

600MW機組主蒸汽管披肩三通的制作及焊接(含圖)
格式:pdf
大小:623KB
頁數:9P
人氣 :86
 4.5
4.5
600MW 機組主蒸汽管披肩三通的制作及焊接 安徽電建二公司 朱立新 孫素文 廖傳慶 文 摘 平圩電廠 600MW發電機組主蒸汽管異徑三通系采用特殊形狀的 S型接管座 (簡稱披肩三通) 焊接而成。本文簡要介紹披肩三通的焊接、 母管的坡口設計和加工, 對口及熱處理等不同于常規三通焊接的經驗。 關鍵詞 汽輪機蒸汽管 三通管 焊接工藝 隨著電力工業的發展和機組容量的增大,原來汽機所用的高壓異徑 三通的設計型式已有所改變, 取而代之的是帶披肩的嵌入式三通。 這是我 國首次引進美國技術,為平圩電廠 1號、 2號機組主蒸汽管制造的三通。 由于這種三通在管系中處于重要的位置, 且代表著大機組高壓異徑三通的 發展方向,因此,為確保焊接質量, 盡快熟悉和掌握披肩三通制作過程的 特點是非常必要的。 1. 披肩三通的特點 三通是管系中較薄弱的環節,它除了受內部介質的壓力外,還承受由 連接管傳過來的彎矩和扭矩。在



如何控制600MW超臨界機組凝汽器鈦管焊接質量
格式:pdf
大小:237KB
頁數:2P
本文闡述了大型火力發電機組凝汽器鈦管焊接工藝及其對質量缺陷的處理方法,以及為保證焊接質量所做的一些技術改進。并對中電廣西防城港電廠2*600mw超臨界機組鈦管凝汽器焊接工藝進行了全面總結。
 600MW鍋爐主蒸汽出口F91鍛造斜三通的研發
600MW鍋爐主蒸汽出口F91鍛造斜三通的研發 600MW鍋爐主蒸汽出口F91鍛造斜三通的研發
格式:pdf
大小:181KB
頁數:2P
對火力發電廠主蒸汽出口f91鍛造斜三通的制造進行了敘述,并介紹了制造過程,實踐證明我國已經有能力生產此類三通,可以大力推廣應用。
編輯推薦下載
600MW機組主汽門防誤關功能的研究改造 600MW機組主汽門防誤關功能的研究改造
格式:pdf
大小:128KB
頁數:未知
4.5
針對汽機控制系統液壓伺服模件imhss03因可靠性問題造成主汽門關閉的異常停機事故,某廠熱控專業組織技術人員進行攻關,分析汽輪機主汽門伺服閥的工作原理,并通過多次試驗進行驗證,成功實現了即使imhss03模件出現故障,也能保證伺服閥擁有激勵電流輸入,使主汽門具有防誤關功能。
600mw機組焊接技術及其應用
格式:pdf
大小:70KB
頁數:7P
4.4
600mw機組焊接技術及其應用 夏晨暉黑龍江省哈爾濱電力科學研究院(150030) 李洪健哈爾濱黑龍江省火電第三工程公司(150030) 【摘要】圍繞哈爾濱第三發電廠2臺600mw機組建設安裝生產實際,對高參數大容量火電建設工程中的焊接技術特點及其應 用進行了深入的探討,為今后同類型機組的建設施工提供科學依據。 【關鍵詞】600mw機組;焊接技術;安裝施工 0 前言 “八五”期間,我國電力建設事業發展迅速,高參數、大容量火力發電機組相繼建成投產,火電裝機容量不斷增大,管道焊 口的規格、鋼材、焊接材料的使用日趨復雜,對工程焊接工藝、焊接質量的要求越來越嚴格,因此認真地調查分析大型火力 發電機組安裝建設中焊接技術以及應用,總結經驗,為以后的焊接施工提供參考和依據很有必要。 1 工程概況 1.1工程簡介 哈爾濱第三發電廠二期2臺600mw機組
600MW機組主蒸汽管披肩三通制作及焊接熱門文檔
600MW超臨界機組工程焊接質量管理控制 600MW超臨界機組工程焊接質量管理控制
格式:pdf
大小:28KB
頁數:3P
4.6
600mw超臨界火電機組中運用了大量的高合金材質鋼材,因此應對其焊接進行嚴格的質量管理控制。介紹了首陽山2號機組工程的焊接質量管理與實踐工藝,主要包括:焊材的選用、焊接質量管理、焊接施工管理、焊接過程中的難點處理等。
