

1CrNi9Ti不銹鋼M3螺紋振動攻絲技術(shù)
格式:pdf
大小:475KB
頁數(shù):4P
人氣 :91
 4.3
4.3
首先對不銹鋼材料的切削性能和不銹鋼材料的攻絲特點進行分析,介紹了振動攻絲的基本原理,利用自行設(shè)計的振動攻絲機進行振動攻絲與傳統(tǒng)機械攻絲和手動攻絲的對比實驗分析,結(jié)果表明振動攻絲具有降低攻絲扭矩、提高牙形精度和螺距精度的效果.最后通過對振動攻絲的攻絲現(xiàn)象進行分析,利用振動攻絲彈塑性再切削和絲錐剛性化效果解釋高強度材料攻絲過程的本質(zhì)是降低攻絲扭矩,提高攻絲質(zhì)量.



編輯推薦下載

不銹鋼管件內(nèi)螺紋攻絲加工要點
格式:pdf
大小:10KB
頁數(shù):2P
4.7
現(xiàn)在盛行不銹鋼材料,主要還是因為其環(huán)保原因。不銹鋼管件上的內(nèi)螺紋通常采用絲錐 進行攻絲加工。由于不銹鋼材質(zhì)的粘性較高,斷屑性能差,因此在攻絲過程中容易出現(xiàn)切屑 刮傷工件螺紋或絲錐崩刃等現(xiàn)象,影響加工效率和螺紋質(zhì)量。為了延長絲錐使用壽命,提高 螺紋加工質(zhì)量,應(yīng)注意以下要點: 1絲錐的設(shè)計與制造 (1)選用較好的絲錐材質(zhì)。在普通高速工具鋼中加入特殊合金元素,可以顯著提高絲錐 的耐磨性和韌性。 (2)在絲錐螺紋表面涂覆氮化鈦涂層,可以顯著提高絲錐的耐磨性、耐熱性和潤滑性。 (3)適當(dāng)加大絲錐前角。但應(yīng)注意,如絲錐前角過大,在退刀時容易造成絲錐崩刃和攻 出的螺紋多棱。 (4)適當(dāng)加大絲錐鏟背量。但應(yīng)注意,如鏟背量過大,在退刀時容易產(chǎn)生切屑塞進絲錐 后角內(nèi)的現(xiàn)象,且攻出的螺紋光潔度不佳。 (5)合理選擇刀具熱處理方法,以兼顧絲錐的硬度與韌性。 2工件底孔的預(yù)jjn-r
1CrNi9Ti不銹鋼M3螺紋振動攻絲技術(shù)熱門文檔
 采用普通絲錐攻不銹鋼螺紋
采用普通絲錐攻不銹鋼螺紋 采用普通絲錐攻不銹鋼螺紋
格式:pdf
大小:112KB
頁數(shù):2P
4.7
簡述了不銹鋼攻螺紋前鉆底孔和采用普通絲錐攻不銹鋼螺紋的基本方法、操作步驟、注意事項。介紹了不銹鋼攻螺紋時,選用增大底孔直徑、用豆油作為冷卻潤滑油來保證螺紋的產(chǎn)品質(zhì)量并減少絲錐折斷的方法。
 不銹鋼和鈦合金攻絲方法研究
不銹鋼和鈦合金攻絲方法研究 不銹鋼和鈦合金攻絲方法研究
格式:pdf
大小:324KB
頁數(shù):2P
4.7
針對不銹鋼和鈦合金材料在攻絲時的難題,如何在實際加工中選取合理的攻絲條件。我們首先分析兩種材料的加工特性,又從絲錐材料、切削速度、切削液三方面說明了對不銹鋼和鈦合金材料攻絲加工時的影響和選取方法。

