

351單-306焊接作業指導書
格式:pdf
大小:88KB
頁數:4P
人氣 :67
 4.4
4.4
焊 接 作 業 指 導 書 第 1 頁 共 2 頁 單位名稱:勝利油建三分公司 批準人簽字: 焊接工藝評定編號: BG-495 焊接方法:下向焊 打底, 手工焊 填充蓋 面 母 材: 填充金屬: 材料名稱:無縫鋼管 焊材名稱: 焊條 焊條 材料鋼號: API5L-X56 焊材牌號: E6010 E5015 鋼材標準號: API5L 焊材標準: AWSA5.1-91 GB/T5117-1995 厚 度:12mm 規 格: φ3.2 φ3.2 直 徑:φ219 保護氣體: 焊接位置:水平固定 技術措施: 擺動或不擺動:不擺動 單道或多道焊:單道焊 電流種類:直流 極 性:正 /反接 加熱溫度: 焊后熱處理溫度: 自動化程度:手工 其 它: 其 它: 焊接接頭: 2-3 0- 1 60± 5° 12 第 2 頁 共 2 頁 焊 接 規 范 記 錄 層 次 填充金屬




焊接作業指導書(08.6.15)
格式:pdf
大小:129KB
頁數:15P
焊接作業指導書 一、編制依據 1.施工圖紙 2.可靠的材料焊接性標準 3.國家建設部及地方行政單位頒發的現行技術規范 4.《鋼結構工程施工質量驗收規范》(gb50205-2001) 5.《鋼制焊接常壓容器》(jb/t4735-1997) 6.《碳鋼焊條》(gb/t5117-1995)和《低合金焊條》(gb/t5118-1995) 7.《氣焊,手工電弧焊及氣體保護焊焊縫坡口的基本形式與尺寸》 (gb985-88) 8.《鋼熔化焊對接射線照相和質量分級》(gb3323-87)和《壓力容器 無損檢測》(jb/t4730-2005) 9.焊接評定標準 10.本公司質量手冊,程序文件,工程施工管理手冊等有關文件. 一.焊接方法 1.手工電弧焊 1.1焊條的要求 (1)電弧應容易引燃,在焊接過程中電弧燃燒平穩,再引弧容易. (2)藥皮應均勻熔化,無成塊脫落現象.藥
編輯推薦下載
焊接作業指導書-6
格式:pdf
大小:309KB
頁數:14P
4.4
中煤科工集團武漢設計研究院 神渭管道輸煤項目epc總承包項目管理部 焊接作業指導書 (wwi) [管線-溝道外組對-壁厚7.1~9.3㎜范圍] 編制: 審核: 批準: 2012年11月20日 第1頁;共13頁 hj/zy/zds-2012 目錄 1總則 2參考依據及規范性引用文件 3技術要求 4母材及焊材 5焊接設備及工具 6焊前準備 7焊接操作過程 7.1操作注意事項 7.2根焊 7.3填充焊 7.4蓋面焊 8外觀檢查 9安全作業 10關于焊縫返修 第2頁;共13頁 hj/zy/zds-2012 焊接作業指導書 作業對象:陜西神渭輸煤管道安裝 作業項目:φ273×δ㎜、φ323×δ㎜壁厚范圍的管子組對(smaw+fcaw)焊接

