

(完整)35KV及以下高壓電纜熱縮型連接頭制作工法
格式:pdf
大小:106KB
頁數:13P
人氣 :87
 4.6
4.6
1 35KV及以下高壓電纜熱縮型連接頭制作工法 中國化學工程第六建設公司 供電系統中常用的高壓電纜,以前多為油浸式,目前交聯聚乙烯電纜因 其性能優良而得到廣泛應用,新建廠礦已普遍采用這種電纜。為解決 35KV交 聯聚乙烯三相統包電纜連接頭以及交聯電纜與油浸電纜連接的制作工藝。中 化六公司與吉化計電安裝公司開發了此工法。 一、適用范圍 本工法解決了高壓電纜間連接的問題,特別是解決了兩代(交聯、油 浸)電纜間銜接的問題,為老一代油浸電纜的再利用開辟了一條新路。它適 用于新建和改、擴建工程的電纜施工中,可以利用老系統中大量有價值的油 浸電纜,減少工程投資和施工量,縮短工期,一旦全國各廠礦、企業推廣應 用,將產生巨大的社會和經濟效益。 二、工藝原理 本工法選用近年新研制的高性能熱縮材料--多相聚合物輻射交聯熱縮 材料的管材和填充膠帶,在制作中可根據不同的需要填加達到具有某種特征 功能的材料,它在



35KV及以下高壓電纜熱縮型連接頭制作工法
格式:pdf
大小:107KB
頁數:13P
1 35kv及以下高壓電纜熱縮型連接頭制作工法 中國化學工程第六建設公司 供電系統中常用的高壓電纜,以前多為油浸式,目前交聯聚乙烯電纜因 其性能優良而得到廣泛應用,新建廠礦已普遍采用這種電纜。為解決35kv交 聯聚乙烯三相統包電纜連接頭以及交聯電纜與油浸電纜連接的制作工藝。中 化六公司與吉化計電安裝公司開發了此工法。 一、適用范圍 本工法解決了高壓電纜間連接的問題,特別是解決了兩代(交聯、油 浸)電纜間銜接的問題,為老一代油浸電纜的再利用開辟了一條新路。它適 用于新建和改、擴建工程的電纜施工中,可以利用老系統中大量有價值的油 浸電纜,減少工程投資和施工量,縮短工期,一旦全國各廠礦、企業推廣應 用,將產生巨大的社會和經濟效益。 二、工藝原理 本工法選用近年新研制的高性能熱縮材料--多相聚合物輻射交聯熱縮 材料的管材和填充膠帶,在制作中可根據不同的需要填加達到具有某種特征 功能的材料,它在
03電纜熱縮型連接頭講解
格式:pdf
大小:1.5MB
頁數:8P
標題:6-10kv交聯聚乙烯電纜熱縮 型連接頭施工作業指導書 標準編號:q/jh121.10503.03-2004 第2版第0次修改 歸口部門:工程管理部批準人:梁鳳山修訂時間:2004.04 中油吉林化建工程股份有限公司2004-06-01批準2004-07-01實施 1總則 本作業指導書規定了6—10kv交聯聚乙烯電纜熱縮型連接頭現場施工操作工藝與質量 標準。適用于6—10kv交聯聚乙烯電纜熱縮型連接頭的現場施工操作。 2設備或材料要求 2.1引用標準 《電氣裝置工程安裝施工及驗收規范》(gb50172—92)第六節 《吉林省10kv及以下電氣安裝規程》第三章第五節。 參考資料 石化總公司上海石化總廠的《電力電纜的安裝與運行》。 吉林市輻射化學研究所的《lsy—10系列10kv三芯交聯
編輯推薦下載

