

ANN在焊接接頭抗彎強度預測中的應用
格式:pdf
大小:872KB
頁數:7P
人氣 :65
 4.4
4.4
采用N i-Fe-C合金作為填充金屬,獲得了基于TIG焊的WC-30Co/45鋼焊接接頭。采用人工神經網絡(ANN)方法,對WC-30Co/N i-Fe-C/45鋼TIG焊過程中輸入參數(焊接參數和填充金屬成分)和力學抗彎強度之間的關系進行預測和分析。訓練數據經過數據標準化處理,送入基于反向傳播的多層前饋神經網絡模型訓練。并采用均方誤差對模型進行誤差分析。并采用訓練的網絡對焊接參數和填充金屬成分與抗彎強度之間的關系進行預測。最后通過試驗對預測結果進行了誤差分析。結果表明,當采用碳含量(質量分數)0.6%或0.8%;N i/Fe比為1.9~2.7的合金作為填充金屬時可以獲得較高的抗彎強度;構建的基于反向傳播算法的ANN模型適用于評價WC-30Co/45鋼TIG焊接頭的抗彎強度,優于傳統方法。





焊接接頭論文
格式:pdf
大小:155KB
頁數:3P
焊接接頭論文 基于國外標準的焊接接頭疲勞設計與工藝實現一體化研究 摘要:綜述了基于國外標準的焊接接頭疲勞設計與工藝實現一體 化研究的重要性,設計了相應的數據庫。嵌套了bsi/iiw/din6700標 準。基于bsi和iiw標準中接頭形式,可確定焊接接頭的疲勞等級; 根據已知的焊接接頭的應力譜,基于miner疲勞積累損傷理論,可計 算出焊接接頭的疲勞壽命:根據din6700標準,自動打印焊接工藝 文件,從而實現基于國外標準的焊接接頭疲勞壽命預測與工藝要求的 一體化。算例證明該系統具有很好的工程應用價值。 關鍵詞:焊接接頭;數據庫;一體化 在工程機械使用中,焊接結構件的焊接接頭或焊縫金屬容易引發 結構疲勞破壞,嚴重影響機械設備的壽命。通過計算焊接接頭的疲勞 壽命預測可以預先知道焊接接頭的壽命,從而保證產品的運行的安全 性。bs標準和iiw標準提供了各種焊
編輯推薦下載

焊接接頭組織
格式:pdf
大小:25KB
頁數:5P
4.5
焊接接頭組織 電弧焊接時,焊接電弧使焊件局部加熱和熔化,同時加入填充金屬(焊條或焊 絲),形成金屬熔池,并不斷把熱量傳給周圍冷的母材金屬。當電弧移開后,熔 池的溫度迅速降低,熔池中液體金屬凝固成焊縫。由于熱傳導的作用,母材將受 到不同程度的加熱和冷卻,相當于進行了一次熱處理,使其組織和性能發生了變 化,這部分金屬所占的區域就稱為焊縫的熱影響區。焊接接頭是焊縫和熱影響區 的總稱。 由于電弧對焊接接頭的加熱是不均勻的,焊縫區溫度達到金屬的熔化溫度, 而在整個熱影響區中,離焊縫越近溫度就越高。因此,在焊接接頭組織中不僅組 織和性能都不均勻,而且在焊縫和熱影響區中還容易產生各種焊接缺陷,存在焊 接殘余應力和應力集中。焊接接頭組織和性能與焊接方法、焊接規范、接頭形式 等因素有關,并直接影響焊接結構的性能和可靠性。 熱影響區某點加熱的最高溫度、高溫停留時間及冷卻速度
 焊接接頭縱向冷彎試驗分析
焊接接頭縱向冷彎試驗分析 焊接接頭縱向冷彎試驗分析
格式:pdf
大小:350KB
頁數:2P
4.3
焊接接頭的彎曲試驗有縱向彎曲、橫向彎曲和側面彎曲,本文僅討論試件在常溫下的縱向彎曲試驗,或稱冷彎試驗。影響冷彎試驗的參數有彎軸直徑d、試件厚度a、彎軸直徑與試件厚度的比值n、冷彎角α。冷彎試驗參數決定了焊接接頭冷彎檢驗的嚴格程度,應按照焊接產品的不同技術要求,選擇合適的參數。
ANN在焊接接頭抗彎強度預測中應用熱門文檔

氬弧焊接接頭疲勞壽命預測
格式:pdf
大小:202KB
頁數:3P
3
氬弧焊接接頭疲勞壽命預測——對ta15鈦合金板材進行氬弧焊對接焊后,加工成光滑疲勞試件進行r=0.5,0.06的高周疲勞|s一ⅳ曲線測試。試驗后對試樣斷口進行掃描電鏡(sem)分析發現,疲勞源大多位于焊接區域的氣孔或夾雜等焊接缺陷處。以焊接處微觀結構缺陷尺寸作...