通用焊接作業指導書6
格式:pdf
大小:55KB
頁數:2P
4.4
河北省安裝工程 公司 通用焊接作業指導書 編號共2頁 th-15-2003第1頁 工藝評定編號適用范圍設備種類焊接位置焊接方法電源極性 p001 管子對接焊縫 (蓋面焊縫) 直流電焊機 水平固定 或垂直固定 smaw直流反接 母材 材質1cr18ni9ti或0cr18ni9 規格(mm)3~68~12 接頭形式 坡口角度α(°)6060 鈍邊c(mm)11 間隙b(mm)2.5~3.5 焊接工藝 參數 焊接層數22~4 焊絲牌號a137 焊材規格(mm)φ3.2φ4.0 鎢極直徑(mm)―――― 噴嘴直徑(mm)―――― 保護氣體流量(l/min)―――― 焊接電流(a)80~110140~150 焊接電壓(v)22~2422~24 焊接接頭 示意圖 標記處
306焊接作業指導書熱門文檔
焊接作業指導書 (3)
格式:pdf
大小:31KB
頁數:2P
4.5
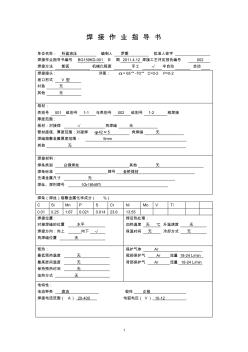
1 焊接作業指導書 單位名稱:科盈液壓編制人羅娜批準人簽字 焊接作業指導書編號bg159kd-001日期2011.4.12焊接工藝評定報告編號002 焊接方法氬弧機械化程度手工√半自動自動 焊接接頭:詳圖:α=65°-70°c=0-2p=0-2 坡口形式v型 襯墊無 其他無 母材: 類別號001組別號1-1與類別號002組別號1-2相焊接 厚度范圍: 板材:對接焊√角焊縫無 管材直徑、厚度范圍:對接焊φ42×5角焊縫無 焊縫熔敷金屬厚度范圍:5mm 其他無 焊接材料: 焊條類別白鋼焊絲其他無 焊條標準牌號金橋焊材 充填金屬尺寸無 焊絲、焊劑牌號1gr18ni9ti 焊條(焊絲)熔敷金屬化學成分(%) csimnpscrnimovti 0.010.2
管道焊接作業指導書 (3)
格式:pdf
大小:186KB
頁數:16P
4.6
蘭州市水源地建設工程項目(第11-1標段) 金屬管道焊接作業指導書 編制: 審核: 審批: 中建六局有限公司 蘭州市水源地建設工程項目(第11-1標段)施工工程項目部 二〇一六年四月 目錄 第一章總則_______________________________________________________________1 1.1適用范圍_______________________________________________________1 1.2本指導書的編制依據如下_________________________________________1 第二章工程概況以及焊接工程量___________________________________________1 2.1工程概況___________________

焊接作業指導書 (3)
格式:pdf
大小:280KB
頁數:21P
4.4
xx工程x標段xxx工程 編號: 焊接施工作業指導書 單位: 編制: 審核: 批準: 2010年12月10日發布2010年12月15日實施 目錄 1適用范圍....................................................................................1 2作業準備....................................................................................1 2.1內業技術準備.......................................................................1 2.2外業技術準備.....................


焊接作業指導書2017
格式:pdf
大小:67KB
頁數:8P
4.4
焊接工藝作業指導書 編制: 審核: 批準: 焊接工藝作業指導書 1、范圍本焊接工藝作業指導書規定了焊接工藝的技術要求。 2、規范性引用文件 下列文件中的條款通過本標準的引用而成為本標準的條款。凡是注日期的引用文件, 其隨后所有的修改單(不包括勘誤的內容)或修訂版均不適用于本標準,然而,鼓勵根據 本標準達成協議的各方研究是否可使用這些文件的最新版本。凡是不注日期的引用文件, 其最新版本適用于本標準。 gb9448-1988焊接與切割安全 3、焊工 3.1焊工必須經專門的理論學習和實際操作培訓,經考試合格和主管部門的同意,方可 擔任指定項目的焊接工作。 3.2具有合格證書的焊工,一般每三年應重新考核一次。對中斷焊接工作六個月以上者, 必須重新考核。 3.3焊工在施焊前應認真熟悉圖紙和焊接工藝。 3.4核查待焊焊縫坡口的裝配質量和組對要求,對不符合裝配質量和組對要求的焊
306焊接作業指導書精華文檔