KV熱縮高壓電纜中間接頭制作過程
格式:pdf
大小:661KB
頁數:4P
4.5
kv熱縮高壓電纜中間接頭制作 過程 ————————————————————————————————作者: ————————————————————————————————日期: 10kv高壓電纜中間接頭制作詳細過程 本次接頭制作選用jsy10/3.270-120mm熱縮套件,浙江紅光金具電器有限公司生產。 1,切割電纜。將待接頭的兩段電纜自斷口處交疊,交疊長度為200~300mm;量取交疊長度的中心線并作記 號,同時將黑色填充保留后翻,不要割斷。 2,芯線處理:將熱縮套件中一長一短兩根直徑最大的黑色塑料管分別套入兩段電纜,然后處理線芯。 3,鉛筆頭特寫 鉛筆頭處理用來分散電場分布應力。 4,清潔半導層 用附帶的清洗劑清潔芯線(注意整個過程操作者要保持手的干凈) 5,包纏應力疏散膠并套入應力控制管(圖中黑色短管) 6,烘烤應力控制管 右側為烘好的應力管 7,在長端尾部套入
電纜熱縮型連接頭
格式:pdf
大小:1.5MB
頁數:8P
4.5
標題:6-10kv交聯聚乙烯電纜熱縮 型連接頭施工作業指導書 標準編號:q/jh121.10503.03-2004 第2版第0次修改 歸口部門:工程管理部批準人:梁鳳山修訂時間:2004.04 中油吉林化建工程股份有限公司2004-06-01批準2004-07-01實施 1總則 本作業指導書規定了6—10kv交聯聚乙烯電纜熱縮型連接頭現場施工操作工藝與質量 標準。適用于6—10kv交聯聚乙烯電纜熱縮型連接頭的現場施工操作。 2設備或材料要求 2.1引用標準 《電氣裝置工程安裝施工及驗收規范》(gb50172—92)第六節 《吉林省10kv及以下電氣安裝規程》第三章第五節。 參考資料 石化總公司上海石化總廠的《電力電纜的安裝與運行》。 吉林市輻射化學研究所的《lsy—10系列10kv三芯交聯
35KV及以下高壓電纜熱縮型連接頭制作工法熱門文檔

KV高壓電纜接頭制作
格式:pdf
大小:15.6MB
頁數:22P
4.4
v1.0??????1??????????????????jsy10/70-120mm????,???????????????1???????????????????????????200~300mm?????????????????????????????????2??????????????????????????????jsy10/70-120mm?????????????????????????????????????? v1.0??????23?????????????????????? v1.0??????34??????????????????????????????????? v1.0??????45???????????????????????? v1.0??????

35KV高壓電纜頭制作
格式:pdf
大小:9KB
頁數:1P
4.5
35kv高壓電纜頭制作: 外皮去800,留50屏蔽,綁地線,留50半導電(刀口處一定要 做出個斜坡,否則影響使用壽命)。纏半導電帶,縮應力管,縮紅色 管,
 35kV電纜熱縮型接頭電場分析
35kV電纜熱縮型接頭電場分析 35kV電纜熱縮型接頭電場分析
格式:pdf
大小:180KB
頁數:4P
4.6
隨著城網改造的不斷深入,電力電纜在城網改造中的作用越來越重要。因此影響電纜安全運行的關鍵因素——電纜附件也逐漸引起人們的重視。據統計,去除人為外力原因,附件故障占電纜故障的70%以上。本文根據我局十幾年的交聯電纜運行經驗;著重對現主要使用的熱縮附件進行電氣性能分析,并提出一些改進意見。

10KV高壓電纜接頭制作 (3)
格式:pdf
大小:16.4MB
頁數:22P
4.3
??????????????????jsy10/3.270-120mm????,???????????????1???????????????????????????200~300mm?????????????????????????????????2??????????????????????????????jsy10/3.270-120mm?????????????????????????????????????? 3?????????????????????? 4??????????????????????????????????? 5???????????????????????? 6????????????????? 7????????????? 8???????????????????????
35KV及以下高壓電纜熱縮型連接頭制作工法精華文檔

10KV高壓電纜中間熱縮接頭制作詳細過程
格式:pdf
大小:10.6MB
頁數:11P
4.7
實用文案 標準文檔 10kv高壓電纜中間接頭制作詳細過程! 本次接頭制作選用jsy10/3.270-120mm熱縮套件,浙江紅光金具電器有限公司生產。 1,切割電纜。將待接頭的兩段電纜自斷口處交疊,交疊長度為200~300mm;量取交疊長度的中心線并作記 號,同時將黑色填充保留后翻,不要割斷。 附件1141546154954.jpg(94.82kb)2006-3-516:09 2,芯線處理:將熱縮套件中一長一短兩根直徑最大的黑色塑料管分別套入兩段電纜,然后處理線芯。 附件1141546262557.jpg(105.98kb)2006-3-516:11 3,鉛筆頭特寫 鉛筆頭處理用來分散電場分布應力。 實用文案 標準文檔 附件1141546342312.jpg(100.29kb)2006-3-516:12 4,清潔半導層 用附帶的清洗劑清

