要求,有出廠證明書及復試報告單。進 口鋼筋還應有化學復試單,其化學成分應滿足焊接要求,并應有可焊性試驗。 2.1.2主要機具:對焊機及配套的對焊平臺、防護深色眼鏡、電焊手套、絕緣鞋、鋼 筋切斷機、空壓機、水源、除銹機或鋼絲刷、冷拉調直作業(yè)線。 常用對焊機主要技術數(shù)據(jù)見表4-20。 常用對焊機主要技術數(shù)據(jù)表4-20 焊機型號un1—50un1—75un1—100un2—150un17—150—1 動夾具傳動方式杠桿擠壓彈簧(人力操縱)電動機凸輪氣—液壓 額定容量kva5075100150150 負載持續(xù)率%252
鋼筋閃光對焊技術交底記錄1
格式:pdf
大小:64KB
頁數(shù):5P
4.7
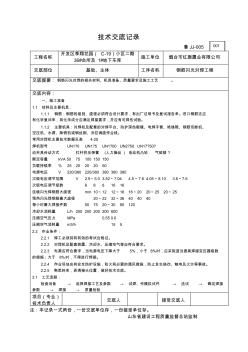
技術交底記錄 魯jj-005 工程名稱 開發(fā)區(qū)季翔花園(c-19)小區(qū)二期 36#會所及1#地下車庫施工單位煙臺市紅旗置業(yè)有限公司 交底部位基礎、主體工序名稱鋼筋閃光對焊工程 交底提要:鋼筋閃光對焊的相關材料、機具準備、質量要求及施工工藝。 交底內容: 一、施工準備 1.1材料及主要機具: 1.1.1鋼筋:鋼筋的級別、直徑必須符合設計要求,有出廠證明書及復試報告單。進口鋼筋還應 有化學復試單,其化學成分應滿足焊接要求,并應有可焊性試驗。 1.1.2主要機具:對焊機及配套的對焊平臺、防護深色眼鏡、電焊手套、絕緣鞋、鋼筋切斷機、 空壓機、水源、除銹機或鋼絲刷、冷拉調直作業(yè)線。 常用對焊機主要技術數(shù)據(jù)見表4-20 焊機型號un1?0un1?5un1?00un2?50un17?50? 動夾具傳動方式杠桿擠壓彈簧(人力操縱)電動機凸輪氣椧貉?
6基礎鋼筋閃光對焊
格式:pdf
大小:109KB
頁數(shù):6P
4.7
yuan,anincreaseof17.5%;localgovernmentgeneralbudgetrevenueof500millionyuan,...painting,modelculturecreatesnewmachurchcommunity,creatinglakescenicspotcultureeducationbase,receivedhighevaluationfromprovincialandmunicipaldisciplineinspectioncommission,thepeople'sdailyspecialreport.constantlypromoteindependentcommissionagainstcor
鋼筋閃光對焊原理和要求
格式:pdf
大小:8KB
頁數(shù):3P
4.7
閃光對焊原理和要求 閃光對焊焊接過程的本質就是通過適當?shù)奈锢?化學過程,使兩個分離表面的金 屬連為一體,達到焊接目的。焊接裝配面為對接接頭,接通電源并使其斷面逐漸 移近達到局部接觸,利用電阻加熱這些接觸點(產(chǎn)生閃光)使其斷面金屬融化, 直到端面部位在一定深度范圍內達到預定溫度時,迅速施加頂鍛力完成焊接的方 法,包括連續(xù)閃光對焊與預熱閃光對焊。 一、對焊過程分析 連續(xù)閃光對焊焊接循環(huán)由閃光、頂鍛、保持、休止等程序組成。閃光、頂鍛二個 連續(xù)階段組成連續(xù)閃光對焊接頭形成過程。而保持、休止等程序則是對焊操作過 程中所必須的。預熱閃光對焊則對其焊接循環(huán)中(閃光之前)設有預熱階段。 閃光的形成實質:接通電源并使兩焊件端面輕微接觸。對口間將形成許多具有很 小電阻的小觸點,在很大電流密度的加熱下,瞬間融化而形成連接對口兩端的液 體過梁。同時在液體表面張力徑向電磁壓縮效應力,電磁斥力,電磁引力作用下,
鋼筋閃光對焊技術交底記錄
格式:pdf
大小:96KB
頁數(shù):9P
4.3
技術交底記錄 編號: 工程名稱廣電中心施工部位鋼筋閃光對焊焊接技術 施工圖號施工班組日期2002-05-14 為改善結構受力性能,減輕勞動強度,提高工效和質量,加快施工進度, 節(jié)約鋼材,降低成本,用于本工程梁、板(墻)的所有鋼筋均可采用閃光對 焊焊接,特對鋼筋班組及焊工人員的要求如下: 一、材料要求 本工程的鋼筋必須具有出廠合格證,復試合格后才能進行施工或焊接, 原則上用于本工程的ⅱ級鋼材采用閃光對焊連接技術,若進行其它類型的鋼 筋焊接,需提前向項目部申請。 二、主要機具設備 依據(jù)現(xiàn)場施工條件,本工程采用uni-100型號的對焊機。具體操作方法 或注意事項可參考產(chǎn)品使用說明書。 三、作業(yè)條件 1、對焊機檢修完好,對焊機容量、電壓等符合要求并符合安全規(guī)定。 2、電源已具備,電流、電壓符合對焊要求。 3、鋼筋焊接部位經(jīng)處理,表面平整、清潔,無油物、雜質等。

