

AZ31鎂合金活性TIG焊接頭分析
格式:pdf
大小:1.3MB
頁數(shù):6P
人氣 :83
 4.6
4.6
針對(duì)AZ31鎂合金材料,研究了在A-TIG焊中單一成分的活性劑對(duì)焊縫成形的影響。試驗(yàn)結(jié)果表明,與無活性劑的焊縫相比,活性劑TiO2、S iO2、Cr2O3、CdC l2和CaC l2能夠有效地增加鎂合金焊縫的熔深和深寬比。鎂合金涂敷活性劑CdC l2后焊縫接頭的微觀組織與未涂敷時(shí)焊縫接頭的微觀組織沒有明顯區(qū)別,只是前者熱影響區(qū)稍寬。未涂敷活性劑和涂敷CdC l2的試樣硬度值分布相差不大。在AZ31鎂合金的焊接中,活性劑CdC l2的作用效果最好。




編輯推薦下載
 焊接電流對(duì)AZ31鎂合金接頭的影響
焊接電流對(duì)AZ31鎂合金接頭的影響 焊接電流對(duì)AZ31鎂合金接頭的影響
格式:pdf
大小:1.4MB
頁數(shù):5P
4.7
為了研究az31鎂合金的焊接性,對(duì)az31鎂合金板進(jìn)行交流鎢極氬弧(tig)焊.試驗(yàn)采用x-射線衍射儀、掃描電子顯微鏡、光學(xué)金相顯微鏡對(duì)試樣的焊縫顯微組織進(jìn)行分析,并對(duì)不同焊接電流下的試樣進(jìn)行抗拉強(qiáng)度和硬度測(cè)試.研究發(fā)現(xiàn):隨焊接電流的增加,焊縫成形變差,晶粒逐漸粗化,同時(shí)易產(chǎn)生氣孔和裂紋等缺陷,使接頭性能降低;焊縫區(qū)由基體α-mg和附集于晶界的β-al12mg17兩相組成.結(jié)果表明:焊接電流對(duì)az31鎂合金接頭的熔池形狀及焊接質(zhì)量有顯著的影響.
鎂合金活性TIG焊焊接接頭組織特征分析 鎂合金活性TIG焊焊接接頭組織特征分析
格式:pdf
大小:686KB
頁數(shù):5P
4.6
對(duì)活性化焊接(a-tig)方法在鎂合金焊接中的應(yīng)用進(jìn)行了初步的探討。選取tio2作為活性劑,研究了單一活性劑tio2對(duì)鎂合金焊接后微觀組織的影響。試驗(yàn)結(jié)果表明,涂敷單一活性劑tio2可以使焊縫熔深比常規(guī)的tig焊增加2倍。與未涂敷活性劑的焊縫相比,涂敷tio2活性劑可以增大焊接的熔深,減小熔寬。
AZ31鎂合金活性TIG焊接頭分析熱門文檔
 AZ31B鎂合金熔焊接頭彎曲變形行為研究
AZ31B鎂合金熔焊接頭彎曲變形行為研究 AZ31B鎂合金熔焊接頭彎曲變形行為研究
格式:pdf
大小:512KB
頁數(shù):3P
4.8
采用與母材同質(zhì)的焊絲對(duì)az31b鎂合金板材進(jìn)行手工鎢極氬弧焊,利用專門設(shè)計(jì)的模具對(duì)鎂合金熔焊接頭進(jìn)行423k彎曲變形試驗(yàn),通過光學(xué)顯微鏡、掃描電鏡及拉伸試驗(yàn)機(jī)等手段,研究了彎曲前、后的az31b鎂合金熔焊接頭的微觀組織及力學(xué)性能。結(jié)果表明:az31b鎂合金熔焊接頭經(jīng)423k彎曲變形后,焊縫區(qū)和熱影響區(qū)都出現(xiàn)了一定的孿晶,接頭熱影響區(qū)鑄態(tài)枝晶組織轉(zhuǎn)變?yōu)榧?xì)小的孿晶組織,孿生成為接頭主要的變形機(jī)制;焊縫近表面處孿晶密度比中部密度大,焊縫及熱影響區(qū)晶粒明顯得到細(xì)化;接頭抗拉強(qiáng)度由原先的178mpa增加至216mpa,伸長(zhǎng)率由7%提高到9%。
