




編輯推薦下載
 石油化工奧氏體不銹鋼焊接
石油化工奧氏體不銹鋼焊接 石油化工奧氏體不銹鋼焊接
格式:pdf
大小:115KB
頁數(shù):1P
 4.3
4.3
隨著科技的不斷發(fā)展,不銹鋼在航空、石油化工,和原子能等工業(yè)中得到越來越廣泛的應(yīng)用。奧氏體不銹鋼具有較好的穩(wěn)定性。但在石油化工管道的安裝,檢修中、所遇到不銹鋼的焊接性問題也是層出不窮,我們往往由于對奧氏體不銹鋼的焊接性缺乏了解,造成一些不必要的焊接缺陷導(dǎo)致設(shè)備利用率,耐蝕性降低,及達(dá)不到原有設(shè)計所需要的使用性能等缺陷。
奧氏體不銹鋼焊接性分析
格式:pdf
大小:82KB
頁數(shù):2P
4.5
奧氏體不銹鋼焊接性分析 姬 晶 (黑龍江機(jī)械制造高級技工學(xué)校,哈爾濱150038) 摘要:奧氏體不銹鋼比其他不銹鋼具有更優(yōu)良的耐腐蝕性、耐熱性和塑性。奧氏體不銹鋼 焊接性能比較好。但如果焊接方法和工藝參數(shù)選擇不當(dāng),仍可產(chǎn)生晶間腐蝕、裂紋等一些缺陷。為 防止這些缺陷的產(chǎn)生,有必要了解產(chǎn)生的原因和防止方法,在生產(chǎn)中加以預(yù)防,便可獲得優(yōu)良的焊 接接頭。 關(guān)鍵詞:奧氏體不銹鋼;晶間腐蝕;刀狀腐蝕;應(yīng)力腐蝕 中圖分類號:tg457 文獻(xiàn)標(biāo)志碼:a 文章編號:100320794(2008)0720085202 austenitestainlesssteelweldablitybriefanalysis jijing (heilongjiangmachinerymanufacturetechnicalschool,
ASMESA-312無縫和焊接奧氏體不銹鋼公稱管熱門文檔
奧氏體不銹鋼焊接技術(shù) 奧氏體不銹鋼焊接技術(shù)
格式:pdf
大小:190KB
頁數(shù):3P
4.4
通過對奧氏體不銹鋼的焊接性能進(jìn)行分析,選用適宜的焊接方法、焊接材料,制定適宜的焊接工藝,確保產(chǎn)品焊接接頭性能符合產(chǎn)品技術(shù)條件要求。
小議奧氏體不銹鋼的焊接 小議奧氏體不銹鋼的焊接
格式:pdf
大小:214KB
頁數(shù):2P
4.4
隨著人們生活水平的日益提高,對不銹鋼的需求也越來越大,而不銹鋼的焊接尤為重要,不銹鋼按其金相組織可分為鐵素體型不銹鋼、馬氏體型不銹鋼、奧氏體型不銹鋼、雙相不銹鋼和沉淀硬化不銹鋼等。而其中以奧氏體型不銹鋼應(yīng)用最為廣泛,以下就以奧氏體不銹鋼焊接過程中最易出現(xiàn)的問題和一些注意事項做簡單的討論。1焊接工藝1.1焊接方法采用手工鎢極氬弧焊打底,焊條電弧焊填充和蓋面。3層6道焊,
 2205雙相不銹鋼與304奧氏體不銹鋼的焊接
2205雙相不銹鋼與304奧氏體不銹鋼的焊接 2205雙相不銹鋼與304奧氏體不銹鋼的焊接
格式:pdf
大小:787KB
頁數(shù):5P
4.4
采用焊條電弧焊(smaw),以e2209作填充材料對2205雙相不銹鋼與304奧氏體不銹鋼異種金屬焊接工藝進(jìn)行研究,通過優(yōu)化焊接工藝參數(shù),獲得了具有良好力學(xué)性能和合適雙相比例的焊接接頭。接頭力學(xué)性能測試表明,拉伸試樣斷裂發(fā)生在強(qiáng)度相對較低的304母材側(cè);2205母材側(cè)熱影響區(qū)的顯微硬度值高于焊縫和2205母材,而304母材側(cè)熱影響區(qū)的顯微硬度值高于304母材。對接頭過渡層進(jìn)行xrd相結(jié)構(gòu)分析,未發(fā)現(xiàn)m23c6、cr2n和σ等有害相析出,接頭拉伸斷口掃描觀察表明,接頭呈明顯韌性斷裂特征。接頭性能滿足工程實際應(yīng)用要求。
ASMESA-312無縫和焊接奧氏體不銹鋼公稱管精華文檔
2205雙相不銹鋼與304奧氏體不銹鋼的焊接.