提高焊接接頭的疲勞強度手段
格式:pdf
大小:33KB
頁數:5P
4.3
超聲沖擊對鎂合金焊接接頭疲勞性能的研究現狀 1研究的意義與目的 鎂是所有結構用金屬及合金材料中密度最低的。與其他金屬結構材料相比, 鎂及鎂合金具有比強度、比剛度高、減震性、電磁屏蔽和抗輻射能力強,易切削 加工,易回收等優點[1-6],在汽車、電子、電器、交通、航天、航空和國防軍事工 業領域具有極其重要的應用價值和廣闊的應用前景。是繼鋼鐵材料、鋁合金之后 的第三類金屬結構材料,并被稱為21世紀的綠色工程材料。目前,鎂及鎂合金 材料研究成為世界性的熱點。但是,由于鎂合金具有性質活潑、熔點低、導熱快、 熱膨脹系數大等特點,與鋁合金相比,鎂合金在焊接時更易形成疏松、熱脆性較 大的氧化膜及夾渣,其焊接性較差,鎂合金焊接結構的疲勞強度較低,成為制約 鎂合金大規模應用的技術關鍵和難點。 疲勞斷裂是金屬結構失效的主要形式之一。大量統計資料[11]表明,由于疲 勞引起的焊接結構
鋼超塑焊接接頭變形、焊合率與強度分析 鋼超塑焊接接頭變形、焊合率與強度分析
格式:pdf
大小:367KB
頁數:5P
4.4
通過對整體淬火和局部高頻淬火預處理后40cr、t10鋼超塑焊接接頭變形量和焊縫非焊合區線長度的測量,探討了接頭變形與焊合率變化規律及其與組織性能間的關系。試驗表明:在超塑焊接過程中,形成與母材等強接頭時的應變量小于6%~7%,高頻淬火試樣焊后應變甚至小于3%,易于實現精密焊接;接頭焊合率隨時間延長而增加,當焊合率達到臨界值(65%~70%)后,接頭可與母材等強,在相同工藝條件下,高頻淬火試樣的焊合率大于整體淬火試樣。
焊接H型鋼局部縱彎失穩下抗彎強度計算 焊接H型鋼局部縱彎失穩下抗彎強度計算
格式:pdf
大小:95KB
頁數:2P
4.3
對由厚度為6.0mm、名義屈服強度為315.0mpa的鋼板制成的h型鋼進行了一系列彎曲試驗,研究焊接h型鋼的抗彎強度。截面幾何形狀和側向邊界條件決定了薄壁受彎構件的屈曲形式(局部屈曲、側向扭轉屈曲或交互屈曲)。翼緣或腹板寬厚比較大的受彎構件最先出現局部屈曲,繼而發生側向扭轉屈曲,在交互屈曲作用下材料最終破壞。側向扭轉屈曲下局部屈曲對抗彎強度有負面影響。計算薄壁抗彎構件名義屈服應力時應將該現象考慮在內。對翼緣和腹板寬厚比不同的焊接h型鋼梁進行了試驗。進行有限元分析時將局部和側向扭轉屈曲模態的初始缺陷及殘余應力考慮在內。基于考慮焊接型材局部和側向扭轉屈曲相互作用的試驗和有限元分析結果,給出直接強度法(dsm)計算抗彎強度的簡化公式。計算強度曲線與aisc規范(2005),ec3(2003)及試驗結果進行比較,驗證了dsm方法所計算的強度曲線的準確性。通過試驗得出薄壁焊接h型鋼的抗彎強度和結構性能的有關結論。

MAG焊焊接接頭的研究
格式:pdf
大小:144KB
頁數:7P
4.7