鎂合金AZ31B釬焊接頭的釬縫物相及力學(xué)性能 鎂合金AZ31B釬焊接頭的釬縫物相及力學(xué)性能
格式:pdf
大小:822KB
頁數(shù):4P
4.8
以al基釬料對(duì)變形鎂合金az31b進(jìn)行了高頻感應(yīng)釬焊,研究了變形鎂合金az31b釬焊接頭的釬縫物相和力學(xué)性能。采用掃描電鏡、x射線衍射儀、x射線能譜分析儀等分析了接頭的界面組織及釬縫生成相,測(cè)試了接頭的抗拉強(qiáng)度及界面生成相的顯微硬度。結(jié)果表明:釬縫中釬料與母材發(fā)生界面反應(yīng)生成α-mg,-βmg17(al,zn)12相。釬焊搭接接頭平均剪切強(qiáng)度為27mpa,對(duì)接接頭平均抗拉強(qiáng)度為42mpa。對(duì)接接頭斷口的主要斷裂形式為沿晶脆性斷裂,斷裂主要產(chǎn)生在-βmg17(al,zn)12硬脆相處。
鎂合金活性TIG焊與TIG焊的接頭組織與性能分析 鎂合金活性TIG焊與TIG焊的接頭組織與性能分析
格式:pdf
大小:692KB
頁數(shù):4P
4.3
采用tig焊和活性tig焊(a-tig)方法對(duì)10mm厚的az31鎂合金進(jìn)行焊接。使用光學(xué)顯微鏡、掃描電鏡等分析兩種焊接方法焊接的接頭外觀形貌、顯微組織等。試驗(yàn)結(jié)果表明:兩種方法都能獲得成形美觀的焊縫,但采用活性劑可以獲得更好的熔透效果;這兩種方法獲得的接頭晶粒尺寸為焊縫區(qū)最大、母材區(qū)最小,并且打底焊與封面焊的組織形貌不完全相同;當(dāng)采用tig焊時(shí),析出相主要在晶界上,而采用a-tig焊時(shí),在晶界與晶粒上都存在析出相;兩種方法得到的焊接接頭硬度都是焊縫區(qū)硬度最高,熱影響區(qū)最低;兩種方法得到的焊接接頭強(qiáng)度基本一致,斷裂部位在焊縫處。

規(guī)范參數(shù)對(duì)AZ31B鎂合金點(diǎn)焊接頭組織和性能的影響
格式:pdf
大小:2.5MB
頁數(shù):4P
4.8
規(guī)范參數(shù)對(duì)AZ31B鎂合金點(diǎn)焊接頭組織和性能的影響
AZ31鎂合金活性TIG焊接頭分析精華文檔
異種鎂合金AZ31與NZ30K激光焊接接頭分析 異種鎂合金AZ31與NZ30K激光焊接接頭分析
格式:pdf
大小:2.7MB
頁數(shù):6P
4.7
為研究nz30k稀土鎂合金和az31鎂合金的異種材料激光焊接,對(duì)采用co2激光焊成的az31與nz30k異種對(duì)接焊接頭組織和性能進(jìn)行了分析。在激光功率為4~5kw,焊接速度為4m/min時(shí)獲得了成形良好的異種鎂合金焊接接頭。對(duì)獲得的焊接接頭進(jìn)行了接頭組織分析、焊縫區(qū)合金元素分布及析出相的分析及接頭硬度和拉伸性能的測(cè)量。金相觀察發(fā)現(xiàn),異種鎂合金激光焊縫是兩種母材的熔合,在宏觀上兩種母材成分未完全混合在一起,且相應(yīng)成分的組織區(qū)域呈波浪狀?yuàn)A雜態(tài)。x射線衍射(xrd)檢測(cè)顯示焊縫中存在α-mg、mg17al12及mg12nd等相組織。掃描電鏡(sem)觀察進(jìn)一步顯示了焊縫區(qū)存在著不同化學(xué)成分區(qū)域,焊縫晶粒顯著細(xì)化。接頭元素分布情況表明焊縫合金元素的分布由一側(cè)熔合線至另一側(cè)熔合線存在明顯的濃度梯度。焊縫硬度不低于母材硬度;接頭抗拉強(qiáng)度為169mpa,低于兩種母材的抗拉強(qiáng)度。
