

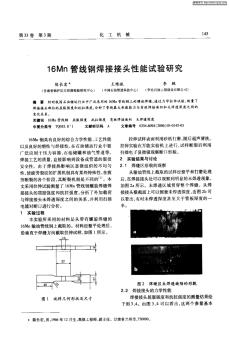
16MnR(HIC)鋼焊接接頭抗氫致裂紋的試驗研究
格式:pdf
大小:1.5MB
頁數:4P
人氣 :96
 4.4
4.4
維普資訊 http://www.cqvip.com 維普資訊 http://www.cqvip.com 維普資訊 http://www.cqvip.com 維普資訊 http://www.cqvip.com



 16MnR焊接接頭高能噴丸表面強化的研究
16MnR焊接接頭高能噴丸表面強化的研究 16MnR焊接接頭高能噴丸表面強化的研究
格式:pdf
大小:523KB
頁數:4P
采用16mnr壓力容器鋼氣體保護焊接頭進行高能噴丸表面強化試驗,利用金相顯微鏡、掃描電鏡、硬度測試以及x射線衍射等方法對不同時間噴丸處理的表層組織形貌、變形層硬度以及晶粒尺寸進行了分析。結果表明,焊接接頭的焊縫、熱影響區和母材隨著噴丸時間的延長,晶粒逐漸細化,表層硬度和硬化層深度逐漸增加,顯微硬度隨著距表層深度的增加而降低,當噴丸時間120min時,焊縫、熱影響區、母材表層硬度可分別提高240hv、215hv、223hv。噴丸時間繼續增加,硬度值增幅不明顯。綜合噴丸時間對表層組織、硬度和變形層深度的影響,焊接接頭各區結果都顯示120min噴丸處理的樣品強化效果最佳。
不同焊接熱輸入下B610CF與16MnR異種鋼焊接接頭性能分析 不同焊接熱輸入下B610CF與16MnR異種鋼焊接接頭性能分析
格式:pdf
大小:709KB
頁數:3P
采用混合氣體保護焊,對新開發的低焊接裂紋敏感性鋼b610cf與16mnr鋼進行對接焊,試驗研究了不同焊接熱輸入下焊接接頭的微觀組織和力學性能。結果表明,隨著焊接熱輸入的增大,使焊縫區貝氏體含量下降,而且晶粒變粗大,但對兩側熱影響區組織影響不明顯;焊縫區的沖擊性能明顯下降,但對兩側熱影響區沖擊性能以及焊接接頭的強度和塑性影響不明顯。
編輯推薦下載
異種鋼焊接接頭的裂紋分析 異種鋼焊接接頭的裂紋分析
格式:pdf
大小:1.0MB
頁數:4P
4.5
通過宏觀檢查、化學成份分析、硬度檢測、金相檢驗、斷口觀察,本文分析超了超臨界機組用高溫過熱器管屏中異種鋼焊接接頭裂紋產生原因,提出了相應的預防措施和建議。
焊接接頭拉伸試驗
格式:pdf
大小:14KB
頁數:2P
4.6
焊接接頭拉伸試驗 原理 拉伸試驗按gb/t228進行 除非另有規定,試驗應在環境溫度為23℃±5℃條件下進行。 樣品制備 取樣位置 試樣應從焊接接頭垂直于焊縫軸線方向截取,試樣加工完成后,焊縫的軸線 應位于試樣平行長度部分的中間,對小直徑管試樣可采用整管。相關標準或協議 未做特殊規定時,“小直徑管”是指外徑小于或等于18mm的管子。 標記 每個試件應做標記以便識別其他產品或接頭中取出的位置。 如果相關標準有要求,應標記機加工方向。 每個試樣應做標記以便識別其在試件中的準確位置。 熱處理及/或時效 焊接接頭或試樣一般不進行熱處理,但相關標準標準規定或允許被試驗的焊 接接頭進行熱處理除外,這時應在試驗報告中詳細記錄熱處理的參數。對于會產 生自然時效的鋁合金,應記錄焊接至開始試驗的間隔時間。 取樣 一般要求 取樣所采用的機械加工方法或加工方法不得對試樣性能產生影響。 鋼
16MnR(HIC)鋼焊接接頭抗氫致裂紋的試驗熱門文檔
焊接接頭縱向冷彎試驗分析 焊接接頭縱向冷彎試驗分析
格式:pdf
大小:350KB
頁數:2P
4.3
焊接接頭的彎曲試驗有縱向彎曲、橫向彎曲和側面彎曲,本文僅討論試件在常溫下的縱向彎曲試驗,或稱冷彎試驗。影響冷彎試驗的參數有彎軸直徑d、試件厚度a、彎軸直徑與試件厚度的比值n、冷彎角α。冷彎試驗參數決定了焊接接頭冷彎檢驗的嚴格程度,應按照焊接產品的不同技術要求,選擇合適的參數。
200616Mn管線鋼焊接接頭性能試驗研究
格式:pdf
大小:1.0MB
頁數:3P
4.7
**資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.***
鋼筋焊接接頭試驗驗報告
格式:pdf
大小:23KB
頁數:2P
4.8
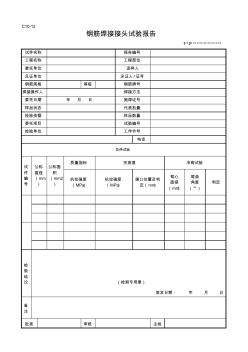
等級 電話 彎心 直徑 (mm) 彎曲 角度 (°) 判定 備 注 審核 抗拉強度 (mpa) 實測值 抗拉強度 (mpa) 端口位置及判 定(mm) 拉伸試驗 冷彎試驗質量指標 樣品數量 試驗編號 工作令號 委托單位 見證單位 c10-12 鋼筋焊接接頭試驗報告 □□□□□□□□□ 試件名稱 工程名稱 報告編號 工程部位 鋼筋規格 焊接操作人 試 件 編 號 年月日 檢驗依據 委托項目 檢驗單位 樣品狀態 公稱 直徑 (mm ) 公稱面 積 (mm2 ) 委托日期 (檢測專用章) 簽發日期:年月日 送樣人 見證人/證號 鋼筋牌號 焊接方法 施焊證號 代表批量 檢 驗 結 論 批準主檢 12
異種鋼焊接接頭碳遷移試驗現象的分析 異種鋼焊接接頭碳遷移試驗現象的分析
格式:pdf
大小:362KB
頁數:未知
4.8
針對奧氏體不銹鋼和鐵素體類耐熱鋼兩類母材金屬的特點以及相應的焊接工藝,為了研究時效因素對異種鋼焊接接頭碳遷移的影響規律,利用電子探針測定了鐵素體母材一側界面的碳分布狀態,并為此設計了三個系列的試驗,討論了利用最小二乘法對試驗數據進行擬合和對異種鋼接頭界面兩側碳遷移進行狀態辨識的可能性,并從現象學上對碳遷移試驗結果及擬合結果進行了分析。通過對試驗結果的分析,發現隨著服役溫度的提高和時間的延長,碳遷移加劇,異種鋼接頭的增、脫碳層也逐漸變寬;對于這種接頭的碳遷移,用最小二乘法擬合很難得到滿意的結果