03~05噴涂作業指導書、焊接作業指導書
格式:pdf
大小:38KB
頁數:6P
4.7
噴涂作業指導書 編號: 編制: 審核: 批準: 發布日期:2009-3-1 噴涂作業指導書 編號 版本a/0 頁次1/2 1、開機前檢查油罐內柴油存量、空壓系統、噴槍等是否處于正常工 作狀態; 2、產品在噴涂之前先查看工件表面是否干凈、無油污,若工件不干 凈必須將產品送取進行表面輕微的噴砂,然后進行噴涂; 3、加入所需噴涂粉末涂料,所加入量最多不可超過粉桶的四分之三 (一般比例為粉料:水:膠料=100:75:25),加入粉桶后須攪拌一分鐘讓 粉末涂料成份均勻(當在噴涂中加粉時須抖動粉袋二分鐘),流化狀態象 沸騰的小米粥即可; 4、防火涂料的底涂層(或主涂層)宜采用重力式噴槍噴涂,其壓力 約為0.4mpa。局部修補和小面積施工,可用手工抹涂。 5、底層一般噴2~3遍,每遍噴涂厚度不應超過1.5mm,必須在前一 遍干燥后,再噴涂后一遍。 6、噴涂時應確保涂層完全
埋地管道焊接作業指導書
格式:pdf
大小:102KB
頁數:10P
4.6
埋地管道焊接作業指導書 目錄 1適用范圍 2編制依據 3工程概況及主要工程量 4作業人員的資格要求 5主要機械及工、器、具 6施工準備 7作業程序 8作業方法、工藝要求及質量標準 9工序交接及成品保護 10職業健康安全和文明施工措施 11環境管理 12強制性條文 13危險點(源)辨識及控制措施。 #4機組埋地管道焊接(h-21)1/7 1、適用范圍: 本作業指導書適用于國電泰州電廠二期工程#4機組埋地管道的焊接工作。 2、編制依據 2.1《火力發電廠焊接技術規程》dl/t869-2012 2.2《焊接工藝評定規程》dl/t868-2004 2.3《特種設備焊接操作人員考核細則》tsgz6002-2010 2.4《焊工

再熱器焊接作業指導書
格式:pdf
大小:812KB
頁數:29P
4.6
一編制依據........................................................................................................................................1 二工程概況、施工范圍及工程量....................................................................................................1 2.1工程概況..............................................................................................................................

