

35CrMo法蘭與20g管的焊接工藝
格式:pdf
大小:88KB
頁數:2P
人氣 :90
 4.8
4.8
為了研究并制定一套35CrMo法蘭和20g鋼管焊接適用的工藝方法來滿足實際生產的需要,通過對兩種材料的焊接性分析,選擇合適的焊接材料、焊接工藝和焊后的熱處理措施,采用氬電聯焊的方法對35CrMo法蘭和20g鋼管進行焊接,并對焊縫進行了無損檢測和金相試驗。經過焊后質量檢驗得知,獲得的產品質量合格。由此證明了異種鋼的焊接工藝的選取是符合要求的。



 35CrMo法蘭與Q345管材的焊接工藝
35CrMo法蘭與Q345管材的焊接工藝 35CrMo法蘭與Q345管材的焊接工藝
格式:pdf
大小:285KB
頁數:2P
采用氬電聯焊的方法焊接35crmo和q345(16mn)鋼。此類異種鋼的焊接要注意焊前預熱和焊后熱處理。按正確的工藝焊接,焊后檢驗合格。
35CrMo焊接工藝規程-WPS
格式:pdf
大小:43KB
頁數:2P
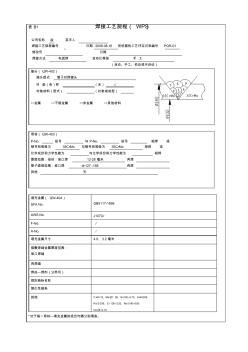
表b1焊接工藝規程(wps) 公司名稱鹽簽字人 焊接工藝規程編號日期2008.08.16所依據的工藝評定記錄編號pqr-01 修改號日期 焊接方法電弧焊自動化等級手工 (自動、手工、機動或半自動) 接頭(qw-402) 接頭型式管子對焊接頭 襯墊(有)樣(無)√ 襯墊材料(型式)(襯墊或成型) □金屬□不熔金屬□非金屬□其他材料 母材(qw-403) p-no.組號與p-no.組號相焊或 鋼號和等級為35crmo與鋼號和等級為35crmo相焊或 化學成份和力學性能為與化學成份和力學性能為相焊 厚度范圍:母材:坡口焊12-28毫米角焊 管子直徑范圍:坡口焊φ127-168角焊 其他無 填充金屬(qw-404) sfano.gb5117-1
編輯推薦下載
35CrMo鋼高壓管線的焊接工藝 35CrMo鋼高壓管線的焊接工藝
格式:pdf
大小:1.1MB
頁數:4P
4.4
利用oktigrod55焊絲,采用手工鎢極氬弧焊對35crmo高壓水泥固井管線進行整管焊接試驗,焊后進行了焊接接頭的拉伸、彎曲、沖擊等力學性能試驗,測試硬度,并檢驗了焊縫宏觀形貌,觀察了焊縫微觀組織。結果表明,采用擬訂的焊接工藝參數和熱處理方式,焊接接頭力學性能良好,達到項目設計要求;熔合線及熱影響區的沖擊吸收功高達175~191j,主要原因是在二區域內形成了細小、等軸的鐵素體+珠光體組織;焊縫中心的沖擊吸收功相對較低(96j),主要原因是形成了柱狀晶及貝氏體組織。該焊接工藝方案已成功地應用于高壓水泥固井管線建造中。
不等厚35CrMo鋼耐磨板焊接工藝措施 不等厚35CrMo鋼耐磨板焊接工藝措施
格式:pdf
大小:122KB
頁數:1P
4.7
針對不等厚35crmo鋼板拼焊時易產生缺陷的情況,提出采取有效的工藝措施來防止其焊接裂紋及變形的產生,并取得了很好效果。
35CrMo法蘭與20g管焊接工藝熱門文檔
法蘭焊接工藝
格式:pdf
大小:8KB
頁數:1P
4.4
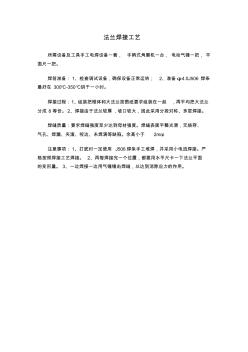
法蘭焊接工藝 所需設備及工具手工電焊設備一套,手柄式角磨機一臺,電動氣錘一把,平 面尺一把。 焊前準備:1、檢查調試設備,確保設備正常運轉;2、準備φ4.0j506焊條 最好在300℃-350℃烘干一小時。 焊接過程:1、組裝把椎體和大法蘭按圖紙要求組裝在一起,再平均把大法蘭 分成8等份。2、焊接由于法蘭較厚,坡口較大,因此采用分段對稱、多層焊接。 焊縫質量:要求焊縫強度至少達到母材強度。焊縫表面平整光滑,無燒穿、 氣孔、焊漏、夾渣、咬邊、未焊滿等缺陷。余高小于2mm。 注意事項:1、打底時一定使用j506焊條手工堆焊,并采用小電流焊接。嚴 格按照焊接工藝焊接。2、再每焊接完一個位置,都要用水平尺卡一下法蘭平面 的變形量。3、一邊焊接一邊用氣錘錘擊焊縫,以達到消除應力的作用。
