

1Cr17不銹鋼管與Q235鋼管焊接
格式:pdf
大小:287KB
頁數:2P
人氣 :79
 4.5
4.5
1Cr17不銹鋼管與Q235鋼管的焊接屬于異種鋼焊接,焊接接頭容易出現裂紋缺陷。通過認真分析,選用合適的焊接工藝并進行適當的焊后熱處理,且采用單面焊雙面成形是可以避免裂紋缺陷的產生,獲得很好的焊接質量。



 1Cr17不銹鋼管與Q235鋼管的焊接工藝研究
1Cr17不銹鋼管與Q235鋼管的焊接工藝研究 1Cr17不銹鋼管與Q235鋼管的焊接工藝研究
格式:pdf
大小:104KB
頁數:2P
針對工業管道異種鋼焊管在使用過程中經常出現裂紋的問題,分析了1cr17不銹鋼與q235鋼熔焊的焊接性,總結了切實可行的焊接工藝措施,為管道建設與維修提供技術依據。
不銹鋼管焊接通用工藝
格式:pdf
大小:316KB
頁數:5P
船體焊接通用工藝--------不銹鋼管焊接通用工藝 --1-- 不銹鋼管焊接通用工藝 一、適用范圍 1.本工藝適用于各類船用不銹鋼管系的焊接。 2.本工藝不適用船用無縫鋼管的焊接,該類管系的焊接參見《管系焊 接通用工藝》。 二、工藝內容 1.焊接方法及材料 1.1本船采用的焊接方法主要有鎢極氬弧焊和co2氣體保護焊。 1.2焊接材料有鈰鎢棒(φ2.4或φ3.2㎜),tgs308l不銹鋼焊絲 (φ1.6、φ2.4㎜),tfw-308lco2不銹鋼藥芯焊絲(φ1.2㎜)。 2.焊前準備 1.1焊前需清雜質,焊接部位要清潔干凈,不能有油漆、油、銹、 氧化皮或其它對焊接質量有害的附著物。為保證焊接質量,坡口兩側20~ 30㎜內用丙酮清洗,并涂上石灰粉防止飛濺損傷鋼材表面。在加工管子及 搬運過程中應
編輯推薦下載
分析不銹鋼管焊接缺陷 分析不銹鋼管焊接缺陷
格式:pdf
大小:73KB
頁數:2P
4.5
2008年華錦集團工程公司為乙烯公司安裝了一條精制水管線,材質為0cr18ni9,規格為φ219mm*6mm,全長為2000米。本文就水平固定位置的焊接情況,分
1Cr18Ni9Ti奧氏體不銹鋼管焊接工藝 1Cr18Ni9Ti奧氏體不銹鋼管焊接工藝
格式:pdf
大小:86KB
頁數:1P
4.7
1cr18ni9ti鋼材由于cr元素含量較高,焊接時極易氧化。1cr18ni9ti奧氏體不銹鋼管焊接時,當采用tig焊焊接,由于管材焊縫背部的高溫金屬無法進行有效保護,焊縫背部的高溫金屬與空氣中的氧產生劇烈反應,導致焊縫根部的嚴重氧化和燒損。本文采用tig焊進行焊接,可有效避免焊縫根部氧化,實現焊接。
1Cr17不銹鋼管與Q235鋼管焊接熱門文檔

3不銹鋼管焊接技術總結
格式:pdf
大小:391KB
頁數:6P
4.5
304不銹鋼管焊接技術總結 1、工藝流程 施工準備→材料進場、檢驗→下料→放線、支吊架制作安裝→焊接→焊縫拋 光及酸洗鈍化處理→焊縫檢查→管道灌水試壓、沖洗 2、操作要點 2.1施工準備 (1)編制施工方案和施工進度計劃,建立質量工作標準。 (2)操作人員以管工、氬弧焊工為主,其它工種配合,并且氬弧焊工應具 有相關部門頒發的合格證。 (3)施工用料按材料計劃備齊,送到現場,并保證按計劃供應。 (4)對現場操作人員進行書面技術交底、現場技術、安全交底。 2.2焊接材料準備 (1)管材與管件的選用,應根據使用環境介質因素、化學成分及其使用壓 力,而選用相應等級的產品,以確保焊縫金屬組織和機械性能。 (2)氬氣應符合國家標準《氬氣》gb4842的規定,應選用純度為99.96%的 氬氣,若雜質含量過多,會削弱氬氣的保護效果,直接影響焊縫質量。 (3)電極材料采用鈰鎢極。鈰鎢極