10KV高壓電纜中間熱縮接頭制作詳細過程 (2)
格式:pdf
大小:10.6MB
頁數:11P
4.3
實用文案 標準文檔 10kv高壓電纜中間接頭制作詳細過程! 本次接頭制作選用jsy10/3.270-120mm熱縮套件,浙江紅光金具電器有限公司生產。 1,切割電纜。將待接頭的兩段電纜自斷口處交疊,交疊長度為200~300mm;量取交疊長度的中心線并作記 號,同時將黑色填充保留后翻,不要割斷。 附件1141546154954.jpg(94.82kb)2006-3-516:09 2,芯線處理:將熱縮套件中一長一短兩根直徑最大的黑色塑料管分別套入兩段電纜,然后處理線芯。 附件1141546262557.jpg(105.98kb)2006-3-516:11 3,鉛筆頭特寫 鉛筆頭處理用來分散電場分布應力。 實用文案 標準文檔 附件1141546342312.jpg(100.29kb)2006-3-516:12 4,清潔半導層 用附帶的清洗劑清

KV高壓電纜中間熱縮接頭制作詳細過程
格式:pdf
大小:10.7MB
頁數:11P
4.6
10kv高壓電纜中間接頭制作詳細過程! 本次接頭制作選用jsy10/70-120mm熱縮套件,浙江紅光金具電器有限公司生產。 1,切割電纜。將待接頭的兩段電纜自斷口處交疊,交疊長度為200~300mm;量取交疊長度的中心線并作 記號,同時將黑色填充保留后翻,不要割斷。 附件.jpgkb)2006-3-516:09 2,芯線處理:將熱縮套件中一長一短兩根直徑最大的黑色塑料管分別套入兩段電纜,然后處理線芯。 附件.jpgkb)2006-3-516:11 3,鉛筆頭特寫 鉛筆頭處理用來分散電場分布應力。 附件.jpgkb)2006-3-516:12 4,清潔半導層 用附帶的清洗劑清潔芯線(注意整個過程操作者要保持手的干凈) 附件.jpgkb)2006-3-516:13 5,包纏應力疏散膠并套入應力控制管(圖中黑色短管) 附件.jpgkb)2006-
井下高壓電纜熱縮接頭制作關鍵程序分析與控制 井下高壓電纜熱縮接頭制作關鍵程序分析與控制
格式:pdf
大小:173KB
頁數:3P
4.4
在井下潮濕、多塵環境下,高壓電纜熱縮接頭施工質量不易保證。結合生產實踐和熱縮接頭的施工過程進行分析,認為施工的環境控制與保護、電應力管和鉛筆頭的制作、施工火焰溫度的控制和最終的耐壓試驗是施工的關鍵程序,對4個步驟進行有效控制,可解決井下熱縮接頭施工質量不高的問題,確保井下的供電安全。
35KV及以下高壓電纜熱縮型連接頭制作工法最新文檔
高壓電纜頭制作工法_secret
格式:pdf
大小:159KB
頁數:4P
4.4
高壓電纜頭的制作,我相信每一位電修的員工再熟悉不過了,本文從理論上詳細 分析講解高壓電纜的結構和實際制作工藝要求,我私下認為是一篇好文章推薦給 大家。 有關絕緣的三個問題 1、從交聯聚乙烯電纜的結構中可以看出,在電纜主絕緣層外面有一層外半導體 和銅屏蔽,如果電纜中這層外半導體層和銅屏蔽不存在,那么三芯電纜中芯與芯 之間會不會發生絕緣擊穿? 2、在三芯電纜終端頭中必然有一小段電纜的外半導體和銅屏蔽層被剝除,那么 該小段電纜是不是薄弱環節? 3、能否通過少剝除外半導體和銅屏蔽層(盡量保留較長的外半導體和銅屏蔽層) 的辦法來克服這個問題?保留較長外半導體和銅屏蔽層有什么壞處? 在電纜結構上的所謂“屏蔽”,實質上是一種改善電場分布的措施。電纜導 體由多根導線絞合而成,它與絕緣層之間易形成氣隙,導體表面不光滑,會造成 電場集中。在導體表面加一層半導電材料的屏蔽層,它與被屏蔽的