ZG35CrMo與Q235A的焊接工藝研究 ZG35CrMo與Q235A的焊接工藝研究
格式:pdf
大小:152KB
頁數:3P
4.3
針對材料為zg35crmo和q235a鋼的焊接性進行了分析,從控制裂紋的觀點出發,通過采用低氫型焊接材料、適當的焊接方法和匹配的焊接參數,獲得了滿意的焊接接頭。
20g鋼(板厚20mm)埋弧自動焊焊接工藝評定
格式:pdf
大小:179KB
頁數:8P
4.5
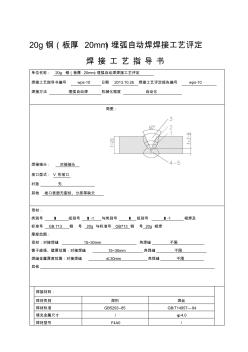
20g鋼(板厚20mm)埋弧自動焊焊接工藝評定 焊接工藝指導書 單位名稱:20g鋼(板厚20mm)埋弧自動焊焊接工藝評定 焊接工藝指導書編號wps-10日期2013.10.26焊接工藝評定報告編號wps-10 焊接方法埋弧自動焊機械化程度自動化 簡圖: 焊接接頭:對接接頭 坡口型式:v形坡口 襯墊無 其他坡口表面無裂紋、分層等缺欠 母材: 類別號ⅰ組別號ⅰ-1與類別號ⅰ組別號ⅰ-1相焊及 標準號gb713鋼號20g與標準號gb713鋼號20g相焊 厚度范圍: 母材:對接焊縫15~30mm角焊縫不限 管子直徑、壁厚范圍:對接焊縫15~30mm角焊縫不限 焊縫金屬厚度范圍:對接焊縫≤30mm角焊縫不限 其他 焊接材料: 焊材類別焊劑焊絲 焊材標準gb5293--85gb/t1
20g鋼板厚20mm埋弧自動焊焊接工藝評定
格式:pdf
大小:179KB
頁數:8P
4.5
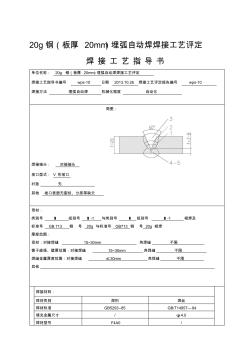
20g鋼(板厚20mm)埋弧自動焊焊接工藝評定 焊接工藝指導書 單位名稱:20g鋼(板厚20mm)埋弧自動焊焊接工藝評定 焊接工藝指導書編號wps-10日期2013.10.26焊接工藝評定報告編號wps-10 焊接方法埋弧自動焊機械化程度自動化 簡圖: 焊接接頭:對接接頭 坡口型式:v形坡口 襯墊無 其他坡口表面無裂紋、分層等缺欠 母材: 類別號ⅰ組別號ⅰ-1與類別號ⅰ組別號ⅰ-1相焊及 標準號gb713鋼號20g與標準號gb713鋼號20g相焊 厚度范圍: 母材:對接焊縫15~30mm角焊縫不限 管子直徑、壁厚范圍:對接焊縫15~30mm角焊縫不限 焊縫金屬厚度范圍:對接焊縫≤30mm角焊縫不限 其他 焊接材料: 焊材類別焊劑焊絲 焊材標準gb5293--85gb/t1

35CrMo法蘭與20g管焊接工藝精華文檔
法蘭焊接工藝標準
格式:pdf
大小:18KB
頁數:1P
4.6
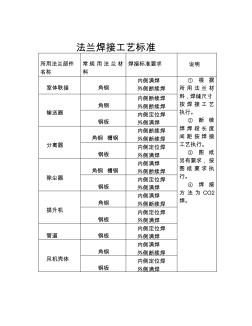
法蘭焊接工藝標準 所用法蘭部件 名稱 常規用法蘭材 料 焊接標準要求說明 室體聯接角鋼 內側滿焊 外側斷續焊 ①根據 所用法蘭材 料,焊縫尺寸 按焊接工藝 執行。 ②斷續 焊焊段長度 間距按焊接 工藝執行。 ③圖紙 另有要求,按 圖紙要求執 行。 ④焊接 方法為co2 焊。 輸送器 角鋼 內側斷續焊 外側斷續焊 鋼板 內側定位焊 外側滿焊 分離器 角鋼槽鋼 內側斷續焊 外側斷續焊 鋼板 內側定位焊 外側滿焊 除塵器 角鋼槽鋼 內側滿焊 外側斷續焊 鋼板 內側定位焊 外側滿焊 提升機 角鋼 內側滿焊 外側斷續焊 鋼板 內側定位焊 外側滿焊 管道鋼板 內側定位焊 外側滿焊 風機殼體 角鋼 內側滿焊 外側斷續焊 鋼板 內側定位焊 外側滿焊
