

800mm二輥粗軋機生產空調箔的工藝改進
格式:pdf
大小:71KB
頁數:2P
人氣 :70
 4.5
4.5
通常,較為先進的鋁箔加工廠生產厚度02mm的空調箔,是將厚度約0.62mm的毛料直接在軋機上經三道次冷軋,再經成品退火而成。而我廠的老式800mm軋機,軋制壓力較小,卷取機也沒有助卷裝置,只能依靠人工協助卷取。現場實際證明,將厚度為062mm的硬...




關于800mm二輥粗軋機生產空調箔的工藝研究
格式:pdf
大小:443KB
頁數:3P
本文論述了在國產800mm二輥不可逆鋁箔粗軋機上生產純鋁空調箔的新工藝,對其中的關鍵技術問題進行了分析研究,確定了毛料預熱、帶溫軋削及成品退火各工序的工藝制度。為同類型軋機生產空調箔探索了一條新路。
直徑320二輥軋機的傳動設計
格式:pdf
大小:469KB
頁數:41P
320二輥軋機的傳動設計 摘要 軋機是實現金屬軋制過程的設備。泛指完成軋材生產全過程的裝備,包括主 要設備、輔助設備、起重運輸設備和附屬設備等。但一般所說的軋機往往僅指主 要設備。 隨著鋼鐵加工工業結構調整步伐的加快,小型軋機生產技術裝備的發展趨勢 正在向大坯重、連續化、高精度、高質量方向發展。小型材的種類也正在從普通 鋼向合金鋼、高精鋼方向發展。現代軋機發展的趨向是連續化、自動化、專業化, 產品質量高,消耗低。 本次對軋機電動機、軋輥、軸承及軸承座以及壓下裝置中蝸輪蝸桿減速器進 行了設計和說明。軋機在軋制的過程中,軋件的厚度主要受軋輥的結構和壓下調 整裝置的限制,因此對軋輥的結構的設計和強度的校核以及蝸輪減速器的設計是 本次設計的主要方向。 關鍵詞:軋機,軋輥,蝸桿,蝸輪,軋件 diameter320duomilltransmissiondesigns abstract
編輯推薦下載
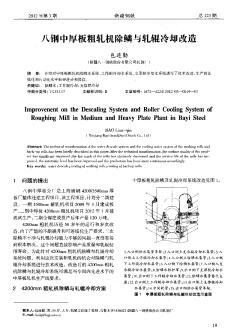
八鋼中厚板粗軋機除鱗與軋輥冷卻改造
格式:pdf
大小:140KB
頁數:2P
4.5
介紹對中厚板粗軋機除鱗水系統、工作輥冷卻水系統、支承輥冷卻水系統進行了技術改造,生產的連續化和自動化水平取得進步和提高。
800mm二輥粗軋機生產空調箔工藝熱門文檔

濟鋼中厚板廠3200mm粗軋機主傳動系統的改造
格式:pdf
大小:297KB
頁數:3P
4.8
本文介紹了濟鋼中厚板廠3200mm四輥粗軋機主傳動系統的改造過程,并介紹了交錯式萬向接軸的應用,這對于提高中厚板軋機主傳動軸萬向節的承載能力具有重要意義。