mag焊焊接接頭的研究 通過理論分析和焊接對比試驗,提出了適合mag焊焊接特點的焊接接頭設計的一 些原則,這些原則對提高焊接生產率,降低成本,具有較大的實用價值。 1提出問題 mag(metalaativegasarewelding)焊是熔化極活性氣體保護電弧焊的英文簡 稱。它是在氬氣中加入少量的氧化性氣體(氧氣,二氧化碳或其混合氣體)混合 而成的一種混合氣體保護焊。目前我國常用的是80%ar+20%二氧化碳的混合氣體, 由于混合氣體中氬氣占的比例較大,故常稱為富氬混合氣體保護焊。mag焊既有 氬弧焊的特點,如電弧穩定、飛濺少,易獲得噴射過渡,又具有氧化性,克服了 純氬弧焊時表面張力過大,液體金屬粘稠,斑點漂移等問題,改善了焊縫成形。 同時在氬氣中加入的二氧化碳,加劇了電弧中的氧化反應,氧化反應放出的熱量, 增加了熔深,提高了焊絲熔化系數。因此mag焊現已在焊
ANN在焊接接頭抗彎強度預測中應用精華文檔
異種鋼焊接接頭冷彎開裂的原因淺析 異種鋼焊接接頭冷彎開裂的原因淺析
格式:pdf
大小:445KB
頁數:3P
4.7
本文針對icr8ni9ti—q235a異種鋼對接接頭工藝評定中的冷彎試樣開裂的原因進行了分析,從工藝上改進了焊接工藝評定試驗.采用a302焊條先在q235a低碳鋼一側堆焊接一層保護性過渡層,然后對接焊接異種鋼焊接接頭;或用臺灣產ts-309不銹鋼電焊條直接對接焊接異種鋼焊接接頭,其冷彎試樣按現行相應標準要求,冷彎檢驗全部合格.針對目前異種鋼焊接接頭冷彎檢驗缺乏明確的評定標準的情況,參考國家標準的有關規定和一些容器廠現行采用的標準,建議有關國家標準補充異種鋼焊接接頭的冷彎試驗要求.
大電流MAG焊接接頭彎曲性能研究 大電流MAG焊接接頭彎曲性能研究
格式:pdf
大小:707KB
頁數:4P
4.7
采用無氦多元氣體保護大電流mag焊接技術焊接了a572接頭,對接頭進行了彎曲性能試驗,用光學顯微鏡、掃描電鏡和edax分析了接頭側彎脆性斷口。結果表明,彎曲試驗時產生的脆斷與焊縫金屬中有非金屬夾雜物、焊縫金屬中c、ti含量較高以及焊縫金屬中有馬氏體組織等因素密切相關。在彎曲時,焊縫金屬中存在的非金屬夾雜物形成裂源,在小線能量焊接時焊道間熱影響區組織中存在的大量粗大馬氏體組織,使焊縫金屬在裂紋萌生區和開始擴展階段為解理斷裂。在大電流mag焊時,適當增大線能量以利于非金屬夾雜物的逸出并避免馬氏體的形成,降低焊縫金屬中的c、ti含量,從而改善接頭韌性。
合理設計焊接接頭在實際施工中的應用 合理設計焊接接頭在實際施工中的應用
格式:pdf
大小:993KB
頁數:3P
4.8
注水泵出口管線與回流管焊接接頭沿焊趾出現裂紋,經過分析判斷,認定為注水泵運行過程中振動產生交變載荷,引發疲勞裂紋。為此,本文重新設計了焊接接頭型式,變t形接頭為對接接頭,減小了焊接接頭的應力集中,提高了接頭的疲勞強度,抑制了疲勞裂紋的產生,提高了工藝流程的使用性能。
合理設計焊接接頭在實際施工中的應用 合理設計焊接接頭在實際施工中的應用
格式:pdf
大小:993KB
頁數:3P
4.6
注水泵出口管線與回流管焊接接頭沿焊趾出現裂紋,經過分析判斷,認定為注水泵運行過程中振動產生交變載荷,引發疲勞裂紋。為此,本文重新設計了焊接接頭型式,變t形接頭為對接接頭,減小了焊接接頭的應力集中,提高了接頭的疲勞強度,抑制了疲勞裂紋的產生,提高了工藝流程的使用性能。