不銹鋼工件上加工m3以下小螺紋孔
格式:pdf
大小:53KB
頁數(shù):2P
4.4
摘要:介紹了采用切削—擠壓組合工藝加工不銹鋼工件小徑內(nèi)螺紋的方法,優(yōu)選了工 藝參數(shù)以及切削絲錐和擠壓絲錐的加工余量分配。 1引言 在不銹鋼工件上加工小螺紋孔歷來是一個難題。由于不銹鋼材料塑性變形大,韌性好,加工硬化嚴重,切削抗力大,且攻絲加工是在半封閉狀況下進行,散熱條件差, 排屑困難,切削扭矩往往超過絲錐的強度極限而導(dǎo)致絲錐折斷。我們通過對切削絲錐和無屑擠壓絲錐加工內(nèi)螺紋時出現(xiàn)的問題進行分析,采用切削—擠壓組合加工方 式在不銹鋼工件上加工小螺紋孔,取得了較理想的效果。 2不同加工工藝的比較分析 在不銹鋼工件上加工m3以下小螺紋孔時,傳統(tǒng)加工工藝是以三支絲錐為一組,用鉸桿手工攻絲。將三支修磨為不同外徑的切削絲錐從小到大分為三錐,首先攻頭錐, 然后依次攻二錐、三錐成型。切削量按不同比例分配給三支絲錐,可使每支絲錐承受的切削扭矩減小。但采用這種方式加工時,有時絲錐仍難免折斷,且加工
1Cr18Ni9Ti不銹鋼螺紋副粘扣現(xiàn)象分析及防治 1Cr18Ni9Ti不銹鋼螺紋副粘扣現(xiàn)象分析及防治
格式:pdf
大小:194KB
頁數(shù):3P
4.4
1cr18ni9ti不銹鋼螺紋聯(lián)接件,具有良好的耐蝕性、高溫穩(wěn)定性,廣泛用于海洋、野外、高溫和腐蝕等惡劣環(huán)境下。但該類聯(lián)接件的螺紋副很容易產(chǎn)生"粘扣"現(xiàn)象,特別是大直徑螺紋副"粘扣"現(xiàn)象尤為嚴重,已成為不容忽視的問題。
1CrNi9Ti不銹鋼M3螺紋振動攻絲技術(shù)精華文檔
不銹鋼螺母的鉆孔、攻螺紋 不銹鋼螺母的鉆孔、攻螺紋
格式:pdf
大小:369KB
頁數(shù):2P
4.4
在石油、化工行業(yè)機械設(shè)備及管道的緊固聯(lián)接中,為了確保聯(lián)接的牢固,嚴防腐蝕失效,不銹鋼緊固件被廣泛應(yīng)用,其材質(zhì)一般為鉻不銹鋼或鉻鎳不銹鋼。鉻不銹鋼分為wcr=12%、wcr=17%和wcr=27%等種類;鉻鎳不銹鋼中wcr=17%-20%,wni=8%-11%。鉻鎳不銹鋼的抗腐蝕性能及力學(xué)性能比鉻不銹鋼高,因而被首先利用。例如1cr18ni9ti,其特點是韌性大、強度高、導(dǎo)熱性差,切屑的粘附性和加工硬化趨勢較強,故無論是切削還是鉆削性能都不良,尤其是在不銹鋼螺母工件上鉆孔、攻螺紋,鉆頭上易產(chǎn)生積瘤,出現(xiàn)“脹牙”現(xiàn)象;攻螺紋速度慢、絲錐易出現(xiàn)咬死或扭斷、工件表面粗糙度差等不良情況,產(chǎn)品質(zhì)量不佳。為此本文就工作中遇到的規(guī)格m24-m36、材質(zhì)1cr18ni9ti不銹鋼螺母的鉆孔、螺紋問題略談以下幾點看法,供參考。
不銹鋼工件的鉆孔與攻螺紋 不銹鋼工件的鉆孔與攻螺紋
格式:pdf
大小:208KB
頁數(shù):1P
4.5
由于不銹鋼材料韌性大、熱強度高、導(dǎo)熱性差,在加工中切削力大、切屑粘性強,在刀具上積聚的熱量愈多,切屑帶走的熱量就愈少,切削的熱量難于擴散,致使刀具發(fā)熱,降低刀具的切削性能,故帶來一系列問題。為了提高產(chǎn)品質(zhì)量和生產(chǎn)效率,因此在不銹鋼工件上鉆孔、攻螺紋兩個工藝方面在克服不足之處可采取一些措施。