格式:pdf
大小:784KB
頁數(shù):17P
4.6
摘要: 采用焊條電弧焊(smaw,以e2209作填充材料對2205雙相不銹鋼與304奧氏 體不銹鋼異種金屬焊接工藝進(jìn)行研究,通過優(yōu)化焊接工藝參數(shù),獲得了具有良好力學(xué) 性能和合適雙相比例的焊接接 頭。接頭力學(xué)性能測試表明,拉伸試樣斷裂發(fā)生在強(qiáng)度相對較低的304母材 側(cè);2205母材側(cè)熱影響區(qū)的顯微硬度值高于焊縫和2205母材,而304母材側(cè)熱影響 區(qū)的顯微硬度值高于304母材。對接頭過渡層 進(jìn)行xrd相結(jié)構(gòu)分析, 未發(fā)現(xiàn)m23c6、cr2n和σ等有害相析出,接頭拉伸斷口掃描觀察表明,接頭 呈明顯韌性斷裂特征。接頭性能滿足工程實際應(yīng)用要求。關(guān)鍵詞: 雙相不銹鋼;奧氏體不銹鋼;異種金屬;焊接工藝中圖分類號: tg457.1文獻(xiàn)標(biāo)識碼:a文章編號: 1001-2303(201101-0073-05第41卷第1期201
ASTM-A270-03a_衛(wèi)生設(shè)施用無縫鋼和焊接奧氏體不銹鋼管(中文版)
格式:pdf
大小:2.8MB
頁數(shù):11P
4.5
ASTM-A270-03a_衛(wèi)生設(shè)施用無縫鋼和焊接奧氏體不銹鋼管(中文版)
321奧氏體不銹鋼
格式:pdf
大小:35KB
頁數(shù):3P
4.7
321不銹鋼 不銹鋼321是鈦穩(wěn)定的奧氏體不銹鋼,常用于1000-1600of溫度范圍。 321不銹鋼概述【上海奔來金屬材料有限公司】 不銹鋼321是一種是ni-cr-mo耐熱,鈦穩(wěn)定的奧氏體合金,通常用于1000°-1600°f的 溫度范圍。321不銹鋼主要用于碳化物沉淀范圍為800°-1500°f的連續(xù)和間歇使用溫度的 應(yīng)用。321型類似于304型不銹鋼,但鈦的添加量至少是碳含量的五倍。這種鈦添加減少 或防止了焊接過程中和800°-1500°f的使用條件下的碳化物沉淀。為了在1500°-1650°f 的使用溫度下提供對晶間腐蝕和連多硫酸應(yīng)力腐蝕開裂的最佳抵抗力,可以使用空氣冷卻。 321不銹鋼特點 ?①.抗氧化溫度可達(dá)1600°f ?②.穩(wěn)定抵抗焊接熱影響區(qū)(haz)晶間腐蝕 ?③.抵抗連多硫酸應(yīng)力
奧氏體不銹鋼TIG焊 奧氏體不銹鋼TIG焊
格式:pdf
大小:113KB
頁數(shù):2P
4.7
本文通過試驗,敘述了tig焊焊接奧氏體不銹鋼時焊接速度與熔深、焊縫表面顏色的關(guān)系,從而給出了最佳范圍,使之達(dá)到焊縫成形好、表面顏色好的目的。
奧氏體不銹鋼窄間隙管排焊接工藝 奧氏體不銹鋼窄間隙管排焊接工藝
格式:pdf
大小:166KB
頁數(shù):3P
4.6
介紹了奧氏體不銹鋼窄間隙管排焊接方法、工藝控制及焊接過程中的注意事項,通過對奧氏體不銹鋼的焊接性、物理性能和力學(xué)性能的分析,改善了傳統(tǒng)管排焊接工藝,嚴(yán)格地控制了管排變形,保證了焊接質(zhì)量。
ASMESA-312無縫和焊接奧氏體不銹鋼公稱管最新文檔
奧氏體不銹鋼管焊接工藝探究 奧氏體不銹鋼管焊接工藝探究
格式:pdf
大小:1.7MB
頁數(shù):2P
4.4
奧氏體不銹鋼的焊接要求非常嚴(yán)格,不僅焊縫內(nèi)部不能出現(xiàn)任何微觀或者宏觀的超標(biāo)缺陷,而且要能在實現(xiàn)各種使用性能以及力學(xué)性能的前提下,變形和收縮量要控制在一定范圍內(nèi),所以有較大的焊接難度。本文就圍繞奧氏體不銹鋼管的焊接工藝展開討論。


奧氏體不銹鋼氬弧焊焊接工藝
格式:pdf
大小:163KB
頁數(shù):7P
4.7