20鋼與15CrMo的異種鋼焊接工藝分析 20鋼與15CrMo的異種鋼焊接工藝分析
格式:pdf
大小:138KB
頁數:2P
4.4
60萬噸/年產甲醇裝置r-52001合成塔靠近塔體第一道焊口出現不同程度的裂紋缺陷,由于塔體管口與升汽管材質不同,對焊接材料選用到焊接過程工藝參數的控制都提出了更高、更嚴的要求,通過選用合適的焊接材料及合理的工藝參數,成功地完成了升氣管缺陷焊口的返修任務。異種鋼的焊接一直是焊接工藝中的一個難點。文章通過對20鋼與15crmo的異種鋼焊接工藝進行探討和分析,為類似的相關設備的檢修提供借鑒和參考。
35CrMo鋼法蘭強韌化處理 35CrMo鋼法蘭強韌化處理
格式:pdf
大小:120KB
頁數:1P
4.4
35crmo鋼法蘭系“10mw高溫氣冷實驗堆”中的零件,在使用過程中承受較強的拉力和沖擊力,要求材料有較好的力學性能。在法蘭的批量生產中,經檢測發現,35crmo鋼的含碳量為低限(只有0.33%),給提高材料的力學性能帶來一定困難,必須采用強韌化新工藝充分挖掘材料潛力,才能滿足技術要求。
35CrMo低合金高強鋼與20鋼管線的焊接 35CrMo低合金高強鋼與20鋼管線的焊接
格式:pdf
大小:22KB
頁數:2P
4.6
1概述某企業在生產石油鉆采專業輸送管道中,法蘭盤材質選用35crmo低合金調質結構鋼,管道主體選用符合gb/t8163—1999規定的-273mm×14mm20鋼管材。
35CrMo法蘭與20g管焊接工藝最新文檔
20G滲鋁鋼管焊接工藝及焊接接頭性能研究 20G滲鋁鋼管焊接工藝及焊接接頭性能研究
格式:pdf
大小:1002KB
頁數:6P
4.4
采用氬電聯焊斷弧工藝對20g滲鋁鋼管(φ25mm)進行焊接,并對滲鋁鋼管焊接接頭的微觀結構、焊縫附近元素分布、焊接工藝評定和抗高溫氧化性等進行試驗研究。試驗結果表明:采用氬電聯焊,a312sl焊條蓋面、手工電弧焊斷弧焊接工藝、合理的坡口焊接20g滲鋁鋼管,可滿足滲鋁鋼焊后的使用要求。
20鋼管-管對接的焊接工藝
格式:pdf
大小:22KB
頁數:3P
4.3
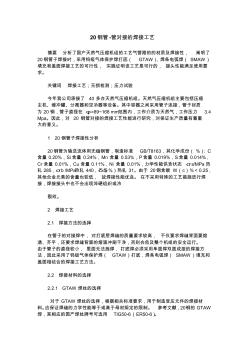
20鋼管-管對接的焊接工藝 摘要分析了國產天然氣壓縮機組的工藝氣管路的的材質及焊接性,闡明了 20鋼管子焊接時,采用鎢級氣體保護焊打底(gtaw),焊條電弧焊(smaw) 填充和蓋面焊接工藝的可行性,實踐證明該工藝是可行的,接頭性能滿足使用要 求。 關鍵詞焊接工藝;無損檢測;壓力試驗 今年我公司承接了40多臺天然氣壓縮機組。天然氣壓縮機組主要包括壓縮 主機、緩沖罐、分離器和空冷器等設備。其中容器之間采用管子連接,管子材質 為20鋼,管子直徑在φ=89~168mm范圍內,工作介質為天然氣,工作壓力3.4 mpa。因此,對20鋼管對接的焊接工藝性能進行研究,對保證生產質量有著重 大的意義。 120鋼管子焊接性分析 20鋼管為輸送流體用無縫鋼管,制造標準gb/t8163,其化學成份(%):c 含量0.20%,si含量0.24%,mn含量0.53%,
20鋼管-管對接的焊接工藝 20鋼管-管對接的焊接工藝
格式:pdf
大小:85KB
頁數:1P
4.8
分析了國產天然氣壓縮機組的工藝氣管路的的材質及焊接性,闡明了20鋼管子焊接時,采用鎢級氣體保護焊打底(gtaw),焊條電弧焊(smaw)填充和蓋面焊接工藝的可行性,實踐證明該工藝是可行的,接頭性能滿足使用要求。