合理設計焊接接頭在實際施工中的應用 合理設計焊接接頭在實際施工中的應用
格式:pdf
大小:993KB
頁數:3P
4.5
注水泵出口管線與回流管焊接接頭沿焊趾出現裂紋,經過分析判斷,認定為注水泵運行過程中振動產生交變載荷,引發疲勞裂紋。為此,本文重新設計了焊接接頭型式,變t形接頭為對接接頭,減小了焊接接頭的應力集中,提高了接頭的疲勞強度,抑制了疲勞裂紋的產生,提高了工藝流程的使用性能。
ANN在焊接接頭抗彎強度預測中應用最新文檔
噴熔修形法提高焊接接頭疲勞強度 噴熔修形法提高焊接接頭疲勞強度
格式:pdf
大小:615KB
頁數:5P
4.6
針對工程實際應用的需要,給出了一種提高焊接接頭疲勞強度的處理方法.焊接結構中,接頭的疲勞強度遠遠低于母材,其疲勞裂紋主要起源于接頭焊趾處.采用ni60和fe38兩種合金粉末對q235b鋼十字接頭焊趾處進行了噴熔修形處理和高頻疲勞試驗.結果表明,經過噴熔修形處理后,ni60和fe38噴熔修形態十字接頭的2×106條件疲勞極限分別提高了64.5%和42%.用ansys對3種狀態接頭焊趾處應力集中系數進行計算,結果發現,ni60和fe38噴熔修形態十字接頭焊趾區的應力集中系數較原始焊態分別減小575.%和37%.
超細晶粒鋼筋焊接接頭的疲勞強度 超細晶粒鋼筋焊接接頭的疲勞強度
格式:pdf
大小:847KB
頁數:4P
4.6
超細晶粒鋼是一種細晶強化的新一代鋼鐵材料,焊接加工對焊接接頭疲勞性能的影響是人們關注的問題。參照建設部《鋼筋焊接接頭試驗方法標準》的規定,對超細晶粒鋼建筑鋼筋閃光對焊、電渣對焊接頭的疲勞壽命進行了測試。測試結果表明:高載荷下,閃光對焊接頭的疲勞壽命明顯優于電渣對焊接頭,隨著載荷的降低,2種接頭的差距變小。在200萬次循環下,兩者的疲勞強度基本相當。

第6章焊接接頭和結構的疲勞強度
格式:pdf
大小:1.7MB
頁數:20P
4.6
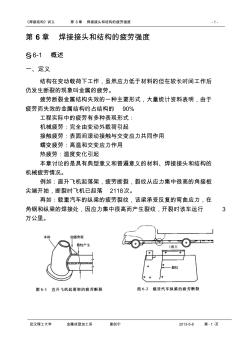
《焊接結構》講義第6章焊接接頭和結構的疲勞強度-1- 武漢理工大學金屬成型加工系姜劍寧2013-5-8第-1-頁 第6章焊接接頭和結構的疲勞強度 §6-1概述 一、定義 結構在變動載荷下工作,雖然應力低于材料的但在較長時間工作后 仍發生斷裂的現象叫金屬的疲勞。 疲勞斷裂金屬結構失效的一種主要形式,大量統計資料表明,由于 疲勞而失效的金屬結構約占結構的90% 工程實際中的疲勞有多種表現形式: 機械疲勞:完全由變動外載荷引起 接觸疲勞:表面間滾動接觸與交變應力共同作用 蠕變疲勞:高溫和交變應力作用 熱疲勞:溫度變化引起 本章討論的是具有典型意義和普遍意義的材料、焊接接頭和結構的 機械疲勞情況。 例如:直升飛機起落架,疲勞斷裂,裂紋從應力集中很高的角接板 尖端開始,斷裂時飛機已起落2118次。 再如:載重汽車的縱梁的疲勞裂紋,該梁承受反復的彎曲應力,在 角
TIG熔修提高焊接接頭疲勞強度的研究
格式:pdf
大小:1.5MB
頁數:4P
4.5
