

2024-T3鋁合金電阻點焊研究
格式:pdf
大小:697KB
頁數:2P
人氣 :94
 4.4
4.4
鋁合金的焊接結構,一般采用氬弧焊等熔焊工藝。然而鋁合金電阻點焊已在航空、汽車、地鐵車輛、建筑行業、量具、刃具及無線電器件等工業生產中得到了廣泛的應用。本項目以航空常用高強鋁合金為研究對象,進行電阻點焊基礎工藝研究,明確焊接條件對接頭成型及質量的影響,從而找到獲得優良的電阻點焊接頭的工藝條件。



鋁合金電阻點焊和縫焊工藝
格式:pdf
大小:500KB
頁數:10P
中華人民共和國航空工業部部標準 hb/z77-84 鋁合金電阻點焊和縫焊工藝 1總則 1.1本標準適用于lf2、lf3、lf6、lf21、ly12、ly16、lc4、lc9變形鋁合金電阻點焊及 lf2、lf3、lf6、lf21變形鋁合金電阻縫焊工藝。 1.2焊工應有焊接航空產品的焊接操作證書。 2設備 2.1焊機:點焊機、縫焊機。 2.1.1焊接鋁合金一般選用直流脈沖式、電容儲能式、次級整流式等類型的焊機,縫焊 機建議選用步進式的。 2.1.2焊機最好具有三種加壓方式:不變的壓力、附加鍛壓力、附加予壓和鍛壓力。 2.1.3焊機電極臂應有足夠的剛性,當施加最大額定壓力時,臂長不大于500㎜,彈性撓 度應不超過1.5㎜,臂長不大于1200㎜,撓度應不超過2㎜。 2.1.4焊機在規定氣壓范圍和額定焊接速度下
鋁合金電阻點焊的加工工藝研究
格式:pdf
大小:1.5MB
頁數:43P
湖北工業大學畢業設計(論文) 1 摘要 鋁合金電阻點焊技術是一項即將在汽車制造中獲得廣泛應用的技術,其在各種焊接 方法中,具有靜強度高、可靠性好、性能穩定、產效率高和易于實現自動化等優點,對車 身的輕量化有著重要的作用及研究意義,但鋁合金電阻焊生本身也具有很大的焊接缺陷, 包括鋁合金的焊接性不好、焊點質量不穩定、電極燒損嚴重使用壽命短等,需要我們更好 的試驗研究,解決鋁合金的焊接問題。本文慨述了鋁合金電阻點焊的工藝特點、點焊工藝 中的問題,以及國內外在這方面的研究現狀,進行了焊接接頭的影響因素的試驗,并指出 了鋁合金點焊時影響接頭質量穩定性的因素及工藝缺陷。對工藝焊接參數進行了正交分析 實驗,獲得了最佳的工藝優化,完成了鋁合金的加工工藝設計。 湖北工業大學畢業設計(論文) 2 abstract resistancespottechnologyofaluminumisap
編輯推薦下載
鋁合金電阻點焊電極延壽技術的研究
格式:pdf
大小:1.1MB
頁數:6P
4.7
http://www.***.*** -1- 鋁合金電阻點焊電極延壽技術的研究 李青松,羅震,王惜寶,史濤,劉丹 天津大學材料科學與工程學院,天津(300072) e-mail:lqs_8_8_8@163.com 摘要:鋁及其合金具有強度高、耐腐蝕、易加工成型、可以反復回收利用等優點,在汽車 工業中的應用越來越廣泛。在鋁合金點焊過程中接頭強度的波動、表面成型差、表面清理工 藝復雜、飛濺多以及電極使用壽命短等問題都影響了鋁合金點焊工藝的推廣,而在焊接過程 中,電極燒損又是導致這些問題的主要原因,也就是說,電極的燒損問題是影響鋁合金點焊 的一個重要問題。 本文以實驗為基礎探討了鋁合金電阻點焊時電極發生燒損的機理及其影響因素,為進一步解 決電極燒損問題提供了一些理論依據。通過實驗尋找一種較好的能涂敷在鋁合金表面的物 質,這層物質涂層能使點焊鋁合金時銅電極的使
 2024鋁合金小邊距點焊行為分析
2024鋁合金小邊距點焊行為分析 2024鋁合金小邊距點焊行為分析
