

1Cr18Ni9Ti不銹鋼厚壁管全位置焊
格式:pdf
大小:214KB
頁數(shù):4P
人氣 :56
 4.6
4.6
1Cr18Ni9Ti 不銹鋼厚壁管全位置焊 中國第二重型機械集團(tuán)公司金結(jié)重型制造廠 (德陽市 618013) 編制:吳明華 鄔希賢 表演:吳明華 1 焊接性分析 (1)1Cr18Ni9Ti 不銹鋼 φ133×11mm 大管水平固定全位置對接接頭主要用于核 電設(shè)備及某些化工設(shè)備中需要耐熱耐酸的管道中, 焊接難度較高,對焊接接頭質(zhì) 量要求很高,內(nèi)表面要求成形良好,凸起適中,不內(nèi)凹,焊后要求 PT、RT檢驗。 以往均采用 TIG焊或手工電弧焊, 前者效率低、成本高,后者質(zhì)量難以保證且效 率低。為既保證質(zhì)量又提高效率,采用 TIG內(nèi)、外填絲法焊底層, MAG焊填充及 蓋面層,使質(zhì)量、效率都得到保證。 (2)1Cr18Ni9Ti 不銹鋼熱膨脹率、 導(dǎo)電率均與碳鋼及低合金鋼差別較大, 且熔池 流動性差,成形較差,特別在全位置焊接時更突出,以往對 MAG(Ar+1%~2% O2) 焊不銹鋼,一般只用于平



 1Cr18Ni9Ti不銹鋼厚壁管全位置焊
1Cr18Ni9Ti不銹鋼厚壁管全位置焊 1Cr18Ni9Ti不銹鋼厚壁管全位置焊
格式:pdf
大小:413KB
頁數(shù):3P
一、焊接性分析(1)1cr18ni9ti不銹鋼φ133mm×11mm大管水平固定全位置對接接頭主要用于某些化工設(shè)備中需要耐熱耐酸的管道中,焊接難度較大,對焊接接頭質(zhì)量要求很高,內(nèi)表面要求成形良好,凸起適中,不內(nèi)凹,焊后要求
編輯推薦下載
1Cr18Ni9Ti不銹鋼厚壁管全位置焊接 1Cr18Ni9Ti不銹鋼厚壁管全位置焊接
格式:pdf
大小:104KB
頁數(shù):1P
4.5
本文針對不銹鋼厚壁管全位置焊的高難度焊接操作技術(shù),從材質(zhì)、裝配定位、焊材、焊接工藝經(jīng)行了分析,采取了相應(yīng)措施,防止了各種常見缺陷,提高了生產(chǎn)效率,滿足了礦區(qū)及化工壓力管道要求。
06Cr18Ni11Ti不銹鋼厚壁管焊接新工藝 06Cr18Ni11Ti不銹鋼厚壁管焊接新工藝
格式:pdf
大小:128KB
頁數(shù):未知
4.4
通過校企結(jié)合的實踐和經(jīng)驗,以奧氏體不銹鋼焊接的有關(guān)理論為依據(jù),就06cr18ni11ti不銹鋼的焊接問題,通過改變焊接方法,改善保護(hù)氣體成分,選用合理的焊接工藝參數(shù)及操作方法,闡述了新方法、新工藝和新操作技能,不僅能很好地保證焊接質(zhì)量,而且焊接效率得到很大的提高。
1Cr18Ni9Ti不銹鋼厚壁管全位置焊熱門文檔
不銹鋼厚壁管全位置焊工藝 不銹鋼厚壁管全位置焊工藝
格式:pdf
大小:304KB
頁數(shù):1P
4.4
論述1cr18ni9ti不銹鋼φ133×δ11mm大管水平固定全位置焊接的具體要求和方法,著重論述采用手工鎢極氬弧焊打底,混合氣體(co_2+ar)保護(hù)焊填充及蓋面焊,立向上的水平固定全位置焊接的操作特點和操作步驟。
不銹鋼1Cr18Ni9Ti和0Cr18Ni9的區(qū)別
格式:pdf
大小:30KB
頁數(shù):3P
4.4