鋼筋閃光對焊技術交底記錄
格式:pdf
大小:20KB
頁數(shù):2P
4.5
技術交底記錄 年月日第1頁共2頁 工地名稱高淳縣高級中學單位工程名稱擴建工程高中樓門廳分部項名稱鋼筋閃光對焊 設計要求:直筋大于等于22的鋼筋應采用焊接接頭。 一、施工準備和作業(yè)條件: 1、鋼材:各種鋼材必須有合格證和復驗合格報告。 2、對焊機:性能符合要求,安裝穩(wěn)固,水、電接通正常,棚房搭改完。 3、鋼筋翻樣已完并已經(jīng)技術核定。 4、下料已定,表面的油污和銹已處理,端部的扭曲,變形,彎折已矯正或切除。 5、各種規(guī)格鋼筋的試焊,經(jīng)檢驗合格。 6、作業(yè)人員有上崗證。 二、施工操作: 1、焊接時應調整好焊機的電壓,電壓降達8%時,應停止工作。 2、將要對焊的鋼筋,順直的放在工作臺上,并大致順直,裝入焊機鉗口內。 3、燒化留量,預熱留量及切口時刀口的壓傷部分留量之和宜控制在15—20mm之間。 4、夾緊鋼筋時,應使兩根鋼筋的端口凸出部分相接觸,以利均勻加
表C.1鋼筋閃光對焊質量檢查記錄
格式:pdf
大小:22KB
頁數(shù):1P
4.4
鋼筋閃光對焊質量檢查記錄 表c.1編號: 單位(子單位) 工程名稱 分部(子分部) 工程名稱 分項工程名稱驗收部位 施工單位項目理理 施工執(zhí)行標準 名稱及編號 電力建設施工質量驗收及評定規(guī)程第1部分 土建工程dl/t5210.1-2005 專業(yè)工長 (施工員) 分包單位分包項目經(jīng)理施工班組長 施工質量驗收規(guī)范的規(guī)定施工單位自檢記錄監(jiān)理(建設)單位驗收記錄 主 控 項 目 1焊工技能☆ 從事鋼筋焊接施工 的焊工必須持有焊 工考試合格證,才 能上崗操作 2鋼筋級別☆ 必須符合設計要求 及現(xiàn)行有關標準的 規(guī)定 3焊前試焊☆ 模擬施工條件試焊 必須合格 4 鋼筋焊接接頭的機 械性能☆ 必須符合jgjl8的 規(guī)定 5鋼筋低溫焊接頭 應符合jgjl8的規(guī) 定

.鋼筋閃光對焊工藝標準完成
格式:pdf
大小:62KB
頁數(shù):4P
4.5
工程名稱 中國人民解放軍第91中心醫(yī) 院綜合樓二期 交底部位地下室 工程編號日期2011-10-27 交底內容: 鋼筋閃光對焊工藝標準 1、材料要求 鋼筋的級別、直徑必須符合設計要求,有出廠證明書及復試報告單。 2、主要機具:對焊機具及配套的對焊平臺、防護深色眼鏡、電焊手套、絕緣鞋、鋼筋切斷機、 冷拉調直作業(yè)線。 常用對焊機主要技術數(shù)據(jù)見表4—20。 常用對焊機主要技術數(shù)據(jù)表4—20 焊機型號un1—50un1—75un1—100un2—150un17—150—1 動夾具傳動方 式 杠桿擠壓彈簧(人力操縱)電動機凸輪氣一液壓 額定容量kva5075100150150 負載持續(xù)率%2520202050 電源電壓v220/380220/380380380380 次級電壓調節(jié) 范圍 v2.9—5.03.52—7.0
最新編制鋼筋閃光對焊
格式:pdf
大小:58KB
頁數(shù):9P
4.7
鋼筋閃光對焊 1范圍 本工藝標準適用于工業(yè)與民用建筑熱軋鋼筋的連續(xù)閃光焊、預熱 閃光焊、閃光一預熱閃光焊。 2施工準備 2.1材料及主要機具: 2.1.1鋼筋:鋼筋的級別、直徑必須符合設計要求,有出廠證明 書及復試報告單。進口鋼筋還應有化學復試單,其化學成分應滿足焊 接要求,并應有可焊性試驗。 2.1.2主要機具:對焊機及配套的對焊平臺、防護深色眼鏡、電 焊手套、絕緣鞋、鋼筋切斷機、空壓機、水源、除銹機或鋼絲刷、冷 拉調直作業(yè)線。 常用對焊機主要技術數(shù)據(jù)見表4-20。 常用對焊機主要技術數(shù)據(jù)表4-20 焊機型號un1—50un1—75un1—100un2—150un17—150—1 動夾具傳動方式杠桿擠壓彈簧(人力操縱)電動機凸輪氣—液壓 額定容量kva5075100150150 負載持續(xù)率%2520202050 電源電壓
C1鋼筋閃光對焊檢驗批質量驗收記錄相關
文輯推薦
知識推薦
百科推薦

職位:城更規(guī)劃師
擅長專業(yè):土建 安裝 裝飾 市政 園林