格式:pdf
大小:369KB
頁數:5P
4.7
"小邊距"點焊2024鋁合金是航空、航天器點焊生產過程中經常遇到的情況,不可避免。研究此種條件下點焊過程動態參數的行為特征與接頭形貌、力學性能以及顯微組織之間的對應關系,為實現在線判識焊點質量提供可靠的理論依據。研究發現小邊距焊點的外觀與標準焊點相比無明顯異樣,但其熔化核心的形狀以及顯微組織存在明顯區別。力學性能試驗結果表明:隨著邊距的減小,焊點的負荷能力有所下降。在邊距足夠小的條件下點焊,容易產生噴濺或未焊透缺陷。分析所采集的動態參數行為特征,得知小邊距點焊時的動態電阻減小、焊接電流增加、熱膨脹位移量減小等監測信息與上述焊點質量信息之間存在必然的關聯。
2024-T3鋁合金電阻點焊熱門文檔
熱補償電阻點焊鋁合金接頭的性能 熱補償電阻點焊鋁合金接頭的性能
格式:pdf
大小:336KB
頁數:5P
4.8
采用熱補償電阻點焊的方法焊接鋁合金a5052板,分析了焊接電流、焊接時間及電極壓力等焊接參數對熔核尺寸與接頭抗剪強度的影響,并分析了接頭抗正拉強度與焊接電流的關系。鋁合金的熱補償電阻點焊接頭抗剪力及熔核直徑隨焊接時間延長而增大,隨電極壓力的增大而減小。當焊接電流為12ka時,接頭拉剪力達到最大值,約5.5kn。試驗結果表明,采用熱補償電阻點焊方法焊接鋁合金,能在較低的焊接電流條件下獲得具有較大熔核與較高抗剪強度的點焊接頭。因此,對于鋁合金點焊,熱補償電阻點焊方法是有效的。
碳納米管介質對鋁合金電阻點焊熔核質量影響 碳納米管介質對鋁合金電阻點焊熔核質量影響
格式:pdf
大小:2.1MB
頁數:5P
4.3
鋁合金及其電阻點焊工藝的應用日益廣泛,對其性能和質量也提出了更高的要求.鑒于點焊熔核的宏觀性能由其微觀結構決定,通過改變熔核的微觀組織結構來強化熔核質量,從而提高焊點性能.選用碳納米管作為鋁合金點焊熔核的添加介質,對點焊試驗結果進行力學性能測試、顯微組織結構觀察和成分分析.結果表明,在鋁合金熔核中添加碳納米管后,熔核的晶粒尺寸明顯減小,碳納米管均勻分布在熔核中,能顯著提高熔核的硬度和強度.經過進一步分析認為碳納米管的強化機制主要為位錯增殖、載荷傳遞、約束變形以及細晶強化.
2024-T3鋁合金孔板高低周復合疲勞試驗研究 2024-T3鋁合金孔板高低周復合疲勞試驗研究
格式:pdf
大小:827KB
頁數:5P
4.7
對2034-t3鋁合金孔板試件進行了高低周復合疲勞性能試驗,研究高低周循環次數比對復合疲勞壽命的影響,建立了高低周循環次數和應力幅比與高低周復合疲勞壽命之間的關系式,并對現有損傷累積模型的適用性進行了分析討論。試驗和分析結果表明:隨著高低周循環次數增大,復合疲勞壽命有顯著的降低,復合疲勞壽命與高低周循環次數比呈對數線性關系。現有的累積損傷準則對試驗結果的預測偏于危險,非線性累積損傷準則優于線性累積損傷準則。
鋼筋電阻點焊
格式:pdf
大小:18KB
頁數:4P
4.6
鋼筋電阻點焊 焊點脫落 1.現象 鋼筋點焊制品焊點周界熔化鐵漿擠壓不飽滿,如用鋼筋輕微撬訂,或將鋼 筋點焊制品舉至離地面1m高,使其自然落地,即可產生焊點分離現象。 2.原因分析 (1)焊接電流過小,通電時間太短,焊點強度較低。 (2)電極擠壓力不夠。 (3)壓入深度不夠。 3.防治措施 (1)正確優選焊接參數。焊工應嚴格遵守班前試驗制度,優選合適焊接參 數,試驗合格后方可正式投入生產。點焊熱軋鋼筋時,除鋼筋直徑較大,焊機 功率不足而采用電流強度較小(80~160a/mm2),通電時間較長(0.1~0.5s以 上)的規范外,一般應采用電流強度較大(120~360a/mm2),通電時間很短 (0.1~0.5s)的規范。點焊冷處理鋼筋時,必須電流強度較大,通電時間很 短。同時應注意鋼筋點焊制品的鋼筋焊接間距,是否會產生