600MW機組仿真機考試組題
格式:pdf
大小:168KB
頁數:9P
4.5
組別類型序號題目 第01組正常操作題1jz010#31汽泵停運 2lz010 a汽泵并入系統 運行 3dz010 #3機組運行, #3柴油機試運 行 事故處理題1dg010#3a汽機變高壓側內部短路處 理 2jg010 凝汽器水位異 常 3lg011 #3a引風機喘振 組別類型序號題目 第02組正常操作題1jz15#3機電泵正常停運 2lz13 協調減負荷 550mw—450mw 3dz08#01備用變由“熱備用”轉“檢修” 事故處理題1dg15#3a汽機變低壓側接地短路處理 2jg12 真空下降 3lg15 水冷壁泄漏 組別類型序號題目 第03組正常操作題1jz09#3機閉式水冷卻器由#32切換 至#31運行 2lz02 a送風機啟動 3dz046kv工作ⅲa段備用電源進
600MW機組主汽調節閥組CFD流場分析及降壓損改進 600MW機組主汽調節閥組CFD流場分析及降壓損改進
格式:pdf
大小:543KB
頁數:未知
4.6
某600mw發電機組自投產以來汽輪機高壓主汽調節閥組存在壓力損失偏大的問題。通過計算流體動力學cfd技術對閥組進行建模計算分析,并根據現場條件進行改造,有效解決了高壓閥組壓力損失大的問題,取得了明顯的節能效果和經濟效益。
600MW機組設置汽輪機自啟動系統
格式:pdf
大小:7KB
頁數:2P
4.6
1、一般汽輪機自啟動系統包括哪些子程序? (1)周期控制任務子程序p00 (2)高、中壓力轉子應力計算子程序p01、p16 (3)汽輪機金屬溫度監視子程序p02 (4)盤車監控子程序p03 (5)轉子應力控制子程序p04 (6)偏心度和振動監控子程序p05 (7)水檢測和疏水閥控制子程序p06 (8)atc目標值和升速/變負荷速率控制子程序p07 (9)軸承油溫和金屬溫度監控子程序p08 (10)發電機監控子程序p09 (11)軸封蒸汽、排汽和凝汽器真空監視子程序p10 (12)差脹及軸向位移子程序p11 (13)背壓與再熱汽溫的關系子程序p12 (14)傳感器故障探測子程序p13 (15)暖機子程序p14 (16)順序控制子程序p15 2、600mw汽輪機旁路系統一般具有哪些功能? (
600MW機組主蒸汽管披肩三通制作及焊接精華文檔

600MW機組鍋爐啟動系統解析
格式:pdf
大小:279KB
頁數:20P
4.8
1 600mw機組鍋爐啟動系統 施晶 一、概述 直流鍋爐靠給水泵的壓力,使鍋爐中的水、汽水混合物和蒸汽一次通過全部 受熱面。超臨界直流鍋爐在啟動前必須由鍋爐給水泵建立一定的啟動流量和啟動 壓力,強迫工質流經受熱面。由于直流鍋爐沒有汽包作為汽水分離的分界點,水 在鍋爐管中加熱、蒸發和過熱后直接向汽輪機供汽。因此,直流鍋爐必須設置一 套特有的啟動系統,以保證鍋爐啟、停過程中或低負荷運行過程中水冷壁的安全 和正常供汽。 1、啟動壓力 直流鍋爐的啟動壓力指鍋爐啟動前在水冷壁系統中建立的初始壓力,它的選 取與下列因素有關: (1)、受熱面的水動力特性。隨著壓力的提高,能改善或避免水動力不穩定,減 輕消除管間脈動。 (2)、汽水膨脹現象。啟動壓力越高,汽水比體積差越小,汽水膨脹越小,可以 縮小啟動分離器的容量。 (3)、給水泵的電耗。啟動壓力越高,啟動過程中給水泵的電耗越大。 為了
600MW機組調試大綱(EH部分)
格式:pdf
大小:2.3MB
頁數:51P
4.4