沙鋼1700mm熱連軋V2粗軋機接軸及輥系技術改造
格式:pdf
大小:1.4MB
頁數:3P
4.6
分析了沙鋼1700mm熱連軋v2粗軋機設備結構存在的問題,提出了針對性的改造方案,在熱連軋粗軋機上首次采用了工作輥提升軌道這一結構形式。改造后,不僅有效提高了作業時間,還有效降低了維修費用。
精品軋鋼粗軋機安裝工法
格式:pdf
大小:357KB
頁數:16P
4.5
1 精品軋鋼粗軋機安裝工法 中冶集團華冶資源公司邯鄲機電安裝分公司 尹莉峰張金平張存柱李占斌 1前言 精品軋鋼粗軋機安裝工法,主要是針對精品軋鋼粗軋機本體、粗軋機主電機等設備的施工方法。 本工法是我單位在多年的同類或類似設備施工過程中,不斷的總結施工經驗,多次對施工方法進行 改進、提高和完善而形成的。 根據本工法施工的邢臺鋼鐵有限責任公司建設的精品鋼軋鋼工程是邢臺鋼鐵有限責任公司提升 產品檔次,改善品種結構的重要舉措之一。我單位在該工程中成功的運用了本工法,由于施工方法 得當,施工計劃安排合理,在設備到貨滯后近3個月的情況下,我單位僅用40余天的時間完成設備 及附屬管道、液壓潤滑系統等的安裝工作,從而確保了設備的按期投產,為各方面都取得良好的經 濟效益和社會效益。邢鋼精品鋼軋鋼工程榮獲2009年河北省優質工程。 2工法特點 2.1施工技術完善,確保安裝質量
 承鋼熱軋卷板廠粗軋機自動換輥程序優化
承鋼熱軋卷板廠粗軋機自動換輥程序優化 承鋼熱軋卷板廠粗軋機自動換輥程序優化
格式:pdf
大小:195KB
頁數:未知
4.8
本文主要介紹了粗軋機換輥tdc自動化系統的優化原理和設計思路,如何通過pic控制算法對位置進行閉環控制。采用這些方法后,整個換輥時間減少了5分鐘,獲得了預期的效果。
800mm二輥粗軋機生產空調箔工藝精華文檔
承鋼熱軋卷板廠粗軋機自動換輥程序優化 承鋼熱軋卷板廠粗軋機自動換輥程序優化
格式:pdf
大小:451KB
頁數:3P
4.6
本文主要介紹了粗軋機換輥tdc自動化系統的優化原理和設計思路,如何通過pic控制算法對位置進行閉環控制。采用這些方法后,整個換輥時間減少了5分鐘,獲得了預期的效果。
3102鋁合金空調箔的生產工藝研究 3102鋁合金空調箔的生產工藝研究
格式:pdf
大小:676KB
頁數:4P
4.7
用鑄軋3102鋁合金坯料生產空調器用箔,對其生產工藝進行優化:3102鋁合金的化學成分按要求嚴格控制,增加爐內精煉工藝和爐外過濾手段,使鑄軋坯料的力學性能均勻,軋制道次減少,生產的3102鋁合金空調箔取得了預期的效果。
寬帶粗軋機電流偏差的消除 寬帶粗軋機電流偏差的消除
格式:pdf
大小:246KB
頁數:2P
4.5
針對萊鋼1500mm寬帶粗軋機上下輥電機電流偏差大的現象,優化雪橇軋制與負荷平衡控制,消除負荷不平衡造成的電流偏差。
銅帶粗軋機的設計選型 銅帶粗軋機的設計選型
格式:pdf
大小:262KB
頁數:未知
4.5
通過對產能、生產方式、投資規模、工廠現實條件等方面進行綜合分析,比較幾種常見銅帶粗軋機的機型特點,確定最合適的設計選型方案。同時對機組重要參數、功能配置、關鍵設備和系統進行了詳細描述,為同類軋機提供設計選型參考和借鑒。

兩種空調箔生產工藝對比
格式:pdf
大小:460KB
頁數:3P
4.6
從空調箔成型過程及質量要求出發,通過對dc-熱軋及連續鑄軋兩種工藝生產的空調箔進行對比,認定dc-熱軋工藝較優,并對其工藝進行優化。
800mm二輥粗軋機生產空調箔工藝最新文檔
高質量空調箔的生產工藝研究
格式:pdf
大小:431KB
頁數:3P
4.4
介紹空調散熱器用高質量鋁箔(用于制造親水箔)的工藝試驗研究和工藝參數的確定。分析各工序會出現的問題及其產生的原因,提出了解決的方法。
一火成材改造中粗軋機的工藝設計與實踐
格式:pdf
大小:105KB
頁數:3P
4.7
濟鋼第二小型軋鋼廠對橫列式軋機進行連鑄坯一火成材改造,增加540mm粗軋機,重新設計孔型系統和軋制道次,并進行參數校核計算。實踐證明,改進工藝設計合理,軋機作業率提高