不銹鋼鋼管焊接經驗
格式:pdf
大小:423KB
頁數:4P
4.4
不銹鋼鋼管焊接經驗 不銹鋼鋼管焊接機要求美觀,還要密封,下面是一些經驗: 1、工藝流程 施工準備→材料進場、檢驗→下料→放線、支吊架制作安裝→焊接→焊縫拋 光及酸洗鈍化處理→焊縫檢查→管道灌水試壓、沖洗 2、操作要點 2.1施工準備 (1)編制施工方案和施工進度計劃,建立質量工作標準。 (2)操作人員以管工、氬弧焊工為主,其它工種配合,并且氬弧焊工應具 有相關部門頒發的合格證。 (3)施工用料按材料計劃備齊,送到現場,并保證按計劃供應。 (4)對現場操作人員進行書面技術交底、現場技術、安全交底。 2.2焊接材料準備 (1)管材與管件的選用,應根據使用環境介質因素、化學成分及其使用壓 力,而選用相應等級的產品,以確保焊縫金屬組織和機械性能。 (2)氬氣應符合國家標準《氬氣》gb4842的規定,應選用純度為99.96%的 氬氣,若雜質含量過多,會削弱氬氣的保護效果,直接影
不銹鋼管焊接作業指導書
格式:pdf
大小:36KB
頁數:4P
4.7
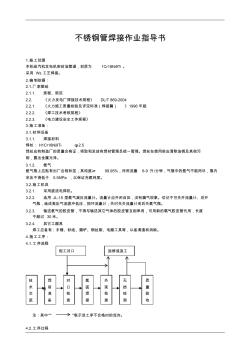
不銹鋼管焊接作業指導書 1.施工范圍 本機組汽機發電機密封油管道,材質為1cr18ni9ti。 采用ws工藝焊接。 2.編制依據: 2.1.廠家圖紙 2.1.1.規程、規范 2.2.《火力發電廠焊接技術規程》dl/t869-2004 2.2.1.《火力施工質量檢驗及評定標準(焊接篇)》1996年版 2.2.2.《焊工技術考核規程》 2.2.3.《電力建設安全工作規程》 3.施工準備: 3.1.材料設備 3.1.1.焊接材料 焊絲:h1cr18ni9tiφ2.5 焊絲應有制造廠的質量合格證,領取和發放有焊材管理員統一管理。焊絲在使用前應清除油銹及其他污 物,露出金屬光澤。 3.1.2.氬氣 氬氣瓶上應貼有出廠合格標簽,其純度≥99.95%,所用流量6-9升/分鐘,氣瓶中的氬氣不能用盡,瓶內 余壓不得低于0.5mpa,以保證充氬純度。 3.2.
不銹鋼管焊接工藝及熱處理
格式:pdf
大小:19KB
頁數:6P
4.8
不銹鋼管焊接工藝及熱處理 [我的鋼鐵]2009-02-0315:10:20 不銹鋼管熱處理 不銹鋼管熱處理國外普遍采納帶愛護氣體的無氧化連續熱處理爐,進 行生產過程中的中間熱處理和最終的成品熱處理,由于能夠獲得無氧化的 光亮表面,從而取消了傳統的酸洗工序。這一熱處理工藝的采納,既改善 了鋼管的質量,又克服了酸洗對環境的污染。 按照目前世界進展的趨勢,光亮連續爐差不多分為三種類型: (1)輥底式光亮熱處理爐。這種爐型適用于大規格、大批量鋼管熱處 理,小時產量為1.0噸以上。可使用的愛護氣體為高純度氫氣、分解氨及其 它愛護氣體。能夠配備有對流冷卻系統,以便較快地冷卻鋼管。 (2)網帶式光亮熱處理爐。這種爐型適合于小直徑薄壁周密鋼管,小 時產量約為0.3-1.0噸,處理鋼管長度可達40米,也能夠處理成卷的毛細管。 (3)馬弗式光亮熱處理爐。鋼管裝在連續的把架上,在馬弗管內運行 加熱
高壓不銹鋼管焊接工藝
格式:pdf
大小:56KB
頁數:3P
4.8
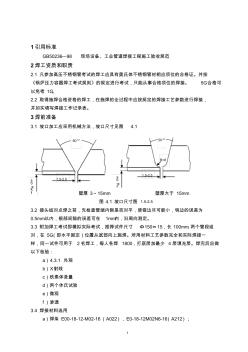