**資訊 http://www.cqvip.com **資訊 http://www.cqvip.com **資訊 http://www.cqvip.com **資訊 http://www.cqvip.com
熱影響區軟化焊接接頭的強度及變形 熱影響區軟化焊接接頭的強度及變形
格式:pdf
大小:489KB
頁數:6P
4.4
焊接接頭熱影響區軟化是細晶粒鋼焊接時普遍存在的問題。用有限元分析方法,分析熱影響區軟化的焊接接頭屈服強度和抗拉強度,以及接頭上的應力分布和變形機制。分析結果表明,軟化熱影響區的屈服應力降低和寬度增加對接頭的屈服強度降低影響較小,而對接頭抗拉強度降低影響較大,提高焊縫的屈服應力可以提高熱影響區軟化接頭強度。同時發現,當外加應力超過軟化熱影響區的屈服應力時,在熱影響區及其附近區域出現了三軸應力狀態,主應力及mises等效應力在有屈服應力差別的區域交界處發生突變,使熱影響區的mises等效應力降低,與之相鄰區域的mises等效應力升高,從而可以對軟化熱影響區寬度及軟化程度影響焊接接頭強度的機制進行解釋。
超聲波塑料焊接接頭強度分析 超聲波塑料焊接接頭強度分析
格式:pdf
大小:78KB
頁數:2P
4.4
十九世紀中葉,以樟腦和硝酸纖維素混合制得的可塑性物質.為塑料工業的誕生開辟了道路。二十世紀以來,由于人工化學合成樹脂的獲得。使化學工業得到了長足的發展,成為世界上發展最快的工業之一。從1950年年產量150萬噸。到1985年的7000萬噸。首次在體積消耗量上超過了金屬材料、塑料、復合材料取代金屬材料反其它材料的趨勢愈加明顯。由地塑料制品的社會化趨勢的增加。人們越來越關心塑料制品的加工方法以及怎樣保證生產效率反產品的美觀耐用。
焊接熱循環對焊接接頭性能的影響 焊接熱循環對焊接接頭性能的影響
格式:pdf
大小:135KB
頁數:3P
4.8
本文采用加熱的方式模擬焊接過程中焊接接頭的受熱過程,對接頭進行拉伸、彎曲和沖擊試驗,得到不同的熱循環對焊接接頭性能的影響規律,以便在實際生產中優化焊接工藝,減小焊接熱循環對焊接接頭的影響,提高接頭使用性能。
鋼筋焊接焊接接頭性能檢測
格式:pdf
大小:35KB
頁數:5P
4.3
作業指導書文件編號: 第一頁:共頁 名稱:鋼筋焊接接頭機械性能試驗生效日期: 編制:建材室批準: 日期: 密級:秘密發放登記號: 1 鋼筋焊接接頭機械性能試驗作業指導書 (包括對鋼筋焊接接頭拉伸性能和彎曲性能的檢測) 1項目名稱 鋼筋焊接接頭機械性能試驗。 2適用范圍 適用于閃光對焊、電弧焊、電渣壓力焊、氣壓焊、預埋件埋弧壓力焊的鋼筋焊接接頭。 3編制依據和采用標準 jgj18-96鋼筋焊接及驗收規程 jgj27-86鋼筋焊接接頭試驗方法 4檢測人員 xxx 5設備儀器 5.1萬能材料試驗機、 型號:wi-100 量程:最大荷載100噸 準確度:一級 分辯率:0.5kn。 5.2液壓式萬能材料試驗機 型號:wp—30t 量程:0—50kn、0—150kn、0—300kn 最小分辨
ANN在焊接接頭抗彎強度預測中應用相關
文輯推薦
知識推薦
百科推薦

職位:建設項目環境影響評價
擅長專業:土建 安裝 裝飾 市政 園林