高爐風口大套法蘭焊接工藝 高爐風口大套法蘭焊接工藝
格式:pdf
大小:495KB
頁數:2P
4.5
近幾年我公司在全國各地陸續承建了十幾座高爐煉鐵工程,在高爐本體施工中,風口大套法蘭與爐殼焊接時部分焊口出現開裂。裂紋沿焊縫邊緣呈直線形,具有延時特性,裂紋斷口上沒有明顯的氧化色,結合對焊縫分布和形式特點分析,判斷裂紋性質為冷裂紋。本文以1080m3高爐風口大套
20m3空氣儲罐焊接工藝
格式:pdf
大小:428KB
頁數:10P
4.6
空氣儲罐焊接工藝 圖號:qt10064產品編號:lc-1039 編制: 審核: 日期: 青島威龍鍋爐輔機有限公司 產品名稱空氣儲罐dn2000310 產品焊接工藝程序產品圖號qt10064 青島威龍鍋爐輔機有限公司 序 號 接頭編號焊接工藝評定編號焊工持證項目 無損檢 測要求 頁 數 1a1-2.b1-2pqr22210saw01-2saw-1g(k)-07/09rt100%1 2b3pqr22210smaw/saw02-9 smaw-ⅱ-1g-12-f3j saw-1g(k)-07/09 rt100%2 3a3pqr22210smaw01-3smaw-ⅱ-1g-12-f3jrt100%3 4c1-4pqr1125735gtaw01-11smaw-ⅱ-
20鋼管與35CrMo鋼管接頭的焊接工藝 20鋼管與35CrMo鋼管接頭的焊接工藝
格式:pdf
大小:140KB
頁數:未知
4.4
對35crmo鋼和20鋼管的焊接性進行了分析,在鎢極氬弧焊的前提下,采用不同焊接材料和焊后處理措施,焊后對焊接接頭進行無損檢測和力學性能測試;完成了焊接工藝評定,確定出35crmo鋼管接頭與20鋼管合理的焊接工藝。
閥門法蘭盤焊接專機與焊接工藝 閥門法蘭盤焊接專機與焊接工藝
格式:pdf
大小:529KB
頁數:未知
4.4
介紹了焊接專機的特點及焊接工藝.該專機采用脈沖鎢極氬弧焊加填絲的工藝,由一臺電源交替帶動兩把焊槍實現兩條焊縫的自動焊接,適用于dn15~50多種規格閥門的焊接.
帶磁性15CrMo鋼管的焊接工藝 帶磁性15CrMo鋼管的焊接工藝
格式:pdf
大小:53KB
頁數:未知
4.8
在石化企業設備檢修過程中,經常會遇到新舊鋼管之間焊接時帶磁的問題,這給正常焊接帶來了一定的困難。本文根據在15crmo鋼管焊接過程中遇到的具體情況,分析了鋼管產生磁性的原因及其對焊接質量的影響,介紹了現場實用的消磁、導磁方法,通過選擇合適的焊接工藝,達到了正常焊接的目的。
ZG35CrMo埋弧焊焊接工藝 ZG35CrMo埋弧焊焊接工藝
格式:pdf
大小:195KB
頁數:3P
4.5
通過對zg35crmo進行埋弧焊焊接試驗,并對不同焊后熱處理狀態下的接頭性能進行對比,結果表明:調質態下焊接,焊后去氫、去應力退火處理與正火狀態下焊接、焊后整體調質的焊接接頭在抗拉強度和沖擊韌性方面存在明顯差異;采用調質態下焊接、焊后去應力退火處理的埋弧焊工藝可以獲得綜合性能最優的焊接接頭。
ZG35CrMo埋弧焊焊接工藝?? ZG35CrMo埋弧焊焊接工藝??
格式:pdf
大小:195KB
頁數:3P
4.7
通過對zg35crmo進行埋弧焊焊接試驗,并對不同焊后熱處理狀態下的接頭性能進行對比,結果表明:調質態下焊接,焊后去氫、去應力退火處理與正火狀態下焊接、焊后整體調質的焊接接頭在抗拉強度和沖擊韌性方面存在明顯差異;采用調質態下焊接、焊后去應力退火處理的埋弧焊工藝可以獲得綜合性能最優的焊接接頭。
35CrMo法蘭與20g管焊接工藝相關
文輯推薦
知識推薦
百科推薦


職位:港口工程師
擅長專業:土建 安裝 裝飾 市政 園林