1 1引用標準 gb50236—98現場設備、工業管道焊接工程施工驗收規范 2焊工資質和職責 2.1凡參加高壓不銹鋼管考試的焊工應具有奧氏體不銹鋼管材相應項位的合格證。并按 《鍋爐壓力容器焊工考試規則》的規定進行考試,只能從事合格項位的焊接。5g合格可 以免考1g。 2.2取得施焊合格資格的焊工,在施焊的全過程中應按規定的焊接工藝參數進行焊接, 并如實填寫焊接工作記錄表。 3焊前準備 3.1坡口加工應采用機械方法,坡口尺寸見圖4.1 壁厚3~15mm壁厚大于15mm 圖4.1坡口尺寸圖1.5-2.5 3.2接頭組對點焊之前,先檢查管端內側是否對平,使錯邊盡可能小,鈍邊的誤差為 0.5mm以內,根部間隙的誤差可在1mm內,沿周向測定。 3.3附加焊工考試即模擬實際考試,推薦試件尺寸ф150×15,長1
1Cr17不銹鋼管與Q235鋼管焊接精華文檔
不銹鋼管焊接施工方案
格式:pdf
大小:29KB
頁數:5P
4.4
精選文檔,供參考! 不銹鋼焊接施工方案 1總則 工程概況: 華能平涼發電有限公司二期#5機組超低排放脫硝系統優化改造工程,由福建龍 凈環保股份有限公司總承包,負責工程的設計、安裝施工、分布運行。本套供氨 管路系統采用一管供兩爐的原理。 1.1適用范圍 不銹鋼管道應用已經非常廣泛,如自來水、熱水、直飲水、供暖和工業管等系統。 運用的范圍涉及醫院、賓館、軍隊、學校、電視臺、商業大廈、居民住宅、大型 辦公樓等系統。 1.2編制依據的標準及規范 1.3.1電熱廠供氨管道敷設焊接工程施工質量驗收規范gb50242-2002 1.3.2薄壁不銹鋼水管(gb/t1922.8-2003) 1.3.3現場設備工業管道焊接工程施工驗收規范gb50236-98 2施工準備 2.1技術準備 2.1.1開工前,施工員必須仔細審閱圖紙,編制施工方案,并向班組作全面技術 交底,以保證安裝

不銹鋼管焊接施工方案
格式:pdf
大小:37KB
頁數:5P
4.5
. '. 不銹鋼焊接施工方案 1總則 工程概況: 華能平涼發電有限公司二期#5機組超低排放脫硝系統優化改造工程,由福建龍 凈環保股份有限公司總承包,負責工程的設計、安裝施工、分布運行。本套供氨 管路系統采用一管供兩爐的原理。 1.1適用范圍 不銹鋼管道應用已經非常廣泛,如自來水、熱水、直飲水、供暖和工業管等系統。 運用的范圍涉及醫院、賓館、軍隊、學校、電視臺、商業大廈、居民住宅、大型 辦公樓等系統。 1.2編制依據的標準及規范 1.3.1電熱廠供氨管道敷設焊接工程施工質量驗收規范gb50242-2002 1.3.2薄壁不銹鋼水管(gb/t1922.8-2003) 1.3.3現場設備工業管道焊接工程施工驗收規范gb50236-98 2施工準備 2.1技術準備 2.1.1開工前,施工員必須仔細審閱圖紙,編制施工方案,并向班組作全面技術 交底,以保證安裝質量。
不銹鋼管焊接作業指導書
格式:pdf
大小:37KB
頁數:5P
4.6
編號:hnhe—hj—00? 河南火電二建設公司 作業指導書 工程名稱:indorama2×30mw自備電廠工程 裝機容量:2×150t/h+2×30mw 作業項目名稱:不銹鋼管焊接作業指導書 編制單位:焊接隊 編寫:日期年月日 審核:日期年月日 審定:日期年月日 批準:日期年月日 1.施工范圍 本機組汽機發電機密封油管道,材質為1cr18ni9ti。 采用ws工藝焊接。 2.編制依據: 2.1.廠家圖紙 2.1.1.規程、規范 2.2.《火力發電廠焊接技術規程》dl/t869-2004 2.2.1.《火力施工質量檢驗及評定標準(焊接篇)》1996年版 2.2.2.《焊工技術考核規程》 2.2.3.《電力建設安全工作規程》 3.施工準備: 3.1.材料設備 3.1.1.焊接材料 焊絲:h1cr18