600mw機組調試大綱(eh部分) 總述 我廠600mw機組eh系統主要包括下列部套: 1)d600b-331000a高壓調節閥油動機 2)d600b-333000a中壓調節閥油動機 3)d600b-339000a油動機支架 4)d600b-343000a中壓調節閥杠桿機構 5)d600b-352000a高壓調節閥限位開關盒(no1、2、4) 6)d600b-353000a高壓調節閥限位開關盒(no3) 7)d600b-354000a高壓主汽閥限位開關盒 8)d600b-355000a中壓調節閥限位開關盒 9)d600b-356000a中壓主汽閥限位開關盒 10)d600b-361000a高壓調節閥操縱座(no1、2、4) 11)d600b-369000a高壓
典型的600MW機組調試大綱
格式:pdf
大小:93KB
頁數:76P
4.4
附錄二典型的600mw機組調試大綱 1前言 為確保工作能優質、有序、準點、安全、文明、高效地進行,確保 工程能符合“更安全、更可靠、更先進、更經濟、更規范、更環保;創 國際一流”的“六更一創”要求,為使參加調試工作的各方對國產引進 型600mw燃煤機組的調試過程及要求有較全面的了解,特制定本啟動調 試大綱。 調試大綱是機組啟動調試階段綱領性文件,通過調試技術納總和各 參戰單位的協作配合,貫徹執行調試大綱,最終使整個機組高水平地完 成調試工作,高水平地達標投產及工程創優。 本大綱適用于xxxx發電廠一期工程(2×600mw機組)的整個啟動 調試過程,調試單位及各參建單位必須遵守本調試大綱。 2工程及設備概況 2.1工程概況 xx發電廠一期工程(2×600mw機組)鍋爐、汽輪機、發電機組分 別由xx鍋爐有限公司、xx汽輪機有限公司、xx汽輪發電機有限公
600MW機組主蒸汽管披肩三通制作及焊接最新文檔
600MW機組凝泵變頻控制策略改造 600MW機組凝泵變頻控制策略改造
格式:pdf
大小:193KB
頁數:2P
4.7
本文介紹了湖北能源集團鄂州發電有限公司二期2×600mw凝泵變頻控制對象改造方案,針對目前凝結水泵耗電量較高,變頻節能效果不明顯和除氧器水箱水位節流調節損失較大的問題,在原凝結水泵變頻控制的基礎上通過對控制對象進行分析,改變原控制策略,在確保除氧器水位全程控制穩定的同時,進一步降低了凝結水泵的功耗,節能效果顯著。
600MW機組吸風機變頻改造及應用 600MW機組吸風機變頻改造及應用
格式:pdf
大小:219KB
頁數:1P
4.5
分析我公司吸風機長期處于低出力區域運行的問題。通過吸風機變頻改造,降低廠用電率,獲得了很好的節能效果,為吸風機變頻推廣提供了借鑒。
哈三電廠600MW汽輪機組通流改造經濟性分析 哈三電廠600MW汽輪機組通流改造經濟性分析
格式:pdf
大小:409KB
頁數:3P
4.4
用新型高效葉片和新一代亞臨界成型技術,對哈三電廠600mw汽輪機組進行通流改造。通過試驗分析,改造效果明顯,汽輪機組熱經濟性能得到提高。
600MW機組電廠經濟指標及評價
格式:pdf
大小:74KB
頁數:10P
4.8
12.3經濟評價 注冊資本金比例:20%;融資利率:5.76%(按季結息);還 款方式:本息等額償還;還款年限:17年(其中含寬限期2年) 12.3.2經濟評價原始數據 計算期20年(不含建設期) 折舊年限15年 殘值率5% 修理費2.5% 平均材料費9元/mwh 其他費用13.5元/mwh 水費1.8元/mwh 定員479人(含脫硫部分定員2
600MW機組除塵器升級改造及效益評價
格式:pdf
大小:238KB
頁數:3P
4.6
元寶山發電有限責任公司2號600mw機組配套電除塵器由于設計效率低、燃燒煤種變化、設備老化等多方面原因,除塵效率下降,除塵器出口煙塵排放濃度超標嚴重。為了滿足新的《火電廠大氣污染物排放標準》的要求,對元寶山發電有限責任公司2號機組配套電除塵器進行升級改造,將原有的4臺四電場靜電除塵器增效改造為4臺電袋復合式除塵器。通過電除塵器的改造,降低了除塵器出口粉塵排放濃度,提高了除塵效率,保證了2號機組電除塵器的安全穩定運行.