AZ31B鎂合金焊接接頭疲勞性能改善方法研究
格式:pdf
大小:5.1MB
頁數(shù):70P
4.5
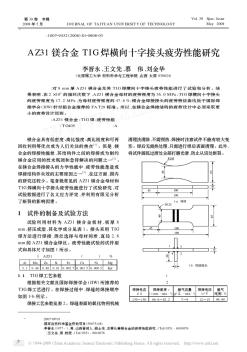
太原理工大學(xué) 碩士學(xué)位論文 az31b鎂合金焊接接頭疲勞性能改善方法研究 姓名:張?zhí)m 申請(qǐng)學(xué)位級(jí)別:碩士 專業(yè):材料加工工程 指導(dǎo)教師:王文先 20100501 太原理工大學(xué)碩士研究生學(xué)位論文 i az31b鎂合金焊接接頭疲勞性能改善方法研究 摘要 鎂合金具有輕質(zhì)高強(qiáng),資源豐富,易于回收等一系列優(yōu)點(diǎn),被譽(yù)為“21 世紀(jì)綠色金屬結(jié)構(gòu)材料”。發(fā)展復(fù)雜的大型鎂合金結(jié)構(gòu),焊接技術(shù)是最為重 要、快捷的加工方法之一,也是突破鎂合金廣泛應(yīng)用瓶頸的重要手段。然 而,統(tǒng)計(jì)資料表明,70%~90%的焊接結(jié)構(gòu)失效是由于焊接接頭的疲勞斷裂 造成。因此,研究鎂合金焊接接頭的疲勞性能及改善方法具有重要的理論 意義和實(shí)際價(jià)值。 本文對(duì)az31b鎂合金對(duì)接和十字兩種接頭型式的焊接試件的疲勞性能 進(jìn)行了研究。az31b鎂合金對(duì)接接頭的試驗(yàn)中值s-n曲線為 lgn=
AZ31鎂合金擠壓棒退火組織和織構(gòu)的演變 AZ31鎂合金擠壓棒退火組織和織構(gòu)的演變
格式:pdf
大小:758KB
頁數(shù):5P
4.6
試驗(yàn)研究了退火溫度對(duì)az31鎂合金擠壓棒組織和織構(gòu)的影響。結(jié)果表明:鑄態(tài)鎂合金擠壓后,初始強(qiáng)點(diǎn)織構(gòu)向(80°,90°,0°)面聚集,主要織構(gòu)組分強(qiáng)度提高。對(duì)熱擠壓后的az31鎂合金進(jìn)行退火,可以細(xì)化晶粒,使組織均勻,300℃退火時(shí)平均晶粒尺寸5μm為最小;隨著退火溫度的升高,形變織構(gòu)(80°,90°,0°)逐漸減弱,再結(jié)晶織構(gòu)(0°,90°,0°)和(90°,55°,0°)逐漸增強(qiáng),300℃退火之后二者均被弱化,400℃退火之后取向分布漫散度增大。
熱軋AZ31鎂合金薄板的室溫成形性 熱軋AZ31鎂合金薄板的室溫成形性
格式:pdf
大小:10.2MB
頁數(shù):7P
4.5
針對(duì)az31鎂合金板材室溫沖壓成形較差的特點(diǎn),采用不同軋制溫度獲得鎂合金板材,使用半球形凸模脹形,繪制鎂合金室溫成形極限圖并分析軋制溫度對(duì)鎂合金板材組織和室溫成形能力的影響.發(fā)現(xiàn)az31鎂合金板材的成形性能不僅與晶粒尺寸有關(guān),還與晶粒取向有關(guān).基面織構(gòu)的減弱可明顯提高板材的脹形性能,在基面織構(gòu)強(qiáng)度相似的情況下,晶粒尺寸對(duì)板材的成形性能起決定性影響.