10KV高壓電纜接頭制作 (2)
格式:pdf
大小:15.6MB
頁數:22P
4.8
..??????????????????jsy10/3.270-120mm????,???????????????1???????????????????????????200~300mm?????????????????????????????????2??????????????????????????????jsy10/3.270-120mm?????????????????????????????????????? ..3?????????????????????? ..4??????????????????????????????????? ..5???????????????????????? ..6????????????????? ..7????????????? .
高壓電纜頭制作工法
格式:pdf
大小:3.7MB
頁數:15P
4.4
電纜附件制作施工工法 編制人:許金嶺沈偉房煥霞 單位:山東正泰工業設備安裝有限公司 時間:二00八年十一月 電纜附件制作工法 山東正泰工業設備安裝有限公司 許金嶺、沈偉、房煥霞 1.前言 在電氣施工過程中電纜終端頭是將電纜與其它電氣設備連接的部件,電纜中 間頭是將兩根電纜連接起來的部件,電纜終端頭與中間頭統稱為電纜附件。為保 證電纜終端與電纜本體同樣長期安全運行,以及相同的使用壽命。電纜附件應具 有良好的性能。同時也保證施工全過程的安全、質量、環保等問題。 2.工法特點 2.1線芯聯接好,主要是聯接電阻小而穩定,能夠經受起故障電流的沖擊; 長期運行后其接觸電阻不能大于電纜線芯,滿足一定的機械強度,耐振動、耐腐 蝕、體積小、便于安裝,成本低。 2.2絕緣性好:電纜附件的絕緣性能高于電纜本體,絕緣材料的介質耗低, 能改變電場分布的措施,在結構上能對電場的突變完善

10KV高壓電纜接頭制作
格式:pdf
大小:16.4MB
頁數:22P
4.7
???word,???????????????????????jsy10/3.270-120mm????,???????????????1???????????????????????????200~300mm?????????????????????????????????2??????????????????????????????jsy10/3.270-120mm?????????????????????????????????????? ???word,?????3?????????????????????? ???word,?????4??????????????????????????????????? ???word,?????5???????????????????????? ???
10KV高壓電纜接頭制作 (2)
格式:pdf
大小:83KB
頁數:2P
4.6
頁眉內容 精心整理 高壓電纜中間接頭制作 本次接頭制作選用jsy10/3.270-120mm熱縮套件,浙江紅光金具電器有限公司生產。 1,切割電纜。將待接頭的兩段電纜自斷口處交疊,交疊長度為200~300mm;量取交疊長度的中心 線并作記號,同時將黑色填充保留后翻,不要割斷。 2,芯線處理(本次制作選用熱縮套件為浙江紅光金具電器有限公司的jsy10/3.270-120mm) 將熱縮套件中一長一短兩根直徑最大的黑色塑料管分別套入兩段電纜,然后處理線芯 3,鉛筆頭特寫 鉛筆頭處理用來分散電場分布應力。 4,清潔半導層 用附帶的清洗劑清潔芯線(注意整個過程操作者要保持手的干凈) 5,包纏應力疏散膠并套入應力控制管(圖中黑色短管) 6,烘烤應力控制管 右側為烘好的應力管 7,在長端尾部套入屏蔽銅網。 8,在長端依次套入絕緣材料,短端套入內半導電管; 在長端按圖所示,依次套入(1,內層紅色
低壓熱縮電纜頭制作工法
格式:pdf
大小:1.2MB
頁數:8P
4.3
低壓熱縮電纜頭制作工法 低壓熱縮電纜頭制作工法 電力電纜是電氣工程的重要組成部分之一,它的作用是用來傳輸 和分配電能的。電力電纜是由絕緣芯線,絕緣護套及保護層等部分所 組成。為能適應各種復雜的敷設環境,電力電纜都被設計成具有良好 的絕緣性能,防水性能和機械性能。但是,當電力電纜與用電設備連 接時,因為電纜的終端部分必須被剖開,所以,電纜的終端部分的各 項性能均遭到破壞。為了恢復電纜終端部分的各項性能,需要對電纜 終端進行特殊處理,以滿足上述要求。對電纜終端所進行的處理過程 就是“電纜終端頭”的制作過程。 “熱縮電纜終端頭”是一種新的電纜頭制作方法,這種方法是把 一種用“熱縮材料”制成的電纜頭附件套入電纜終端的指定位置上, 然后進行加熱,加熱后的附件可自動收縮,并緊箍在電纜終端上,從 而起到絕緣、密封的作用。 一、特點 “熱縮電纜頭”具有體積小,重量輕,結構簡單,密封性能
水浸35kV高壓電纜的絕緣處理 水浸35kV高壓電纜的絕緣處理
格式:pdf
大小:155KB
頁數:未知
4.5
主要介紹了常規35kv高壓電纜頭制作工藝以及水浸高壓電纜的絕緣修復處理方法。通對總結深陽電站水淹電纜絕緣修復處理方法,并在紅椿電站的水毀修復中應用,從而提煉了一套行之有效的水浸高壓電纜絕緣處理方法,對于同類型電纜有很好的參考價值和指導意義。