管道焊接作業指導書
格式:pdf
大小:7KB
頁數:4P
4.4
廣東長青(集團)蠡縣熱電有限公司 蠡縣熱電聯產項目供熱管網南線工程 管道焊接作業指導書 河北省安裝工程有限公司 第1/2頁 一、焊工安全操作規程 1、電焊、氣焊工均為特程作業,身體檢查合格,并經專業安全技術學習,訓練和 考試合格,頒發“特種作業操作證”后方能獨立操作。 2、焊接場地,禁止放易燃易爆物品。應備有消防器材,保證足夠的照明和良好的 通風。 3、操作場地10米內,不應儲存油類或其它易燃易爆物品,(包括有易燃易爆氣體 的器皿管線)。臨時工地若有此類物品,而又必須在此操作時,應通知消防部門和安技 意部門到現場檢查,采取臨時性安全措施后,方可進行操作。 4、工作前必須穿戴好防護用品,操作時(包括打渣)所有工作人員必須戴好防護 眼鏡或面罩。仰面焊接應扣緊衣領,扎緊袖口,戴好防火帽。 5、對受壓容器、密閉容器、各種有桶、管道,沾有可燃氣體和溶液的工件進行操 作時,必須事先進行檢查,
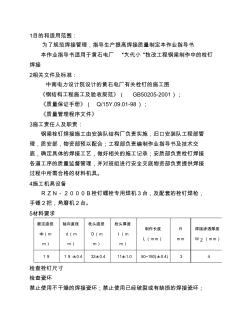
栓釘焊接作業指導書
格式:pdf
大小:33KB
頁數:5P
4.7
額定直徑 ф(m m) 軸向直徑 d(m m) 栓頭直徑 d(m m) 栓頭厚度 t(m m) 制作長度 l(mm) r mm 焊接滲透厚度 wz(mm) 1919±0.432±0.411±1.050~180(±0.4)34 1目的和適用范圍: 為了規范焊接管理,指導生產提高焊接質量制定本作業指導書 本作業指導書適用于黃石電廠“大代小”技改工程鋼梁制作中的栓釘 焊接 2相關文件及標準: 中南電力設計院設計的黃石電廠有關栓釘的施工圖 《鋼結構工程施工及驗收規范》(gb50205-2001); 《質量保證手冊》(q/15y.09.01-98); 《質量管理程序文件》 3施工責任人及職責: 鋼梁栓釘焊接施工由安裝隊結構廠負責實施,歸口安裝隊工程部管 理,質安部,物資部預以配合;工程部負責編制作業指導書及技術交 底,確定具體的焊接工藝,做好相關的施工記錄;安質部負責栓釘焊接 各道
306焊接作業指導書最新文檔
手工焊接作業指導書(2)匯總
格式:pdf
大小:137KB
頁數:8P
4.4
山東天元鋼結構工程有限公司 q/tygg-005-2016 臨沂市商城會展中心 手工焊接作業指導書 2016-05-04發布2016-05-05實施 山東天元鋼結構工程有限公司發布 山東天元鋼結構工程有限公司手工焊接作業指導書 -1- 一、資源配備及職能 1、設備:co2焊機一臺、氣刨設備一套 2、工藝裝備:活扳手、內六角扳手、尖嘴鉗子、噴壺、防飛濺液、 防阻膏、清渣錘子、氣瓶、磨光機、鋼絲刀刷、烤槍 3、定員:1人 4、職能:根據圖紙要求,利用焊機焊接所有焊接縫。 二、工作程序 1、文件點檢:從班組長領取圖紙及任務書,質檢科領取檢驗表。 2、工件點檢:根據圖紙或技術交底檢驗構件組拼是否合格。 3、工具點檢:點檢工具是否準備齊全。 4、設備點檢:檢查設備的傳動系統、電氣控制系統; 三、操作

焊接作業指導書
格式:pdf
大小:175KB
頁數:18P
4.5
焊接作業指導書 編制部門:生產部 編制:鄧文學 審核: 批準: 中國第五冶金建設公司鋼結構分公司 二00四年三月 1 1.范圍: 本指導書適用于桁架或(殼)結構、多層或高層梁、柱框架結構等 工業與民用建筑和一般構筑物的鋼結構工程中。凡各工程的工藝中無 特殊要求的手工電弧焊均應按本作業指導書規定執行。 1.1編制參考標準及規范 (1)《碳鋼焊條》gb5117 (2)《低合金鋼焊條》gb5118 (3)《焊接用鋼絲》gb1300 (4)《圓柱頭焊釘》gb1043 (5)《氣焊、手工焊電弧焊及氣體保護焊焊縫坡口的基本形式與尺寸》 gb985-88 (6)《埋弧焊焊接接頭的基本形式與尺寸》gb986 (7)《鋼結構工程施工質量驗收規范》gb50205-2001 (8)《建筑鋼結構焊接技術規程》jgj181-2002 (9)《碳素鋼埋弧焊用焊
管道焊接作業指導書 (2)
格式:pdf
大小:2.0MB
頁數:16P
4.7
格式下載后可以編輯 專業資料分享 蘭州市水源地建設工程項目(第11-1標段) 金屬管道焊接作業指導書 編制: 審核: 審批: 中建六局有限公司 蘭州市水源地建設工程項目(第11-1標段)施工工程項目部 二〇一六年四月 格式下載后可以編輯 專業資料分享 目錄 第一章總則__________________________________________________________1_ 1.1適用范圍______________________________________________________1 1.2本指導書的編制依據如下________________________________________1 第二章工程概況以及焊接工程量_______________________________________1 2.1工程概況__