AZ31鎂合金磁控濺射鍍鋁膜的性能研究 AZ31鎂合金磁控濺射鍍鋁膜的性能研究
格式:pdf
大小:303KB
頁數(shù):3P
4.6
采用超真空磁控濺射鍍膜設(shè)備在az31鎂合金表面進(jìn)行了鋁保護(hù)膜的鍍覆,利用輝光放電光譜分析和納米壓痕/劃痕試驗(yàn)技術(shù),研究了鍍層的成分和顯微力學(xué)性能隨薄膜深度的分布。結(jié)果表明,鋁鍍層在鎂合金基體表面形成,鍍層和基體之間存在混融的過渡層,鋁鍍層的表面硬度、彈性模量等高于鎂合金基體的,并隨深度增加而遞減,膜層與基體結(jié)合良好并表現(xiàn)出一定塑性,鍍鋁膜有利于鎂合金表面防護(hù)層的形成。
AZ31鎂合金活性TIG焊接頭分析最新文檔
AZ31鎂合金鑄軋板熱變形過程的空洞演化 AZ31鎂合金鑄軋板熱變形過程的空洞演化
格式:pdf
大小:925KB
頁數(shù):6P
4.8
分析了az31鎂合金鑄軋板在200~400℃、4×10-4s-1變形條件下的空洞形核和長(zhǎng)大機(jī)制。采用原位拉伸試驗(yàn)觀察空洞形核位置和長(zhǎng)大過程。通過電子背散射衍射技術(shù)觀察了不同變形條件下az31鎂合金鑄軋板的晶界取向差。在低溫變形條件下,空洞尺寸較小,呈圓形;在高溫變形條件下,空洞在變形過程中被拉長(zhǎng),其尺寸較大。空洞首先在晶界或三叉晶界處形核之后長(zhǎng)大。az31鎂合金鑄軋板中大角晶界相對(duì)分?jǐn)?shù)大于80%。尺寸小于2μm的空洞呈球形,其長(zhǎng)大機(jī)制為擴(kuò)散控制長(zhǎng)大機(jī)制。大尺寸空洞在變形過程中發(fā)生聚合,其長(zhǎng)大機(jī)制受塑性和超塑性擴(kuò)散機(jī)制控制。
Al基釬料釬焊鎂合金AZ31B接頭的顯微組織及力學(xué)性能 Al基釬料釬焊鎂合金AZ31B接頭的顯微組織及力學(xué)性能
格式:pdf
大小:849KB
頁數(shù):5P
4.4
為了連接變形鎂合金az31b,以al基釬料對(duì)變形鎂合金az31b進(jìn)行高頻感應(yīng)釬焊。采用掃描電鏡、x射線衍射儀、x射線能譜等分析釬焊接頭的顯微組織及釬縫物相,測(cè)試釬焊接頭的力學(xué)性能及顯微硬度。結(jié)果表明:在釬焊過程中熔融的al基釬料與固態(tài)的az31b母材發(fā)生強(qiáng)烈的合金化作用,原始釬料中均一的mg32(al,zn)49相在釬焊后完全消失,同時(shí)在釬縫中生成α-mg、β-mg17(al,zn)12相。釬焊搭接接頭的平均抗剪強(qiáng)度達(dá)到44mpa,對(duì)接接頭的平均抗拉強(qiáng)度達(dá)到71mpa。接頭的斷裂形式為沿晶脆性斷裂,斷裂產(chǎn)生在β-mg17(al,zn)12硬脆相處。
AZ31鎂合金鎢極交流氬弧焊焊縫氣孔的研究
格式:pdf
大小:886KB
頁數(shù):4P
3
az31鎂合金鎢極交流氬弧焊焊縫氣孔的研究——采用金相顯微鏡和掃描電鏡對(duì)az31鎂合金薄板在鎢極交流氬弧焊時(shí)產(chǎn)生的氣孔進(jìn)行了研究,分析了氣孔的形成原因,并提出了焊縫氣孔的防止措施。試驗(yàn)結(jié)果表明:焊前徹底清除母材坡口、表面和焊絲表面的油污及氧化膜,采用...