第五章電阻點焊
格式:pdf
大小:117KB
頁數:12P
4.4
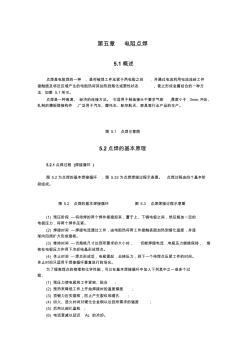
第五章電阻點焊 5.1概述 點焊是電阻焊的一種,是將被焊工件壓緊于兩電極之間,并通過電流利用電流流經工件 接觸面及鄰近區域產生的電阻熱將其加熱到熔化或塑性狀態,使之形成金屬結合的一種方 法,如圖5.1所示。 點焊是一種高速、經濟的連接方法。它適用于制造接頭不要求氣密,厚度小于3mm,沖壓、 軋制的薄板搭接構件,廣泛用于汽車、摩托車、航空航天、家具等行業產品的生產。 圖5.1點焊示意圖 5.2點焊的基本原理 5.2.1點焊過程(焊接循環) 圖5.2為點焊的基本焊接循環,圖5.33為點焊焊接過程示表圖。點焊過程由四個基本階 段組成。 圖5.2點焊的基本焊接循環圖5.3點焊焊接過程示意圖 (1)預壓階段—將待焊的兩個焊件搭接起來,置于上、下銅電極之間,然后施加一定的 電極壓力,將兩個焊件壓緊。 (2)焊接時間—焊接電流通過工件,由
2024-T3鋁合金電阻點焊精華文檔
熱補償電阻點焊鎂合金接頭的性能 熱補償電阻點焊鎂合金接頭的性能
格式:pdf
大小:541KB
頁數:5P
4.7
采用熱補償電阻點焊方法進行焊接鎂合金板試驗,并分析了焊接電流、焊接時間及電極壓力等焊接參數對生成熔核的尺度與接頭抗剪強度的影響。試驗結果表明,采用熱補償電阻點焊方法焊接鎂合金,能在較低的焊接電流條件下獲得具有較大熔核及較高抗剪強度的點焊接頭。因而,采用熱補償電阻點焊方法焊接鎂合金是有效的。
電阻點焊接頭熔核面積的預測 電阻點焊接頭熔核面積的預測
格式:pdf
大小:410KB
頁數:3P
4.4
以電阻點焊接頭表面的數字圖像作為信息源,探索了一種新的點焊接頭質量無損檢測方法。首先通過圖像特征分析,將焊點表面圖像劃分為三個特征區域,提取三個同心圓的面積作為表征接頭熔核面積的特征參量。其次,以提取的特征值作為輸入向量,以接頭橫截面處的熔核面積作為評判標準,建立點焊接頭熔核面積的svm(支持向量機)等級分類模型。實驗結果表明,該模型可以有效地對熔核面積進行預測分類,實現了對電阻點焊接頭質量的無損評判,經驗證其準確率可達96.667%。
電阻點焊質量判定標準
格式:pdf
大小:27KB
頁數:2P
4.5
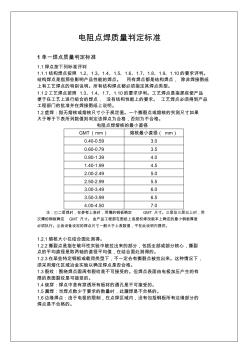
電阻點焊質量判定標準 1單一焊點質量判定標準 1.1焊點按下列標準評判 1.1.1結構焊點按照1.2、1.3、1.4、1.5、1.6、1.7、1.8、1.9、1.10的要求評判。 結構焊點是指那些影響產品性能的焊點。所有焊點都是結構焊點,除非焊接圖紙 上有工藝焊點的特別說明。所有結構焊點都必須指定其焊點類型。 1.1.2工藝焊點按照1.3、1.4、1.7、1.10的要求評判。工藝焊點是指那些使產品 便于在工藝上進行組合的焊點,沒有結構性能上的要求。工藝焊點必須得到產品 工程部門的批準并在焊接圖紙上說明。 1.2虛焊:指無熔核或熔核尺寸小于規定值。一個撕裂點或熔核的實測尺寸如果 大于等于下表所列數值則判定該焊點為合格,否則為不合格。 電阻點焊熔核的最小直徑 gmt(mm)熔核最小直徑(mm) 0.40-0.593.0 0.60-0.793.5 0.80-1.394.