管道焊接作業指導書
格式:pdf
大小:95KB
頁數:10P
4.4
0 目錄 1、工程概況........................................................................................................................1 2、人員要求........................................................................................................................2 3、焊接材料和設備............................................................................................................3 4、焊前準備
預埋件焊接作業指導書
格式:pdf
大小:170KB
頁數:13P
4.7
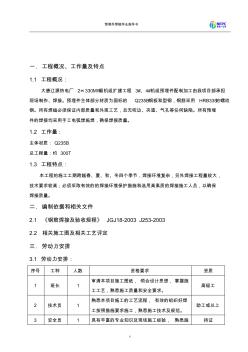
預埋件焊接作業指導書 1 一.工程概況、工作量及特點 1.1工程概況: 大唐遼源熱電廠2×330mw級機組擴建工程3#、4#機組預埋件配制加工由我項目部承擔 現場制作、焊接。預埋件主體部分材質為國標的q235b鋼板和型鋼,鋼筋采用hrb335的螺紋 鋼。所有焊縫必須保證內部質量和外觀工藝,且無咬邊、夾渣、氣孔等任何缺陷。所有預埋 件的焊接均采用手工電弧焊施焊,確保焊接質量。 1.2工作量: 主體材質:q235b 總工程量:約300t 1.3工程特點: 本工程的施工工期跨越春、夏、秋、冬四個季節,焊接環境復雜,另外焊接工程量較大, 技術要求較高;必須采取有效的的焊接環境保護措施和選用高素質的焊接施工人員,以確保 焊接質量。 二.編制依據和相關文件 2.1《鋼筋焊接及驗收規程》jgj18-2003j253-2003 2.2相關施工圖及相關

冰箱通用焊接作業指導書
格式:pdf
大小:181KB
頁數:2P
4.5
1.1. 2. 2. 3. 4. 1. 2. 7. 序號 1 2 3 4 8. logo作 業 指 導 書 檢查焊口質量,保證焊口無虛焊、針孔、堵塞 明顯焊瘤、過火。 頁碼文件編號:1/1 操 作 步 驟操 作 步 驟自 檢 內 容圖 片 說 明 焊接時注意使用擋火板保護。 焊條 注 意 事 項 助焊劑調整:三通管等要加入氮氣,以確保焊接的工件 氧氣 物料名稱/規格 物 料 表 煤氣 設 備/工 具/工裝 技術參數 氮氣 焊料不足裝配傾斜插管過短釬縫不均勻間隙偏大間隙偏小標準焊口外觀配管過燒封堵 焊接時必須加氮保護,防止管路內部氧化。 名稱型號 助焊劑大小調整以工件焊接處無氧化為宜。助焊 劑的添加見作業指導書《氣體助焊劑的使用》。 不能燒傷防振膠、泡沫墊、管套等其它部件。用40℃以下的流動水冷卻,并保持水質清潔, 不被
手工焊接作業指導書-A
格式:pdf
大小:63KB
頁數:3P
4.5
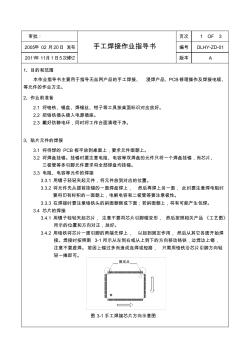
審批: 手工焊接作業指導書 頁次1of3 2005年02月20日發布編號dlhy-zd-01 2011年11月1日5次修訂版本a 1、目的和范圍 本作業指導書主要用于指導無絲網產品的手工焊接、浸焊產品、pcb修理操作及焊接電纜、 等元件的作業方法。 2、作業前準備 2.1將鉻鐵、錫盤、焊錫絲、鉗子等工具按桌面標識對應放好。 2.2把鉻鐵插頭插入電源插座。 2.3戴好防靜電環,同時將工作臺面清理干凈。 3、貼片元件的焊接 3.1將待焊的pcb板平放到桌面上,要求元件面朝上。 3.2將焊盤掛錫。掛錫時要注意電阻、電容等雙焊盤的元件只將一個焊盤掛錫,而芯片、 三極管等多引腳元件要求將全部焊盤均掛錫。 3.3電阻、電容等元件的焊接 3.3.1用鑷子輕輕夾起元件,將元件放到對應的位置。 3.3.2將元件先從提前掛錫的一面焊盤焊上,然后再焊
手工焊接作業指導書
格式:pdf
大小:16KB
頁數:10P
4.3
手工焊接作業指導書 導讀:本文手工焊接作業指導書,僅供參考,如果能幫助到您,歡迎 點評和分享。 以下是整理的手工焊接作業指導書內容,供大家瀏覽,內容請進 入查看。 篇一:電子焊接作業指導書目的:使焊點光滑飽滿,產品性 能穩定、可靠,符合客戶的要求。 適用范圍:smt人員、手工焊接及檢驗人員。 內容: 一.印刷錫膏: 1.首先將網板固定在絲印臺上,取一塊光板調整網板的漏錫孔, 使各個焊盤完全顯露出來,讓焊盤和網板的漏孔完全吻合,其偏移范 圍不能超過±0.2mm。另外一定要注意網板的平整度,因為網板的 翹曲直接影響錫膏的厚度、圖形的完整。 2.錫膏的選用應使用免清洗型(tumara)錫膏,具體錫膏的保 存及使用規范請參考《印刷錫膏工藝》,此類錫膏的粒度一般在 25-35um,四號粉顆粒,印刷出來不會有坍塌,支撐度高,回流 前持續時間長。 3.進行首
鋼架組合焊接作業指導書
格式:pdf
大小:115KB
頁數:6P
4.4
報驗申請表 工程名稱:錫林郭勒盟額吉淖爾鹽場鍋爐安裝工程編號: 致:錫林郭勒盟額吉淖爾鹽場 我單位已完成了鍋爐鋼架組合安裝焊接作業指導書的編制工作,現 報上該報驗申請表,請予以審查和驗收。 附:鍋爐鋼架組合安裝焊接作業指導書 承包單位(章):山東興潤建設有限公司 項目經理: 日期:年月日 監理單位審查意見: 項目監理機構: 總/專業監理工程師: 日期:年月日 建設單位審查意見: 建設單位工程師: 日期:年月日 錫林郭勒盟額吉淖爾鹽場鍋爐安裝工程鋼架組合焊接作業指導書 山東興潤建設有限公司第1頁 錫林郭勒盟額吉淖爾鹽場 45t/h鍋爐安裝工程 鋼架組合焊接 作業指導書 編制: 審核: 批準: 編制單位:山東興潤建設有限公司 錫林郭勒盟額吉淖爾鹽場鍋爐安裝工程鋼架組合焊接作業指導書 山東興潤建設有限公司第2頁 一.編制依據 《電力建設施工及驗收技