螺紋攻絲底孔對照表
格式:pdf
大小:14KB
頁數(shù):1P
4.7
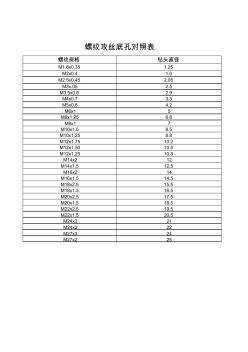
螺紋規(guī)格鉆頭直徑 m1.6x0.351.25 m2x0.41.6 m2.5x0.452.05 m3x.052.5 m3.5x0.62.9 m4x0.73.3 m5x0.84.2 m6x15 m8x1.256.8 m8x17 m10x1.58.5 m10x1.258.8 m12x1.7510.2 m12x1.5010.5 m12x1.2510.8 m14x212 m14x1.512.5 m16x214 m16x1.514.5 m18x2.515.5 m18x1.516.5 m20x2.517.5 m20x1.518.5 m22x2.519.5 m22x1.520.5 m24x321 m24x222 m27x324 m27x225 螺紋攻絲底孔對照表
簡易攻絲圈內(nèi)螺紋裝置 簡易攻絲圈內(nèi)螺紋裝置
格式:pdf
大小:199KB
頁數(shù):1P
4.3
絲圈外螺紋加工完后,當(dāng)攻內(nèi)螺紋時,由于絲圈壁厚較薄,裝夾時,絲圈容易變形,導(dǎo)致絲錐無法攻內(nèi)螺紋,嚴重的甚至造成絲圈報廢,因此,設(shè)計了攻絲圈內(nèi)螺紋裝置,如圖1所示。本裝置由上、下鐵板組成,通過4個螺栓固定夾緊,把要加工內(nèi)螺紋的絲圈擰入上板,絲圈靠在下板上,用絲錐攻絲圈內(nèi)螺紋。上板螺紋尺
1CrNi9Ti不銹鋼M3螺紋振動攻絲技術(shù)最新文檔

