

16Mn鍛件法蘭拼焊缺陷的分析與預防
格式:pdf
大小:865KB
頁數:3P
人氣 :68
 4.8
4.8
總結了焊條電弧焊拼焊鍛件法蘭焊縫的工藝,分析了鍛件法蘭拼焊缺陷產生的原因,介紹鍛件法蘭拼焊坡口型式、焊接方法的選擇以及工藝處理方法,從而保證鍛件法蘭拼焊的焊縫質量,使焊件達到設計、制造要求。



 0Cr18Ni9不銹鋼與16Mn法蘭的焊接
0Cr18Ni9不銹鋼與16Mn法蘭的焊接 0Cr18Ni9不銹鋼與16Mn法蘭的焊接
格式:pdf
大小:134KB
頁數:1P
從母液粗和母液精過濾器制造過程中遇到的0cr18ni9與16mn異種鋼焊接問題入手,結合兩種鋼材的焊接特性和結構特點,對兩種鋼材相焊的工藝方法進行了分析探討,制定了切合實際的工藝方案,解決施工難題。
球封頭與鍛件法蘭對接焊縫質量控制 球封頭與鍛件法蘭對接焊縫質量控制
格式:pdf
大小:770KB
頁數:4P
針對大型鋼制壓力容器,焊接質量通常代表壓力容器制造的質量,焊接質量的控制最主要的就是控制內部缺陷:裂紋、未焊透、未熔合、夾渣、氣孔。對于大型鋼制壓力容器的焊接,球封頭與鍛件法蘭的對接焊具有一定的代表性且是容器焊接最困難的部分,通過此道焊縫內部缺陷產生的分析,制定正確的控制措施;依據制定的焊接工藝評定,制定焊接工藝規程指導作業,經多年驗證已取得良好的效果,并有效地指導了實際生產工程的順利實施。
編輯推薦下載
 42CrMo鍛件法蘭與20鋼管子的焊接
42CrMo鍛件法蘭與20鋼管子的焊接 42CrMo鍛件法蘭與20鋼管子的焊接
格式:pdf
大小:147KB
頁數:2P
4.3
2007年,我公司承接了比利時考克利爾公司鍍鋅線工程。項目中入口活套部件中的連接軸是由42crmo鍛件法蘭與20鋼管子及一個q345(16mn)軸頭焊接而成的,如圖1所示。
16Mn鍛件法蘭拼焊缺陷分析與預防熱門文檔
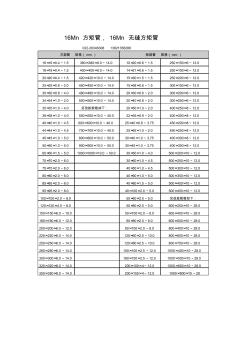
16Mn方矩管,16Mn無縫方矩管
格式:pdf
大小:70KB
頁數:5P
4.8
16mn方矩管,16mn無縫方矩管 022-2634630813821358288 方型管規格(mm)矩型管規格(mm) 16×16×0.4~1.5380×380×8.0~14.010×20×0.6~1.5250×150×6~12.0 18×18×0.4~1.5400×400×8.0~14.014×21×0.6~1.5250×100×6~12.0 20×20×0.4~1.5420×420×10.0~14.015×30×1.5~1.5250×200×6~12.0 25×25×0.6~2.0450×450×10.0~14.015×38×0.6~1.5300×150×6~12.0 30×30×0.6~4.0480×480×10.0~14.020×30×0.6~2.0300×200×6~12.0 34×34×1.0~2.0500×50