1cr18ni9ti和0cr18ni9均屬于18-8系列不銹鋼種類,其區(qū)別主要 是含碳量的多少和是否含有鈦。它們的機械性能基本上無太大的差 異。在不銹鋼品種生產(chǎn)的初期,受冶煉技術(shù)的限制,無法將不銹鋼中 的含碳量降下來,因此在其中加入少量的鈦以提高它的耐腐蝕能力。 隨著技術(shù)的進(jìn)步,低碳和超低碳的不銹鋼的生產(chǎn)已不在是問題,所以, 0cr18ni9得應(yīng)用越來越廣泛,而1cr18ni9ti則淪為限制生產(chǎn)和不推 薦使用的品種。但這并不是說1cr18ni9ti就一點用處也沒有了。國 外有一種不銹鋼牌號叫321h,它與1cr18ni9ti的化學(xué)成分基本相當(dāng), 生產(chǎn)此牌號的不銹鋼的目的是提高改善321不銹鋼的高溫性能。 0cr18ni9就是美標(biāo)的304,是最常用的不銹鋼。 304l是超低碳不銹鋼,耐腐蝕性質(zhì)更好, 304h含碳量高些,高溫強度好。 321的材料已經(jīng)很少用了
1Cr18Ni9Ti不銹鋼小徑管的焊條電弧焊 1Cr18Ni9Ti不銹鋼小徑管的焊條電弧焊
格式:pdf
大小:126KB
頁數(shù):4P
4.5
0概述不銹鋼由于其優(yōu)良的耐腐蝕性能、耐熱性能、力學(xué)性能和焊接性能以及較好的塑性而在工業(yè)生產(chǎn)各行各業(yè)中得到了越來越廣泛應(yīng)用。但不銹鋼材料在焊接時,如焊接工藝或方法不當(dāng)、或者焊接材料選用不正確,會產(chǎn)生一系列缺陷,直接影響其接頭的性能和焊縫的質(zhì)量。尤其是對于管徑較小的不銹鋼鋼管的焊接,更容易出現(xiàn)類似的問題,這是由于不銹鋼的熱導(dǎo)率低,加之管徑小而不易散熱,造成熱量比較集中,溫度梯度比較大等原因。特別是在不具備氬弧焊而采用焊條電弧焊的條件下,其難度更大。
1Cr18Ni9Ti不銹鋼與20碳鋼的管對焊連接技術(shù) 1Cr18Ni9Ti不銹鋼與20碳鋼的管對焊連接技術(shù)
格式:pdf
大小:346KB
頁數(shù):3P
4.8
1cr18ni9ti奧氏體不銹鋼與20碳鋼焊接屬于異種鋼焊接,由于它們的化學(xué)成分、熱導(dǎo)率和線脹系數(shù)有很大差異,焊接時容易產(chǎn)生裂紋等焊接缺陷。通過深入分析它們的焊接性和焊接中存在的主要問題,采用合適的焊接參數(shù)、h1cr25ni13鎳基焊絲和a302高鉻鎳焊條,以及其他必要的焊接工藝措施,避免了焊接缺陷的產(chǎn)生,滿足了工程實踐的需要。
1Cr18Ni9Ti奧氏體不銹鋼管焊接工藝 1Cr18Ni9Ti奧氏體不銹鋼管焊接工藝
格式:pdf
大小:86KB
頁數(shù):1P
4.7
1cr18ni9ti鋼材由于cr元素含量較高,焊接時極易氧化。1cr18ni9ti奧氏體不銹鋼管焊接時,當(dāng)采用tig焊焊接,由于管材焊縫背部的高溫金屬無法進(jìn)行有效保護(hù),焊縫背部的高溫金屬與空氣中的氧產(chǎn)生劇烈反應(yīng),導(dǎo)致焊縫根部的嚴(yán)重氧化和燒損。本文采用tig焊進(jìn)行焊接,可有效避免焊縫根部氧化,實現(xiàn)焊接。
1Cr18Ni9Ti不銹鋼厚壁管全位置焊精華文檔
1Cr18Ni9Ti不銹鋼與20R碳鋼的異種鋼焊接 1Cr18Ni9Ti不銹鋼與20R碳鋼的異種鋼焊接
格式:pdf
大小:71KB
頁數(shù):1P
4.5
1cr18ni9ti不銹鋼與20r碳鋼屬于異種鋼焊接,兩種材料的熱導(dǎo)率和線性膨脹系數(shù)有很大差異,為保證質(zhì)量,分析兩種材料的焊接性能存在的問題,并制定焊接工藝措施。
1Cr18Ni9Ti不銹鋼板TIG焊工藝設(shè)計
格式:pdf
大小:249KB
頁數(shù):11P
4.8