鎂合金縫焊焊接接頭組織及斷口分析 鎂合金縫焊焊接接頭組織及斷口分析
格式:pdf
大小:1.0MB
頁數(shù):3P
4.6
采用德國(guó)進(jìn)口3gnp400st交流縫焊機(jī)對(duì)鎂合金az31b進(jìn)行焊接試驗(yàn),分析了不同焊接電流下熔核區(qū)和熱影響區(qū)微觀組織變化情況,得出鎂合金縫焊焊接接頭組織變化的一般規(guī)律及性能變化情況;觀察和分析了母材和焊接接頭的斷口形貌。
AZ31鎂合金薄板的交流鎢極氬弧焊
格式:pdf
大小:257KB
頁數(shù):4P
3
az31鎂合金薄板的交流鎢極氬弧焊——探討了氬弧焊工藝參數(shù)對(duì)鎂合金焊接接頭質(zhì)量的影響,采用金相顯微鏡,對(duì)az31鎂合金薄板tig焊接接頭進(jìn)行了微觀組織觀察、用x一射線衍射儀等分析測(cè)試手段對(duì)相組成和力學(xué)性能進(jìn)行了分析,結(jié)果發(fā)現(xiàn):焊接電流為40a和45a時(shí),焊接...
鎂合金交流和直流點(diǎn)焊接頭組織分析 鎂合金交流和直流點(diǎn)焊接頭組織分析
格式:pdf
大小:404KB
頁數(shù):5P
4.5
采用交流和直流兩種方法對(duì)az31b鎂合金進(jìn)行了電阻點(diǎn)焊,分析了接頭的組織形態(tài)。結(jié)果顯示,焊點(diǎn)熔核中心為細(xì)小的等軸晶,結(jié)晶后的組織為非平衡凝固產(chǎn)生的遠(yuǎn)離平衡態(tài)的組織,在先共晶α-mg相上析出β-mg17al12離異共晶體;直流點(diǎn)焊中加大電極壓力使得焊點(diǎn)熱影響區(qū)組織形態(tài)由等軸晶轉(zhuǎn)換為樹枝晶;交流點(diǎn)焊規(guī)范的改變不引起焊點(diǎn)組織形態(tài)的變化,只是影響析出相的數(shù)量
活性元素鎂對(duì)鋁合金真空釬焊接頭性能的影響 活性元素鎂對(duì)鋁合金真空釬焊接頭性能的影響
格式:pdf
大小:798KB
頁數(shù):5P
4.6
采用真空釬焊方法對(duì)3a21鋁合金進(jìn)行了試驗(yàn),針對(duì)固態(tài)高純鎂在真空下加熱揮發(fā)的特性,試驗(yàn)研究了爐膛中放置不同質(zhì)量的活性元素鎂對(duì)鋁合金真空釬焊接頭性能的影響。采用材料萬能試驗(yàn)機(jī)和金相顯微鏡獲得并分析了接頭力學(xué)性能和顯微組織。結(jié)果表明,比較爐膛內(nèi)放置三種不同質(zhì)量鎂的釬縫抗剪強(qiáng)度,當(dāng)單位體積鎂質(zhì)量達(dá)到235g/m3時(shí)其強(qiáng)度最高,達(dá)到78mpa;金相組織顯示,真空釬焊接頭中主要強(qiáng)化相為mg2si,單位體積鎂質(zhì)量達(dá)到235g/m3時(shí)釬縫區(qū)寬度最小,約0.06mm;通過獲取不同產(chǎn)品在325℃以上的停留時(shí)間,可定量掌握爐膛預(yù)置固態(tài)鎂質(zhì)量。