不銹鋼管焊接工藝規范
格式:pdf
大小:55KB
頁數:6P
4.8
滬東中華造船(集團)有限公司企業標準 companystandardofhudong-zhonghuashipbuilding(group)co.,ltd h&z562012-2002 不銹鋼管焊接工藝規范 200×-××-××實施 造船(集團)有限公司 hudong-zhonghuashipbuilding(group)co.,ltd. h&z562012-2002 -i- 前言 本規范根據企業應制定與實施設計規范、工藝規范、試驗規范的要求,按h&z001002-2002《企業 標準編寫的一般規定》,為明確不銹鋼管焊接的工藝要求而制定。 本規范是公司在船舶建造中多年工作的經驗總結,對于指導生產起重要作用。 本規范編制部門:造船設計三所; 本規范歸口部門:技術中心; 本規范制定日期:2002-12-20。 h&z562012-2002 -ii
奧氏體不銹鋼管焊接工藝探究 奧氏體不銹鋼管焊接工藝探究
格式:pdf
大小:1.7MB
頁數:2P
4.4
奧氏體不銹鋼的焊接要求非常嚴格,不僅焊縫內部不能出現任何微觀或者宏觀的超標缺陷,而且要能在實現各種使用性能以及力學性能的前提下,變形和收縮量要控制在一定范圍內,所以有較大的焊接難度。本文就圍繞奧氏體不銹鋼管的焊接工藝展開討論。
1Cr17不銹鋼管與Q235鋼管焊接最新文檔
Q235鋼與1Cr18Ni9Ti不銹鋼異種鋼焊接接頭性能的研究 Q235鋼與1Cr18Ni9Ti不銹鋼異種鋼焊接接頭性能的研究
格式:pdf
大小:169KB
頁數:1P
4.4
主要研究q235鋼與1cr18ni9ti不銹鋼焊接中存在的焊縫金屬化學成分不均勻和熔合區塑性降低(脆性層)這兩個問題。采用焊條電弧焊進行焊接,然后對焊接接頭進行宏觀和微觀研究。實驗表明,制定合理的焊接工藝,可以在一定程度上控制熱影響區晶粒的長大趨勢,從而提高q235和1ci18ni9ti異種鋼的焊接性。
Q235碳鋼與1Cr13不銹鋼的異種鋼焊接工藝研究 Q235碳鋼與1Cr13不銹鋼的異種鋼焊接工藝研究
格式:pdf
大小:210KB
頁數:1P
4.6
q235碳鋼與1cr13不銹鋼的焊接屬于異種鋼焊接,而1cr13不銹鋼的焊接性較差,焊接接頭容易出現裂紋缺陷。在異種焊接過程中通過認真分析,選用合適的焊接材料和焊接工藝,避免了異種鋼焊接缺陷的產生,保證了焊接質量。
 1Cr17不銹鋼火焰釬焊研究
1Cr17不銹鋼火焰釬焊研究 1Cr17不銹鋼火焰釬焊研究
格式:pdf
大小:188KB
頁數:3P
4.4
以b--ag40cuzncdni為釬料,分別采用“三明治法”和“毛細法”對1cr17鐵素體不銹鋼板進行火焰釬焊。對接頭進行了拉伸試驗,并對接頭的組織和顯微硬度進行了分析。結果表明:在相同條件下,“毛細法”施焊時,液態釬料的填縫過程具有清潔間隙的作用,有利于得到缺陷少而結合良好的接頭,接頭的剪切強度大于“三明治法”。
HDR雙相不銹鋼管焊接與研究 HDR雙相不銹鋼管焊接與研究
格式:pdf