名稱焊接接頭、法蘭、鍛件A105Nf316LLF2
格式:pdf
大小:8KB
頁數:1P
4.8
名稱:焊接接頭、法蘭、鍛件a105nf316llf2 、鋼管。雙相不銹鋼、壓力容器、閥門,三通,彎管 地區:上海 天津 北京 江蘇: 蘇州昆山吳江太倉張家港常熟無錫江陰宜興常州金壇溧陽武進南 京麗水南通泰州興化靖江鎮江丹陽 浙江 杭州寧波建德臨安余姚溫州瑞安樂清嘉興平湖永康 蕪湖 山東 濟南青島淄博東營煙臺濰坊濟寧泰安威海日照濱州德州 河南 鄭州新鄭洛陽許昌 重慶成都四川宜賓石家莊唐山,秦皇島滄州廊坊,邯鄲 湖北武漢大連新疆喀什 沈陽哈爾濱長春,營口,大慶。遼寧。
焊接各種缺陷分析及預防、治理措施
格式:pdf
大小:13KB
頁數:4P
4.4
1、外觀缺陷:外觀缺陷(表面缺陷)是指不用借助于儀器,從工件表面可以發現的缺陷。 常見的外觀缺陷有咬邊、焊瘤、凹陷及焊接變形等,有時還有表面氣孔和表面裂紋。單面焊的 根部未焊透等。 a、咬邊是指沿著焊趾,在母材部分形成的凹陷或溝槽,它是由于電弧將焊縫邊緣的母材 熔化后沒有得到熔敷金屬的充分補充所留下的缺口。產生咬邊的主要原因是電弧熱量太高, 即電流太大,運條速度太小所造成的。焊條與工件間角度不正確,擺動不合理,電弧過長,焊接 次序不合理等都會造成咬邊。直流焊時電弧的磁偏吹也是產生咬邊的一個原因。某些焊接位 置(立、橫、仰)會加劇咬邊。 咬邊減小了母材的有效截面積,降低結構的承載能力,同時還會造成應力集中,發展為裂 紋源。 矯正操作姿勢,選用合理的規范,采用良好的運條方式都會有利于消除咬邊。焊角焊縫時, 用交流焊代替直流焊也能有效地防止咬邊。
16Mn鍛件法蘭拼焊缺陷分析與預防精華文檔
管殼式換熱器碳鋼管板、換熱管(16Mn鍛件/20)焊接常見的質量問題與對策 管殼式換熱器碳鋼管板、換熱管(16Mn鍛件/20)焊接常見的質量問題與對策
格式:pdf
大小:508KB
頁數:4P
4.7
針對20鋼換熱管,16mn鍛管板管殼式換熱器管板焊接中常見的問題,進行了分析并提出解決措施。
拼焊法蘭焊接變形和控制 拼焊法蘭焊接變形和控制
格式:pdf
大小:246KB
頁數:2P
4.7
拼焊法蘭在焊接過程中產生焊接變形,焊接變形大小將直接影響法蘭尺寸精度,本文介紹了法蘭的制造和焊接工藝,分析了法蘭變形產生的原因,并提出了控制法蘭焊接變形的工藝措施。
16mn材質無縫鋼管
格式:pdf
大小:15KB
頁數:2P
4.8
16mn鋼是目前我國應用最廣的低合金鋼,用于制造焊接結構的16mn鋼均為16mnr和 16mng鋼。主要用于鐵塔制造主要特性:綜合性能好,低溫性能好,泠沖壓性能,焊接性能 和可切削性能好。山東銅勝管業制造有限公司專業生產:20號無縫鋼管,45號結構無縫鋼 管,16mn鐵塔專用管,40cr機械加工用鋼管,27simn液壓無縫鋼管,q345流體無縫鋼管,精密鋼 管等主營鋼管規格有:5mm*1mm—1020mm*200mm無縫鋼管、外徑38mm-127mm冷軋無 縫鋼管、外徑127mm-377mm,壁厚16mm-100mm, 外徑精度±0.5%,壁厚精度±5%熱軋中厚壁無縫鋼管、16mn外徑400—1600mm、壁厚 20—60mm的大口徑厚壁卷管,可定尺到16米及各種規格的無縫方管、異型無縫鋼管 等.27simn液壓無縫鋼管常備

平焊法蘭與對焊法蘭區別
格式:pdf
大小:12KB
頁數:1P
4.5
平焊法蘭和對焊法蘭的區別 對焊法蘭是接口端的管徑和壁厚與所要焊接的管子一樣,就合兩個管子一樣焊接。 平焊法蘭是內孔加工了比管子外徑略大一點的一個凹臺,管子插在里面焊的。 -------------------------------------------------------------------------------- 平焊和對焊是指法蘭和管道連接時的焊接方式;1.平焊法蘭焊接時只需單面焊接不需要焊接管道和法蘭連 接的內口,對焊法蘭的焊接安裝需要法蘭雙面焊。所以平焊法蘭一般用于低、中壓管道。 2.對焊法蘭用于中、高壓管道的連接,對焊的法蘭一般是至 少pn2.5mpa,采用對焊是為了減少應力集中,一般的對焊法蘭多為帶頸法蘭也叫奶嘴法蘭。所以對焊法 蘭的安裝費,人工費和輔材費要高,因為多一道工序。 3.對焊法蘭也不是所有的都需要內外雙面焊的,沒有特殊要 求一般

16mn鋼管規格表
格式:pdf
大小:20KB
頁數:1P
4.4
序號20#無縫鋼管現貨規格序號20#無縫鋼管現貨規格 1φ6×123φ51×3/3.5/5/6/8/10/12 2φ8×1/1.524φ54×3/5/6/8/10/12/14 3φ10×1/2/325φ57×3/3.5/4/5/6/8/10/12/14/16 4φ12×2/326φ60×3/4/5/6/7/8/10/12/14/16 5φ14×2/327φ63.5×3/4/5/6/8/10/12/14/16/18 6φ16×2/3/428φ68×4/5/6/8/10/12/14/16 7φ18×2/3/4/529φ70×4/5/6/8/10/12/14/16 8φ20×2/3/4/5/630φ73×4/6/8/10/12/14/16/18/20 9φ21×3.531φ76×3/4/5/6/8/10/12/
16Mn鍛件法蘭拼焊缺陷分析與預防最新文檔