AZ31鎂合金流變成形制品裂紋的形成原因 AZ31鎂合金流變成形制品裂紋的形成原因
格式:pdf
大小:304KB
頁數(shù):未知
4.6
鎂合金的塑性成形性能差,因此如何實(shí)現(xiàn)鎂合金的塑性加工成形成為了一個(gè)新的技術(shù)難題。連續(xù)流變擠壓成形實(shí)現(xiàn)了鎂合金由高溫液態(tài)直接形成制品的過程,減少了工序,節(jié)約了能源。但是制品的上下表面易出現(xiàn)裂紋,出現(xiàn)裂紋的原因主要是金屬流動(dòng)速度不同。為了減小和消除裂紋,可采用潤(rùn)滑劑、控制擠壓速度、增大模具的定徑帶長(zhǎng)度等措施。
鋁鋰合金釬焊接頭斷口組織與性能 鋁鋰合金釬焊接頭斷口組織與性能
格式:pdf
大小:1.1MB
頁數(shù):5P
4.6
采用金相顯微鏡、掃描電鏡、硬度計(jì)等測(cè)量方法,觀察分析了鋁鋰合金釬焊前后母材和釬焊接頭的顯微組織變化,通過分析測(cè)試釬焊接頭的顯微硬度和斷口微區(qū)的化學(xué)成分,研究分析了釬焊接頭強(qiáng)度的變化規(guī)律。結(jié)果表明,焊后母材中的強(qiáng)化相由質(zhì)點(diǎn)轉(zhuǎn)變?yōu)榘鍡l狀;氮?dú)獗Wo(hù)條件下,釬焊接頭未見氣孔、夾雜、裂紋等缺陷,釬焊接頭存在一定的擴(kuò)散區(qū),從而有效地提高了釬焊接頭的強(qiáng)度;無氮?dú)獗Wo(hù)的條件下,釬焊接頭有大量的缺陷存在,這些缺陷的存在嚴(yán)重影響了釬焊接頭的強(qiáng)度。
鎂合金光纖激光焊接工藝及接頭組織分析 鎂合金光纖激光焊接工藝及接頭組織分析
格式:pdf
大小:1.3MB
頁數(shù):4P
4.3
采用光纖激光焊接amca403鎂合金。分析了焊接接頭的微觀組織、硬度變化及不同焊接工藝參數(shù)對(duì)焊縫成形的影響規(guī)律及機(jī)理。結(jié)果表明:光纖激光焊接amca403鎂合金,能夠得到無明顯缺陷的焊接接頭。試驗(yàn)中出現(xiàn)了熱導(dǎo)焊和深熔焊兩種焊接模式。在一定參數(shù)范圍內(nèi)熱輸入是影響焊接模式和焊縫形狀的主要因素。焊縫區(qū)晶粒比母材細(xì)化,顯微硬度明顯提高。同一功率下,隨焊接速度提高,焊縫晶粒減小,硬度增大。
AZ31鎂合金活性TIG焊接頭分析相關(guān)
文輯推薦
知識(shí)推薦
百科推薦


職位:質(zhì)量體系管理員
擅長(zhǎng)專業(yè):土建 安裝 裝飾 市政 園林