1cr18ni9ti不銹鋼板tig焊工藝設(shè)計 摘要:本說明書分析了1cr18ni9ti鋼板的化學(xué)成分、力學(xué)性能和它的焊接性, 并在此基礎(chǔ)上制定了一套tig焊的設(shè)計工藝,包括材料的焊接性能分析、tig焊 設(shè)備描述、tig焊焊的各項工藝參數(shù)、焊接前的準(zhǔn)備、焊后處理以及焊縫檢驗。 關(guān)鍵詞:1cr18ni9ti鋼板tig焊 一、母材的焊接性能分析 1.1母材的成分及性能 母材規(guī)格:1cr18ni9ti鋼板一塊,規(guī)格:-5×100×300,tig焊。母材的 力學(xué)性能如表1所示,母材化學(xué)成分如表2所示。 表1母材牌號、力學(xué)性能 牌號 力學(xué)性能 s(mpa)b(mpa)5(%)(%)hrb 304≥200≥520≥40≥50≤90 表2母材化學(xué)成分(%) 牌號 化學(xué)成分(%) cnisipmns 304
鈦合金TC4與1Cr18Ni9Ti不銹鋼的擴散焊工藝探索 鈦合金TC4與1Cr18Ni9Ti不銹鋼的擴散焊工藝探索
格式:pdf
大小:168KB
頁數(shù):未知
4.3
選用鈍銅和純鎳作為中間層金屬,探索tc4鐵合金和1cr18ni9ti不銹鋼的真空擴散焊工藝.采用金相法、掃描電鏡、x射線衍射等手段對接頭界面附近的微區(qū)進(jìn)行了較詳細(xì)的分析.結(jié)果表明,采用上述中間層進(jìn)行tc4-1cr18ni9ti的擴散焊時,cu和ti產(chǎn)生強烈的共晶反應(yīng),但并未阻止ti向不銹鋼中擴散,各元素相互擴散的結(jié)果,使接頭中形成多層次的不同組織和多種化合物,導(dǎo)致接頭強度較低,呈脆性斷裂.
1Cr18Ni9Ti不銹鋼軌道梁的焊制工藝 1Cr18Ni9Ti不銹鋼軌道梁的焊制工藝
格式:pdf
大小:305KB
頁數(shù):2P
4.8
一、概述銅網(wǎng)廠酸洗車間電動葫蘆軌道梁,原采用黑色金屬工字鋼制作。由于酸溶液腐蝕的影響,工字鋼經(jīng)過一兩年的使用,醬褐色腐蝕渣殼和鐵銹等腐蝕物,成塊狀或粉狀脫落,危及軌道梁載荷的安全使用。為此采用防腐防銹的不銹鋼軌道梁,取代黑色金屬工字鋼,消除安全生產(chǎn)隱患,成為人們的共識。
1Cr18Ni9Ti不銹鋼低功率激光-雙面TIG復(fù)合焊接仿真研究 1Cr18Ni9Ti不銹鋼低功率激光-雙面TIG復(fù)合焊接仿真研究
格式:pdf
大小:207KB
頁數(shù):未知
4.6
基于ansys有限元平臺,建立了1cr18ni9ti不銹鋼低功率激光-雙面tig復(fù)合焊有限元預(yù)測模型,模擬分析了低功率激光-雙面tig復(fù)合焊熱循環(huán)規(guī)律和熔池形貌;并實際搭建了低功率激光-雙面tig復(fù)合焊系統(tǒng),對模擬結(jié)果進(jìn)行了對比分析。研究發(fā)現(xiàn)模擬溫度曲線和實測溫度曲線、模擬焊接熔合線和實際焊縫形貌吻合良好。
1Cr18Ni9Ti不銹鋼厚壁管全位置焊最新文檔
熱軋321(1Cr18Ni9Ti)不銹鋼管每米重量表
格式:pdf
大小:40KB
頁數(shù):2P
4.7
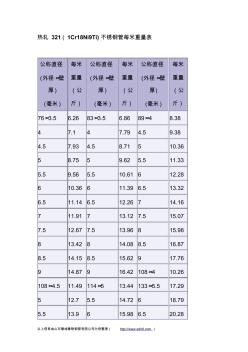
以上信息由山東聊城魯聯(lián)鋼管有限公司為您整理(http://www.***.***) 熱軋321(1cr18ni9ti)不銹鋼管每米重量表 公稱直徑 (外徑×壁 厚) (毫米) 每米 重量 (公 斤) 公稱直徑 (外徑×壁 厚) (毫米) 每米 重量 (公 斤) 公稱直徑 (外徑×壁 厚) (毫米) 每米 重量 (公 斤) 76×3.56.2683×3.56.8689×48.38 47.147.794.59.38 4.57.934.58.71510.36 58.7559.625.511.33 5.59.565.510.61612.28 610.36611.396.513.32 6.511.146.512.26714.16 711.91713.127.515.07