高壓電纜冷縮型電纜頭制作工藝及其注意事項
格式:pdf
大小:10KB
頁數:2P
4.6
高壓電纜冷縮型電纜頭制作工藝流程 及其注意事項 在電力系統中,電纜以其施工維護方便、供電可靠性高等特點得 以廣泛應用。冷縮電纜頭由于現場施工簡單方便,其冷縮管具有彈性, 只要抽出內芯尼龍支撐條,即可緊緊貼服在電纜上,不需要使用加熱 工具,克服了熱縮材料在電纜運行時,因熱脹冷縮而產生的熱縮材料 與電纜本體之間的間隙,因而得到了越來越廣泛的應用。 一、冷縮電纜頭制作的基本工藝原理 利用冷縮管的收縮性,使冷縮管與電纜完全緊貼,同時用半導體 自粘帶密封端口,使其具有良好的絕緣和防水防潮效果。 二、冷縮電纜頭制作的基本工藝流程 1、剝外護套 將電纜校直、擦凈。剝去從安裝位置到接線端子的外護套(可將 恒力彈簧暫時繞在外護套切斷處,以方便剝去外護套)。 2、鋸鋼鎧 暫用恒力彈簧順鋼鎧將鋼鎧扎住,然后順鋼鎧包緊方向鋸一環形 深痕,(不要鋸斷第二層鋼鎧,防止傷到電纜),用一字螺絲刀撬起
KV高壓電纜型
格式:pdf
大小:57KB
頁數:4P
4.5
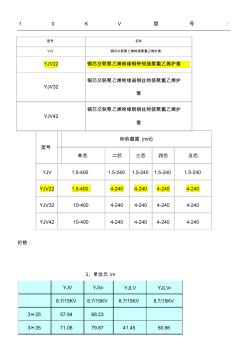
10kv型號: 型號名稱 yjv銅芯交聯聚乙烯絕緣聚氯乙烯護套 yjv22銅芯交聯聚乙烯絕緣鋼帶鎧裝聚氯乙烯護套 yjv32 銅芯交聯聚乙烯絕緣細鋼絲鎧裝聚氯乙烯護 套 yjv42 銅芯交聯聚乙烯絕緣粗銅絲鎧裝聚氯乙烯護 套 型號 標稱截面(mm2) 單芯二芯三芯四芯五芯 yjv1.5-4001.5-2401.5-2401.5-2401.5-240 yjv221.5-4004-2404-2404-2404-240 yjv3210-4004-2404-2404-2404-240 yjv4210-4004-2404-2404-2404-240 價格: 3、單位元/m yjvyjv22yjlvyjlv22 8.7/15kv8.7/15kv8.7/15kv8.7/15kv 3×2557.9466.23 3×35
35KV及以下高壓電纜熱縮型連接頭制作工法相關
文輯推薦
知識推薦
百科推薦


職位:土木工程
擅長專業:土建 安裝 裝飾 市政 園林