大小:400KB
頁數:未知
4.3
隨著船舶制造業的發展,雙相不銹鋼管,在船舶管系中扮演越來越重要的角色,雙相不銹鋼管焊接要求高,難度大,工廠進行了大量的焊接工藝試驗,及產品焊接質量研究,較全面地掌握了雙相不銹鋼管的焊接技術。本文總結了雙相不銹鋼管的焊接經驗和缺陷的控制方法,為保證雙相不銹銅管的焊接質量提供了經驗。
不銹鋼管及復合不銹鋼管焊接工藝 不銹鋼管及復合不銹鋼管焊接工藝
格式:pdf
大小:374KB
頁數:2P
4.6
不銹鋼—碳鋼復合鋼管與不銹鋼管的焊接可看作是兩種焊接工藝的組合:即不銹鋼與不銹鋼的焊接;不銹鋼與碳鋼的焊接。焊接過程中,復合管基層和復合管襯管的封焊屬于異種金屬的焊接;不銹鋼管與復合管襯管的打底焊屬于同種金屬的焊接;不銹鋼管與復合管基層的填充焊屬于異種金屬的焊接。由此得知,每種焊接材料和焊接工藝的選擇由復合管的襯管、基層和不銹鋼的材料決定。
不銹鋼管的焊接規范
格式:pdf
大小:24KB
頁數:3P
4.5
不銹鋼管的焊接規范 不銹鋼管的焊接工藝?不銹鋼管的?焊接工藝 (1)焊接方法:由于現場多數為不銹鋼管道且大小不一,根據不銹鋼的焊接特點, 盡可能減小熱輸入量,故采用手工電弧焊、氬弧焊兩種方法,d>φ159mm的采用 氬弧焊打底,手工電弧焊蓋面。d≤φ159mm的全用氬弧焊。焊機采用手工電弧焊/ 氬弧焊兩用的ws7一400逆變式弧焊機。 2、焊接材料:奧氏體不銹鋼是特殊性能用鋼,為滿足接頭具有相同的性能,應遵循 “等成分”原則選?擇焊接材料,同時為增強接頭抗熱裂紋和晶間腐蝕能力,使接頭 中出現少量鐵素體,選擇hoocr19ni12mo2氬弧焊用焊絲,手弧焊用焊條chso22作 為填充材料。焊絲hoocr19ni12mo2化學成分(%)csimn0.13p1.70sni0.019 crmo13.2318.722.380.0120

316L不銹鋼管焊接工藝 (2)
格式:pdf
大小:7KB
頁數:3P
4.5
316l不銹鋼管的焊接工藝 焊接工藝 (1)焊接方法:由于現場多數為不銹鋼管道且大小不一,根據不銹鋼的焊接特點,盡可能減小熱 輸入量,故采用手工電弧焊、氬弧焊兩種方法,d>φ159mm的采用氬弧焊打底,手工電弧焊蓋面。d ≦φ159mm的全用氬弧焊。焊機采用手工電弧焊/氬弧焊兩用的ws7一400逆變式弧焊機。 document.write("");xno=xno+1; (2)焊接材料:奧氏體不銹鋼是特殊性能用鋼,為滿足接頭具有相同的性能,應遵循“等成分”原則選 擇焊接材料,同時為增強接頭抗熱裂紋和晶間腐蝕能力,使接頭中出現少量鐵素體,選擇hoocr19ni12m o2氬弧焊用焊絲,手弧焊用焊條chso22作為填充材料,其成分見表1和表2。 表1焊絲hoocr19ni12mo2化學成分(%) csimnps
不銹鋼管(1Or18Ni9Ti)的焊接 不銹鋼管(1Or18Ni9Ti)的焊接
格式:pdf
大小:74KB
頁數:1P
4.6
不銹鋼具有優良的化學穩定性,在工業得到日益廣泛的應用,特別是在需要耐酸及耐高溫管道中應用較廣。不銹鋼因其介質多為易燃、易爆及有毒物質,且壓力較高,所以,對焊接質量要求很高。本文探討采用tig打底和內外填絲法,用mag焊填充和蓋面效果良好,質量和效率都得到了保證。
1Cr17不銹鋼管與Q235鋼管焊接相關
文輯推薦
知識推薦
百科推薦


職位:質量評估經理
擅長專業:土建 安裝 裝飾 市政 園林