錳板16MN鋼材知識解析
格式:pdf
大小:39KB
頁數:2P
4.4
16mn鋼材的詳細解析 16mn鋼屬于碳錳鋼,碳的含量在0.16%左右,屈服點等于343mpa(強度級 別屬于343mpa級)。16mn鋼的合金含量較少,焊接性良好,焊前一般不必預熱。 定義:但由于16mn鋼的淬硬傾向比低碳鋼稍大,所以在低溫下(如冬季露 天作業)或在大剛性、大厚度結構上焊接時,為防止出現冷裂紋,需采取預熱措 施。不同板厚及不同環境溫度下16mn鋼的預熱溫度:焊件厚度(mm)不同氣溫 下的預熱溫度計(℃):16以下不低于-10℃不預熱,-10℃以下預熱 100~150℃;16~24不低于-5℃不預熱,-5℃以下預熱100~150℃;25~40不低于0℃ 不預熱,0℃以下預熱100~150℃;40以上均預熱100~150℃。 16mn鋼埋弧焊時h08mna焊絲配合焊劑hj431(開
CO2氣體保護焊焊接16Mn鋼的焊接工藝 CO2氣體保護焊焊接16Mn鋼的焊接工藝
格式:pdf
大小:1.3MB
頁數:2P
4.5
筆者根據co2氣體保護焊的特點,具體介紹板對接平位單面焊雙面成形的焊接工藝,具體的操作方法以及在焊接過程的注意事項.
16mn材料與Q345B的區別
格式:pdf
大小:11KB
頁數:1P
4.4
16mn材料與q345b有什么區別 16mn是q345a的老的標準叫法,就是q345a,與q345b都是低合金鋼板,區 別在于:q345a的沖擊值是在常溫狀態下測試的,q345b的沖擊值是在0°低溫 狀態下測試的。q345b能夠代用q345a(16mn),而且還只有好。 回 q345 是一種鋼材的材質。它是低合金鋼(c<0.2%),廣泛應用于橋梁、車輛、船舶、 建筑、壓力容器等。q代表的是這種材質的屈服,后面的345,就是指這種材質 的屈服值,在345左右。并會隨著材質的厚度的增加而使其屈服值減小。 類同于q235的命名方法。 q345a,q345b,q345c,q345d,q345e。這是等級的區分,所代表的, 主要是沖擊的溫度有所不同而矣! q345a級,是不做沖擊;q345b級,是20度常溫沖擊;q345c級,是
16Mn鎖緊螺母用材與熱處理 16Mn鎖緊螺母用材與熱處理
格式:pdf
大小:91KB
頁數:2P
4.8
一、兩個問題我公司生產的工程機械驅動橋輪邊鎖緊螺母,性能等級按不同產品要求分為8級和10級兩大類(技術要求上分別對應規定為22
16Mn鋼板與Q235鋼板焊接的實踐 16Mn鋼板與Q235鋼板焊接的實踐
格式:pdf
大小:264KB
頁數:2P
4.5
分析了16mn鋼板及其與q235鋼板的焊接性能、異種金屬焊接的特點、產生焊接缺陷的原因,從選材和焊接工藝上找出了控制焊接缺陷的方法。
蘭石16MN快鍛機過濾系統改造 蘭石16MN快鍛機過濾系統改造
格式:pdf
大小:170KB
頁數:未知
4.8
蘭石16mn快鍛機是我公司主型設備之一,主要用于坯料和成品的鍛造。本文主要介紹設備過濾系統在生產使用過程中所存在的問題,結合現有先進和成熟的相關液壓技術,提出并實施改造方案,新的過濾系統的應用,大大降低了設備故障率。
大型法蘭拼焊中平面度的控制 大型法蘭拼焊中平面度的控制
格式:pdf
大小:208KB
頁數:未知
4.5
利用模擬試驗對真空容器制造中的大型法蘭拼焊變形規律進行了研究.結果表明:法蘭拼焊時,前十層的焊接變形量最大,是總變形的90%左右;法蘭主體部分和高領部分拼焊時將引起法蘭平面度的變化;采用適當的焊接次序、焊縫長度可有效的控制法蘭平面度的變化.
大型法蘭拼焊中平面度的控制 大型法蘭拼焊中平面度的控制
格式:pdf
大小:81KB
頁數:3P
4.6
利用模擬試驗對真空容器制造中的大型法蘭拼焊變形規律進行了研究。結果表明:法蘭拼焊時,前十層的焊接變形量最大,是總變形的90%左右;法蘭主體部分和高領部分拼焊時將引起法蘭平面度的變化;采用適當的焊接次序、焊縫長度可有效的控制法蘭平面度的變化。
大直徑壓力容器法蘭的拼焊工藝 大直徑壓力容器法蘭的拼焊工藝
格式:pdf
大小:61KB
頁數:1P
4.6
刖吾阜陽安國鍋爐壓力容器制造有限公司,為某一化工企業制造的5臺氨空混合過濾器,法蘭外徑φ2560mm、內徑φ2400mm、厚度δn=96mm、材質為q345r,容器設計壓力為0.6mpa、設計溫度為120℃,如圖1,采用了拼焊而成的方式。以前制造壓力容器法蘭.外徑大于500mm、小于2000mm時,采用拼焊而成的方式.焊后普遍的法蘭面產生較大的變形。
16Mn鍛件法蘭拼焊缺陷分析與預防相關
文輯推薦
知識推薦
百科推薦


職位:市政公用工程
擅長專業:土建 安裝 裝飾 市政 園林