不銹鋼工件上加工m以下小螺紋孔
格式:pdf
大小:51KB
頁數(shù):2P
4.4
摘要:介紹了采用切削—擠壓組合工藝加工不銹鋼工件小徑內(nèi)螺紋的方法,優(yōu)選了工 藝參數(shù)以及切削絲錐和擠壓絲錐的加工余量分配。 1引言 在不銹鋼工件上加工小螺紋孔歷來是一個難題。由于不銹鋼材料塑性變形大,韌性好,加工硬化嚴重,切削抗力大,且攻絲加工是在半封閉狀況下進行,散熱條件差, 排屑困難,切削扭矩往往超過絲錐的強度極限而導(dǎo)致絲錐折斷。我們通過對切削絲錐和無屑擠壓絲錐加工內(nèi)螺紋時出現(xiàn)的問題進行分析,采用切削—擠壓組合加工方 式在不銹鋼工件上加工小螺紋孔,取得了較理想的效果。 2不同加工工藝的比較分析 在不銹鋼工件上加工m3以下小螺紋孔時,傳統(tǒng)加工工藝是以三支絲錐為一組,用鉸桿手工攻絲。將三支修磨為不同外徑的切削絲錐從小到大分為三錐,首先攻頭錐, 然后依次攻二錐、三錐成型。切削量按不同比例分配給三支絲錐,可使每支絲錐承受的切削扭矩減小。但采用這種方式加工時,有時絲錐仍難免折斷,且加工
螺紋攻絲前鉆底孔直徑(企業(yè)標(biāo)準(zhǔn))
格式:pdf
大小:160KB
頁數(shù):4P
4.6
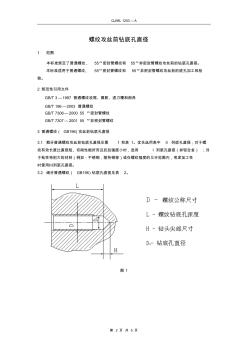
qj/ml1203—a 第2頁共5頁 螺紋攻絲前鉆底孔直徑 1范圍 本標(biāo)準(zhǔn)規(guī)定了普通螺紋、55°密封管螺紋和55°非密封管螺紋攻絲前的鉆底孔直徑。 本標(biāo)準(zhǔn)適用于普通螺紋、55°密封管螺紋和55°非密封管螺紋攻絲前的底孔加工和檢 驗。 2規(guī)范性引用文件 gb/t3—1997普通螺紋收尾、肩距、退刀槽和倒角 gb/t196—2003普通螺紋 gb/t7306—200055°密封管螺紋 gb/t7307—200155°非密封管螺紋 3普通螺紋(gb196)攻絲前鉆底孔直徑 3.1粗牙普通螺紋攻絲前鉆底孔直徑見圖1和表1。優(yōu)先選用表中ii列底孔直徑;對于螺 紋有效長度比直徑短、切削性能好而且抗拉強度小時,選用i列底孔直徑(如輕合金);對 于粘性特別大的材料(例如:不銹鋼,耐熱鋼等)或在螺紋強度的允許范圍內(nèi),考慮加工性
內(nèi)螺紋攻絲器的研究 內(nèi)螺紋攻絲器的研究
格式:pdf
大小:1.3MB
頁數(shù):2P
4.3
一、提出問題內(nèi)螺紋加工中存在較大的靜態(tài)負載和動態(tài)負載,而且載荷的分布是不均勻的,根據(jù)負載特性,必須為絲錐提供一種動態(tài)動力(力矩)。但傳統(tǒng)內(nèi)螺紋加工的動力源提供給絲錐的是穩(wěn)態(tài)動力,如果絲錐的動態(tài)負載(如積屑瘤的變化、材質(zhì)發(fā)生變化
鈦合金材料小直徑螺紋盲孔攻絲技術(shù) 鈦合金材料小直徑螺紋盲孔攻絲技術(shù)
格式:pdf
大小:1010KB
頁數(shù):4P
4.4
某產(chǎn)品管殼零件結(jié)構(gòu)如圖1所示,零件局部壁厚不足1.5mm,屬典型的薄壁殼體類零件。它用直徑φ110mm、長95mm、重4.098kg鈦合金棒料,采取消除應(yīng)力、穩(wěn)定處理等措施,經(jīng)30多道工序加工而成,最后一道工序為小直徑盲孔攻螺紋(6-m3-6h),螺紋
 淺談不銹鋼攻螺紋技巧
淺談不銹鋼攻螺紋技巧 淺談不銹鋼攻螺紋技巧
格式:pdf
大小:214KB
頁數(shù):3P
4.7
隨著我國生產(chǎn)制造業(yè)的迅速發(fā)展,產(chǎn)品向著小型化、美觀化等方向發(fā)展。不銹鋼材料由于具有耐腐蝕性并兼有強度和韌性方面的優(yōu)異性能,在高壓電器工業(yè)領(lǐng)域,得到了日益廣泛的應(yīng)用。不銹鋼材料的韌性大、熱強度高、導(dǎo)熱系數(shù)低、切削時塑性變形大、加工硬化嚴重、切削熱多、散熱困難等特點,造成刀尖處切削溫度高、切屑粘附刃口嚴重,
小規(guī)格內(nèi)螺紋攻絲頭 小規(guī)格內(nèi)螺紋攻絲頭
格式:pdf
大小:44KB
頁數(shù):未知
4.4
小規(guī)格內(nèi)螺紋攻絲頭寶成通用電子公司張建忠儀表工業(yè)生產(chǎn)中,小規(guī)格內(nèi)螺紋加工十分普遍,數(shù)量大,當(dāng)前多用手工操作。由于手握絲錐(鉸杠)很難掌握它們與零件底孔的傾斜度,導(dǎo)致絲錐折斷,零件報廢。我們設(shè)計的攻絲頭,安裝在普通鉆床上,實現(xiàn)了半自動攻絲。經(jīng)多年實踐證...
1CrNi9Ti不銹鋼M3螺紋振動攻絲技術(shù)相關(guān)
文輯推薦
知識推薦
百科推薦


職位:總監(jiān)理工程師
擅長專業(yè):土建 安裝 裝飾 市政 園林