鋼筋焊接作業指導書
格式:pdf
大小:32KB
頁數:11P
4.6
鋼筋閃光焊作業指導書 一、施工準備 1、機械設備 焊機un-100一臺。 2、材料 各種規格鋼筋級別必須有出廠合格證,并經檢驗合格. 3、作業條件 (1)設備在操作前檢修完好,保證正常運轉,并符合安全規定,操作 人員必須要持證上崗。 (2)鋼筋焊口要平口、清潔、無油污雜質等。對焊機容量、電壓要符 合要求。 二、操作工藝 1、閃光焊工藝 根據鋼筋品種、直徑和所用焊機功率大小選用連續閃光焊、預熱閃光 焊、閃光一預熱一閃光焊。對于可焊性差的鋼筋,對焊后宜采用通電熱處 理措施,以改善接頭塑性。 (1)連續閃光焊:工藝過程包括連續閃光和頂鍛過程。施焊時,先閉 合一次電路,使兩鋼筋端面輕微接觸,此時端面的間隙中即噴射出火花般 熔化的金屬微粒一閃光,接著徐徐移動鋼筋使兩端面仍保持輕微接觸。形 成連續閃光。當閃光到預定的長度,使鋼筋端頭加熱到將近熔點時,就以 一定的壓力迅速進行頂鍛,再滅電頂鍛到一
306焊接作業指導書相關
文輯推薦
知識推薦
百科推薦


職位:項目建筑師
擅長專業:土建 安裝 裝飾 市政 園林