表C.5鋼筋電阻點焊
格式:pdf
大小:21KB
頁數:1P
4.4
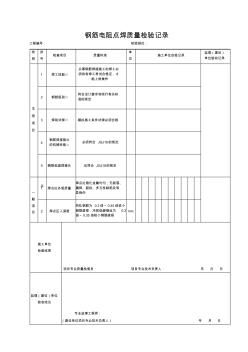
鋼筋電阻點焊質量檢驗記錄 工程編號:檢驗部位: 類 別 序 號 檢查項目質量標準 單 位 施工單位自檢記錄 監理(建設) 單位驗收記錄 主 控 項 目 1焊工技能☆ 從事鋼筋焊接施工的焊工必 須持有焊工考試合格證,才 能上崗操作 2鋼筋級別☆ 符合設計要求和現行有關標 準的規定 3焊前試焊☆模擬施工條件試焊必須合格 4 鋼筋焊接接頭 的機械性能☆ 必須符合jgj18的規定 5鋼筋低溫焊接頭應符合jgj18的規定 以 一 般 項 目 1焊點處外觀質量 焊點處熔化金屬均勻;無脫落、 漏焊、裂紋、多孔性缺陷及明 顯燒傷 2焊點壓入深度 熱軋鋼筋為0.3倍~0.45倍較小 鋼筋直徑,冷拔低碳鋼絲為0.3 倍~0.35倍較小鋼筋直徑 mm 施工單位 檢查結果 項目專業質量檢查員:項目專業技術負責人:年月日 監理(建設)單位 驗收結論 專業監理工程師: (建
釘頭管電阻點焊工藝研究 釘頭管電阻點焊工藝研究
格式:pdf
大小:705KB
頁數:3P
4.6
釘頭管是一種通過在光管上焊接釘頭來達到增加換熱面積的傳熱元件,是石油化工企業管式加熱爐中的重要組件。本文通過金相顯微鏡和掃面電鏡對釘頭管的電阻點焊工藝進行研究,測量了不同焊接電壓(電流)下焊接接頭接觸面積,對各參數的焊接接頭進行顯微組織分析,并對最佳參數的焊接接頭進行斷口分析。結果表明,在焊接電壓為4.64v,通電時間為0.44s時,焊接接頭的接觸面積最大(達106.18mm2,占整個焊接接頭的93.9%)且未形成焊瘤,接頭的顯微組織最為均勻,斷口為韌窩斷口。
2024-T3鋁合金電阻點焊最新文檔
1.8mm 2024-T4鋁合金板的攪拌摩擦焊接 1.8mm 2024-T4鋁合金板的攪拌摩擦焊接
格式:pdf
大小:947KB
頁數:4P
4.4
采用攪拌摩擦焊方法對厚度為1.8mm2024-t4鋁合金薄板進行焊接實驗,通過高壓水冷裝置來控制由殘余應力產生的失穩翹曲變形,并對焊縫的微觀組織與力學性能進行了分析。結果表明:用攪拌摩擦焊方法焊接1.8mm厚的2024-t4鋁合金薄板可得到外表成形美觀、內部無缺陷的平板對接接頭。在冷卻水壓為0.4mpa、攪拌針旋轉速度為2100r/min、焊接速度為120mm/min時,攪拌摩擦焊的焊接接頭強度可達到377.9mpa,達到母材強度的80.39%。
2024鋁合金課程設計實驗報告.
格式:pdf
大小:204KB
頁數:11P
4.6
目錄 一、實驗目的與任務 二、基本要求 三、實驗材料和實驗方法 3.12024鋁合金簡介 3.22024鋁合金成分及主要原材料介紹 3.3實驗所需儀器設備 3.4實驗原理 3.5合金的熔鑄 3.6試樣的制備 3.7測試方法 3.8技術路線 四、實驗結果與分析 4.1實驗結果 4.2實驗結果分析 五、實驗結論與心得體會 5.1實驗結論 5.2心得體會 六、參考文獻 一.實驗目的和任務 本綜合實驗是在金屬材料本科生完成相關專業理論課之后的一次全面 綜合實驗訓練,通過從鋁合金材料設計與選擇、制造到性能檢測的全面訓 練,使學生了解鋁合金材料及其加工的生產全過程,所學基礎理論和專業 理論來解釋試驗中的各種現象,培養學生的動手能力和綜合分析問題的能 力,特別是學生的獨立設計實驗方案及創新能力。 二.基本要求 1)了解課題所研究鋁合金材料設計方法; 2)初步掌握
2024型鋁合金的熱處理 2024型鋁合金的熱處理
格式:pdf
大小:451KB
頁數:6P
4.6
介紹了2024型合金的發展、相組成及熱處理工藝制度,指出通常2024型硬質合金是四元(al-cu-mg-mn)合金,但合金中含有相當多的雜質鐵和硅,因而大大地改變了合金的相組成。其熱處理工藝制度及形變制度對合金的各項力學性能產生較大影響。