鑄軋法和熱軋法生產空調鋁箔的工藝和產品對比
格式:pdf
大小:747KB
頁數:5P
4.5
用鑄軋法與熱軋法生產的鋁箔力學性能和組織結構各有特點,其空調箔分別適于相應的翅片成形法的要求。與熱軋法相比,鑄軋法具有工序短、能耗少、成本低的優點。通過工藝革新,用鑄軋坯料能夠生產出具有廣泛適應性的空調箔產品。從技術、經濟兩方面考慮,用鑄軋法生產空調箔具有明顯的優勢。
濟鋼1700熱軋帶鋼粗軋機打滑現象研究 濟鋼1700熱軋帶鋼粗軋機打滑現象研究
格式:pdf
大小:955KB
頁數:5P
4.7
對粗軋機打滑現象進行了研究,結果表明升速軋制加速度過大是造成帶鋼打滑的主要原因,將加速度降低后打滑現象得到有效控制;對生產中其他打滑因素進行了分析和討論,提出了控制帶鋼打滑的生產措施。

冷軋工藝對1050H19空調箔微觀結構及深沖性能的影響
格式:pdf
大小:1.5MB
頁數:7P
4.8
考察了不同冷軋工藝生產的1050h19電站用空調箔的性能,并結合x射線織構分析和透射電鏡微觀結構分析結果,討論了織構及微觀結構對深沖性能的影響。結果表明:4種工藝中試樣的變形織構均屬于典型的cu型織構,不存在再結晶的r織構和立方織構組分,主要織構組分仍為cu織構,但取向密度不同,易開裂者cu織構的取向密度值達160,織構較強,并含有較難變形的織構組分p織構和戈斯織構。經分析可知,由于減少道次壓下率和實施中間停留,使得鋁箔消除了較難變形的織構組分,減小了cu取向織構的取向密度,宏觀上表現為深沖開裂傾向的減小,從而改善了鋁箔的深沖性能。
BD2粗軋機機械設備的優化改造
格式:pdf
大小:2.2MB
頁數:2P
4.5
bd2軋機設備是此生產線重要的工藝設備,可進行多孔型、多道次可逆軋制。由bd1開坯出來的軋件在此進行粗軋初步成形、方坯終軋成形,無論生產型鋼、重軌或方坯,bd2軋機設備的狀況對工藝的影響都非常關鍵。本文重點闡述bd2粗軋機機械設備的優化改造原因、內容、過程及效果。

八鋼中厚板粗軋機差速器的改造設計
格式:pdf
大小:125KB
頁數:2P
4.6
針對八鋼4200mm/3500mm中厚板粗軋機主壓下同步差速器運行存在的問題進行了分析。采用板材軋機壓下裝置同步技術對厚板軋機主壓下同步差速器進行改造,實現同步差速離合聯軸器高效、平穩、安全運行。
用鑄軋坯料生產1B30-H26空調箔的研制
格式:pdf
大小:518KB
頁數:3P
4.5
對工業純鋁中添加mn元素,改善h26狀態的空調箔的工藝性能;制定了合適的鋁箔退火工藝,用鑄軋坯料生產出合格的空調箔制品。
改善AA1100空調箔強韌性生產工藝的研究
格式:pdf
大小:690KB
頁數:5P
4.4
研究了改善aa1100空調箔強韌性的生產工藝。結果表明,采用合理的均勻化工藝,230~260c×1h成品退火,并盡可能提高退火加熱速度,有助于aa1100空調箔達到最佳的強韌性效果。同時,對空調箔的強韌化機理進行了探討。
800mm二輥粗軋機生產空調箔工藝相關
文輯推薦
知識推薦
百科推薦


職位:城鄉規劃顧問
擅長專業:土建 安裝 裝飾 市政 園林