不銹鋼1Cr18Ni9Ti和0Cr18Ni9的區(qū)別(20201021121808)
格式:pdf
大小:32KB
頁數(shù):3P
4.8
1cr18ni9ti和0cr18ni9均屬于18-8系列不銹鋼種類,其區(qū)別主要 是含碳量的多少和是否含有鈦。它們的機械性能基本上無太大的差異。 在不銹鋼品種生產(chǎn)的初期,受冶煉技術(shù)的限制,無法將不銹鋼中的含 碳量降下來,因此在其中加入少量的鈦以提高它的耐腐蝕能力。隨著 技術(shù)的進(jìn)步,低碳和超低碳的不銹鋼的生產(chǎn)已不在是問題,所以, 0cr18ni9得應(yīng)用越來越廣泛,而1cr18ni9ti則淪為限制生產(chǎn)和不推 薦使用的品種。但這并不是說1cr18ni9ti就一點用處也沒有了。國 外有一種不銹鋼牌號叫321h,它與1cr18ni9ti的化學(xué)成分基本相當(dāng), 生產(chǎn)此牌號的不銹鋼的目的是提高改善321不銹鋼的高溫性能。 0cr18ni9就是美標(biāo)的304,是最常用的不銹鋼。 304l是超低碳不銹鋼,耐腐蝕性質(zhì)更好, 304h含碳量高些,高溫強度好。 321的材料已經(jīng)很
1Cr18Ni9Ti不銹鋼管坯表面橫裂分析 1Cr18Ni9Ti不銹鋼管坯表面橫裂分析
格式:pdf
大小:326KB
頁數(shù):5P
4.6
1cr18ni9ti奧氏體不銹鋼中δ-鐵素體數(shù)量(級)過高是影響其軋(鍛)坯表面質(zhì)量的主要因素。當(dāng)鋼中δ-鐵素體級超過2.5級,鋼坯表面質(zhì)量急劇下降。作為1cr18ni9ti不銹鋼管坯更應(yīng)對δ-鐵素體進(jìn)行嚴(yán)格控制。當(dāng)δ-鐵素體量≤10%、[cr]/[ni]≤1.7o、ti≤0.70%,[ti]/[c]控制在7~8,保溫溫度控制在1220℃左右,1cr18ni9ti不銹鋼管坯可獲得良好的表面質(zhì)量。
1Cr18Ni9Ti不銹鋼導(dǎo)管擴口開裂分析 1Cr18Ni9Ti不銹鋼導(dǎo)管擴口開裂分析
格式:pdf
大小:77KB
頁數(shù):未知
4.5
對1cr18ni9ti不銹鋼導(dǎo)管的擴口開裂進(jìn)行了試驗分析,認(rèn)為基體中的δ鐵素體相與擴口開裂有關(guān),而加工操作不當(dāng)是擴口開裂的誘發(fā)因素。對有關(guān)標(biāo)準(zhǔn)提出了建議。
不銹鋼厚壁管全位置焊接工藝 不銹鋼厚壁管全位置焊接工藝
格式:pdf
大小:1.0MB
頁數(shù):未知
4.5
本文就焊接技術(shù)的發(fā)展簡要加以說明,著重論述了不銹鋼的焊接工藝,對于p91等合金鋼的焊接應(yīng)加強研究,提供更可靠的焊接質(zhì)量。
1Cr18Ni9Ti大直徑不銹鋼管的全位置水平固定焊接 1Cr18Ni9Ti大直徑不銹鋼管的全位置水平固定焊接
格式:pdf
大小:47KB
頁數(shù):3P
4.6
大直徑不銹鋼管的全位置焊接,根據(jù)其特殊的焊接性,提出較合理的焊接工藝和操作方法。
不銹鋼厚壁管道的焊接實踐 不銹鋼厚壁管道的焊接實踐
格式:pdf
大小:155KB
頁數(shù):3P
4.6
詳細(xì)介紹材質(zhì)為x6crnimoti17-12-2的不銹鋼厚壁管道焊接方法,重點敘述在焊接過程中需特別注意的關(guān)鍵環(huán)節(jié),以及焊接實際操作要點。
1Cr18Ni9Ti不銹鋼厚壁管全位置焊相關(guān)
文輯推薦
知識推薦
百科推薦


職位:一級消防工程師
擅長專業(yè):土建 安裝 裝飾 市政 園林