沃泰水技術(shù) 共7頁第1頁 奧氏體不銹鋼氬弧焊焊接工藝 本規(guī)范依據(jù)《現(xiàn)場設(shè)備、工業(yè)管道焊接工程施工及驗收規(guī)范》 沃泰水技術(shù) 共7頁第2頁 目次 一.焊接通用規(guī)定 二.材料 三.焊接一般規(guī)定 四.焊接工藝要求 五.鋼板卷筒或設(shè)備的焊縫 六.焊縫外觀檢查 七.無損檢驗規(guī)定 附錄:鋼焊件坡口形式和尺寸規(guī)定 沃泰水技術(shù) 共7頁第3頁 奧氏體不銹鋼氬弧焊焊接 一.焊接通用規(guī)定 焊接人員及其職責(zé)應(yīng)符合下列規(guī)定: 1.焊接技術(shù)人員應(yīng)由中專及以上專業(yè)學(xué)歷有1年以上焊接生產(chǎn)實踐的人 員擔(dān)任,焊接技術(shù)人員應(yīng)負(fù)責(zé)焊接工藝評定,編制焊接作業(yè)指導(dǎo)書和焊接技 術(shù)措施,指導(dǎo)焊接作業(yè),參與焊接質(zhì)量管理,處理焊接技術(shù)問題,整理焊接 技術(shù)資料。 2.焊接質(zhì)檢人員應(yīng)由相當(dāng)于中專及以上文化水平,有一定的焊接經(jīng)驗和技 術(shù)水平的人員擔(dān)任,焊接質(zhì)檢人員應(yīng)對現(xiàn)場焊接作業(yè)進(jìn)行全面檢查和控制, 負(fù)責(zé)確定焊縫檢
電阻點焊在奧氏體不銹鋼焊接中的應(yīng)用 電阻點焊在奧氏體不銹鋼焊接中的應(yīng)用
格式:pdf
大小:110KB
頁數(shù):未知
4.3
文章敘述了不銹鋼的分類及奧氏體不銹鋼電阻焊時焊接參數(shù)的選擇與電阻點焊缺陷之間的關(guān)系,闡述了電阻點焊缺陷形成的原因和在實際生產(chǎn)中采用的修補(bǔ)方法并提出解決方案。
焊接速度對奧氏體不銹鋼接頭性能的影響 焊接速度對奧氏體不銹鋼接頭性能的影響
格式:pdf
大小:801KB
頁數(shù):4P
4.3
對3mm厚304奧氏體不銹鋼板進(jìn)行了熔化極氣體保護(hù)焊接(mig)試驗。在焊接中發(fā)現(xiàn),在適當(dāng)范圍內(nèi)提高焊接速度有利于減小焊縫和熱影響區(qū)寬度,增加接頭強(qiáng)度的穩(wěn)定性;但是焊接速度過快會導(dǎo)致焊縫區(qū)氣孔的產(chǎn)生,從而降低接頭強(qiáng)度的穩(wěn)定性和耐蝕性。通過控制焊接速度可以保證304奧氏體不銹鋼焊接接頭具有良好的力學(xué)性能和良好的耐腐蝕性能。
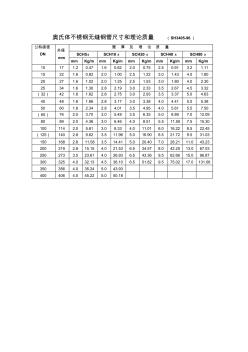
奧氏體不銹鋼無縫鋼管尺寸和理論質(zhì)量
格式:pdf
大小:23KB
頁數(shù):1P
4.5
奧氏體不銹鋼無縫鋼管尺寸和理論質(zhì)量(sh3405-96) 公稱直徑 dn 外徑 mm 壁厚及理論質(zhì)量 sch5ssch10ssch20ssch40ssch80s mmkg/mmmkg/mmmkg/mmmkg/mmmkg/m 10171.20.471.60.622.00.752.50.913.21.11 15221.60.822.01.002.51.223.01.434.01.80 20271.61.022.01.252.51.533.01.804.02.30 25341.61.302.82.193.02.333.52.674.53.32 (32)421.61.622.82.753.02.933.53.375.04.

 石化裝置奧氏體不銹鋼焊接裂紋原因分析
石化裝置奧氏體不銹鋼焊接裂紋原因分析 石化裝置奧氏體不銹鋼焊接裂紋原因分析
格式:pdf
大小:758KB
頁數(shù):2P
4.5
前言在服役條件較惡劣的承壓設(shè)備檢驗中,裂紋是一種危害性較大的缺陷,常出現(xiàn)于各種加氫反應(yīng)器內(nèi)壁,換熱器殼體,管線鋼管等的焊接部位。雖然,已有學(xué)者對其裂紋形成機(jī)理進(jìn)行了研究,各制造單位及使用單位對其采取了一些相應(yīng)的措施,但因設(shè)備制造、服役條件的復(fù)雜性,裂紋的產(chǎn)生仍然不斷出現(xiàn)。
奧氏體不銹鋼壓力容器的焊接 奧氏體不銹鋼壓力容器的焊接
格式:pdf
大小:44KB
頁數(shù):1P
4.4
所謂不銹鋼是指在鋼中加入一定量的鉻元素后,使鋼處于鈍化狀態(tài),具有不生銹的特性。為達(dá)到此目的,其鉻含量必須在12%以上。為提高鋼的鈍化性,不銹鋼中還往往需加入能使鋼鈍化的鎳、鉬等元素。一般所指的不銹鋼實際上是不銹鋼和耐酸鋼的總
ASMESA-312無縫和焊接奧氏體不銹鋼公稱管相關(guān)
文輯推薦
知識推薦
百科推薦


職位:工程項目主管
擅長專業(yè):土建 安裝 裝飾 市政 園林