Ⅲ-1鋼筋閃光對焊和電阻點焊
格式:pdf
大小:24KB
頁數:1P
4.7
ty3100質量檢驗記錄表 鋼筋閃光對焊、電阻點焊 工程編號:分項工程名稱:電土驗表ⅲ-1 類 別 序 號檢驗項目 質量標準 檢驗(實測)結果合格優良 一 類 1焊條、焊劑的品 種、性能、牌號 必須符合設計要求 和現行標準(規范) 的規定 2鋼筋級別 必須符合設計要求 和現行標準(規范) 的規定 3焊工技能考試合格 4焊前試焊模擬施工條件試焊 必須合格 5 鋼筋焊接接頭的 機械性能試驗 必須符合現行鋼筋 焊接規程的規定 二 類 6鋼筋低溫焊接頭應符合現行鋼筋焊 接規程的規定 7 閃 光 對 接 焊 外 觀 質 量 接頭處外觀質 量無橫向裂紋 與 電 極 接 觸 的 鋼 筋 表 面 ⅰ─ⅲ級 鋼筋無明顯燒傷 ⅳ級鋼筋無燒傷 低溫對焊時 ⅰ─ⅲ級鋼 筋 無燒傷 接頭處彎 折偏差≤4° 接頭處鋼筋 軸線偏移≤0.1d,且≤
5系鋁合金裙板電阻點焊失效分析 5系鋁合金裙板電阻點焊失效分析
格式:pdf
大小:182KB
頁數:3P
4.8
針對高速列車整車運行試驗階段中發現的電阻點焊焊點失效問題,采用了化學成分、宏觀金相、剝離試驗及模擬計算與實際監測相結合的分析方法,找出了焊點失效的根源.結合車輛實際運行監測數據和問題分析結論,對失效問題進行結構優化,并通過實際運行證明了分析結論可靠、結構優化方案切實可行.
電阻點焊在奧氏體不銹鋼焊接中的應用 電阻點焊在奧氏體不銹鋼焊接中的應用
格式:pdf
大小:110KB
頁數:未知
4.3
文章敘述了不銹鋼的分類及奧氏體不銹鋼電阻焊時焊接參數的選擇與電阻點焊缺陷之間的關系,闡述了電阻點焊缺陷形成的原因和在實際生產中采用的修補方法并提出解決方案。
不銹鋼電阻點焊過程中的動態電阻變化規律分析 不銹鋼電阻點焊過程中的動態電阻變化規律分析
格式:pdf
大小:248KB
頁數:4P
4.6
對利用自動數據采集技術獲取的不銹鋼點焊過程中的動態電阻信息進行系統研究。結果表明,不銹鋼點焊過程中動態電阻能夠靈敏且有規律地反映點焊工藝參數的變化,蘊含著豐富的點焊質量信息。焊接過程中動態電阻變化與熔核生長過程具有明顯的對應關系,動態電阻曲線的拐點時間及終點值等特征量分別與熔核出現時間和最終熔核尺寸有很強的相關性。點焊過程噴濺會導致動態電阻驟降,其動態電阻變化率曲線在相應位置出現尖峰,為噴濺的自動識別提供了依據。
5A05型鋁合金電阻焊二次點焊工藝研究 5A05型鋁合金電阻焊二次點焊工藝研究
格式:pdf
大小:1.4MB
頁數:3P
4.3
介紹5a05型鋁合金焊接母材化學成分及力學性能,以及電阻點焊焊接設備。分析電阻點焊焊接特性和接頭形式,"硬規范"、"軟規范"和二次點焊焊接工藝參數,并對焊接接頭進行外觀檢測、拉伸試驗、撕裂試驗、剪切試驗和宏觀金相試驗,提出電阻焊二次點焊工藝宏觀金相熔核成形良好,沒有裂紋、縮松、縮孔、核心偏移等缺陷,在一定程度上改善5a05型鋁合金電阻焊接性能等結論。
交流電阻點焊計算機監控系統 交流電阻點焊計算機監控系統
格式:pdf
大小:268KB
頁數:4P
4.7
針對電阻點焊質量保證體系現狀,研制了以工控機等硬件為基礎,采用多種傳感器全面監測焊接過程,獲得表征焊接過程和質量的特征信息,以此構建了徑向基函數神經網絡質量評估等多種評判算法,實現對每一焊點進行監測和質量信息化的計算機軟硬件系統。試驗表明,該系統基于可視化界面,方便直觀地實現了工藝參數的優化、過程的監測和診斷,以及焊點質量在線評估等功能,對焊點質量的在線評估準確率達到98.6%。
2024-T3鋁合金電阻點焊相關
文輯推薦
知識推薦
百科推薦


職位:土建項目副經理
擅長專業:土建 安裝 裝飾 市政 園林