300MW汽輪機組潤滑油管道焊接三通開裂分析 300MW汽輪機組潤滑油管道焊接三通開裂分析
格式:pdf
大小:6.7MB
頁數:3P
4.5
通過采用體視鏡、金相以及掃描電鏡分析了潤滑油管焊接三通的開裂原因。研究表明,三通交叉焊縫尖角處的未熔合缺陷是開裂的主要原因。長期在應力集中作用下,焊接缺陷的存在容易作為裂紋源誘發裂紋。一定工作條件下由于外部載荷的作用,如過載、震動等,也會促進裂紋的擴展。
600MW反應堆壓力容器的焊接
格式:pdf
大小:3.6MB
頁數:6P
4.7
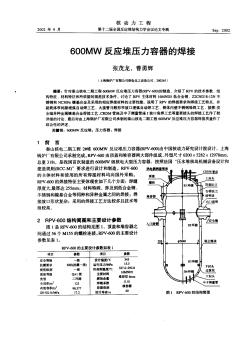
600mw反應堆壓力容器的焊接 作者:張茂龍,曹勇輝 作者單位:上海鍋爐廠有限公司核電化工設備公司 相似文獻(3條) 1.期刊論文吳通.張茂龍.陸皓600mw反應堆壓力容器徑向支承塊特厚件鎳基合金焊接-鍋爐技術2003,34(5) 600mw反應堆壓力容器(rpv-600)的徑向支承塊的焊接存在較多的困難因素:屬于異種金屬焊接接頭;焊接材料可焊性差;焊縫位置較深等.在多次試驗、討論后,提出了一套合理的完整的焊接規范,使焊接質量達到了規定的技術要求.重點對鎳基合金的焊接性、打磨工藝等其它輔助工藝措施作了重點的研究. 2.期刊論文李華綱.楊進600mw反應堆壓力容器精度檢測-鍋爐技術2004,35(2) 壓力容器制造精度采用坐標測量系統檢測是新型檢測技術.介紹壓力容器上實體元素的測量,測量坐標系的建立與轉換,以設計基準評定制造精度. 3.學
08主蒸汽管道焊接技術措施
格式:pdf
大小:95KB
頁數:9P
4.5
主蒸汽管道焊接技術措施 編號:ⅲ-sr-hj-a-08 第1頁/共9頁 1.概況簡介: 1.1石家莊東方熱電股份有限公司熱電四廠三期擴建工程1×260t/h煤粉 鍋爐為東方鍋爐集團設計制造的dg260j/9.81-ⅱ1型超高壓數、四角切圓 燃燒方式、液態排渣、平衡通風、自然循環全鋼構架汽包爐。鍋爐半露天 布置。單根主蒸汽管道由爐頂標高為42.230米集汽集箱的右端引出。 1.2本措施適用于石家莊東方熱電股份有限公司熱電四廠三期擴建工程1 ×260t/h煤粉鍋爐主蒸汽管道的焊接施工。 1.3主蒸汽管道的材質、規格及焊接工作量詳見附表。 2.執行標準: 2.1《火力發電廠焊接技術規程》dl/t869-2004 2.2《火電施工質量檢
600MW燃煤機組汽動引風機節能減排評估 600MW燃煤機組汽動引風機節能減排評估
格式:pdf
大小:239KB
頁數:未知
4.5
針對大型燃煤機組改造項目,將給水泵汽輪機驅動引風機的方式應用于600mw燃煤機組,對其節能減排效果進行評估和分析。計算和分析結果表明:相比于電動機驅動方式,給水泵汽輪機驅動方式具有減少廠用電量、降低供電煤耗、提高發電廠收益、減少污染物排放等優點,其中在亞臨界壓力機組上應用的節能減排效果最佳。
600MW主蒸汽管道溫度套管漏泄的原因分析及處理方法 600MW主蒸汽管道溫度套管漏泄的原因分析及處理方法
格式:pdf
大小:198KB
頁數:未知
4.4
分析了某電廠主蒸汽管道不銹鋼材料的溫度測點套管泄漏的原因,闡述了主蒸汽管道溫度套管改進的安裝及焊接工藝。
600MW機組主蒸汽管披肩三通制作及焊接相關
文輯推薦
知識推薦
百科推薦


職位:建筑工程
擅長專業:土建 安裝 裝飾 市政 園林