板厚為20mm,接頭為對接的16MnR鋼的焊接工藝
格式:pdf
大小:141KB
頁數:6P
4.7
板厚為20mm,接頭為對接的16mnr鋼的埋弧焊焊接工藝 班級:xxxxx 姓名:xxxx 學號:xxxx 一、16mnr的化學成分及性能 二、16mnr的焊接性 三、焊接方法的選擇 四、焊前準備 五、焊接材料 六、工藝參數的制訂 七、焊機的選擇 八、焊縫檢查 16mnr的化學成分及性能 σs∕mpaσb∕mpaδ(%)akv∕j/cm 340450-65519-21≥31 16mnr的化學成分及性能 csimnps ≤0.200.20-0.551.2-1.6 ≤0.30≤0.20 16mnr的焊接性 16mnr鋼是q345級的低合金高強度結構用鋼,是生產中應用最廣的鋼材料。它只比q235 號鋼多加入約1%的mn,屈服強度卻提高了40%~50%,而且冶煉、加工性能和焊接性能都 較好,常見交貨狀態為熱軋或正火,
16MnR(HIC)鋼焊接接頭抗氫致裂紋的試驗精華文檔
鋼筋焊接接頭試驗報告
格式:pdf
大小:79KB
頁數:8P
4.5
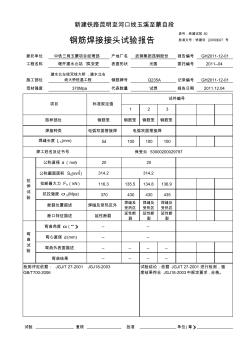
試驗復核單位(章) 彎 曲 試 驗 彎曲外表面描述 檢測評定依據:jgj/t27-2001jgj18-2003 gb/t700-2006 試驗結論:依據jgj/t27-2001進行檢測,強 度結果符合jgj18-2003中規定要求,合格。 批準 ---- 彎曲結果-------- -------- 彎心直徑d(mm)---- 彎曲角度α(°) 斷口特征描述延性斷裂 延性斷 裂 延性斷 裂 延性斷 裂 斷裂位置描述焊縫及受熱區外 焊縫及 受熱區 焊縫及 受熱區 焊縫及 受熱區 抗拉強度σb(mpa)370430430435 314.2314.2 拉斷最大力fb(kn)116.3135.5134.8136.9 焊工姓名及證書號保受云53000200029797 拉 伸 試 驗 公稱直徑a(mm)
表9鋼筋焊接接頭試驗報告
格式:pdf
大小:16KB
頁數:1P
4.8
試驗表9 委托單位:試驗委托人:來樣日期: 工程名稱: 鋼材總類:級別及規格: 產地: 焊條型號:操作人: 彎心直徑 (mm)角度評定 結論: 負責人:計算:試驗: 報告日期: 一、力學試驗結果: 試驗編號: 原材料試驗編號: 審核: 鋼筋焊接接頭試驗報告 試件 編號 部位: 牌號: 冷彎試驗 斷裂特征及位 置(mm) 極限強度 (n∕m)規格 橫截面積 (m)備注 焊接類型: 試件代表數量: 試驗日期:

鋼筋焊接接頭試驗報告
格式:pdf
大小:21KB
頁數:1P
4.6
試件代表數量: 計算:試驗: 試驗委托人: 廠別: 橫截面積 (mm2) 極限強度 (mpa) 斷裂位置 及特征 (mm) 焊條型號:操作人: 直徑 (mm) 試驗日期: 原材試驗編號: 工程名稱:部位: 來樣日期: 焊接類型: 鋼筋焊接接頭試驗報告 鋼筋種類:級別及規格: 試驗表9 試件編號 委托單位: 負責人:審核: 報告日期:年 月 日 試驗編號: 牌號: 結論: 冷彎 備注彎心 直徑 (mm) 角度評定

28鋼筋焊接接頭試驗報告
格式:pdf
大小:16KB
頁數:1P
4.6
鋼筋焊接接頭試驗報告 試驗表9 試驗編號: 委托單位:試驗委托人:來樣日期: 工程名稱:部位: 鋼材種類:級別及規格:牌號: 產地:焊接類型: 試件代表數量:原材試驗編號: 焊條型號:操作人:試驗日期: 試件 編號 規格 橫截面積 (mm2) 極限強度 (n/mm2) 斷裂特征 及位置 (mm) 冷彎 備注 彎心直徑 (mm) 角度評定 結論: 負責人:審核:計算:試驗: 報告日期:年月日
16MnR(HIC)鋼焊接接頭抗氫致裂紋的試驗最新文檔
不銹鋼焊接接頭抗晶間腐蝕的試驗研究 不銹鋼焊接接頭抗晶間腐蝕的試驗研究
格式:pdf
大小:127KB
頁數:未知
4.3
乙二醇生產過程中,特別是蒸發工段,蒸發器進塔熱源為高溫蒸汽,最高溫度為180℃,最低為80℃,進料中除了乙二醇和水,還有二氧化碳、溶解氧、乙酸等。在使用過程中由于水中的溶解氧、co2以及副產有機酸等雜質,常常造成碳鋼設備的比較嚴重的全面腐蝕、電化學腐蝕以及部分部位發生的沖刷腐蝕,使得鋼板厚度減薄以及腐蝕穿孔,造成介質泄漏。
 SAF2205/16MnR爆炸法復合鋼板焊接接頭的耐腐蝕性能
SAF2205/16MnR爆炸法復合鋼板焊接接頭的耐腐蝕性能 SAF2205/16MnR爆炸法復合鋼板焊接接頭的耐腐蝕性能
格式:pdf
大小:1.8MB
頁數:5P
4.8
采用鎢極氬弧焊(tig)及焊條電弧焊(smaw)兩種焊接工藝獲得了saf2205/16mnr爆炸法復合鋼板焊接接頭;用化學浸泡法測試了接頭的點腐蝕速率,用電化學腐蝕工作站測試了接頭的極化曲線,并用光學顯微鏡觀察了腐蝕形貌。結果表明:在6%fecl3+h2o和6%fecl3+15%hcl+h2o不同腐蝕條件下,smaw接頭和tig接頭的點腐蝕速率都很小;在室溫條件下,不銹鋼與接頭焊縫金屬區在3.5%nacl溶液中的抗電化學腐蝕性能強弱依次為不銹鋼、tig接頭、smaw接頭,三者的自腐蝕電位都為-0.3v左右,兩種接頭均具有較好的耐腐蝕性能。

001-試驗表9鋼筋焊接接頭試驗報告
格式:pdf
大小:16KB
頁數:1P
4.4
試驗: 報告日期:年月日 結論: 負責人:審核:計算: 評定 試件 編號 規格 橫截面積極限強度 斷裂特征 及位置 (mm) 冷彎 備注 彎心直徑 (mm) 角度 焊條型號:操作人:試驗日期: 年月日 產地:焊接類型: 試件代表數量:原材試驗編號: 工程名稱: 畢節雙山新區職教園區路網工程三號路 部位: 鋼材種類:級別及規格:牌號: 委托單位:試驗委托人:來樣日期: 年月日 鋼筋焊接接頭試驗報告 試驗表9 試驗編號: 001

焊接接頭組織
格式:pdf
大小:25KB
頁數:5P
4.5
焊接接頭組織 電弧焊接時,焊接電弧使焊件局部加熱和熔化,同時加入填充金屬(焊條或焊 絲),形成金屬熔池,并不斷把熱量傳給周圍冷的母材金屬。當電弧移開后,熔 池的溫度迅速降低,熔池中液體金屬凝固成焊縫。由于熱傳導的作用,母材將受 到不同程度的加熱和冷卻,相當于進行了一次熱處理,使其組織和性能發生了變 化,這部分金屬所占的區域就稱為焊縫的熱影響區。焊接接頭是焊縫和熱影響區 的總稱。 由于電弧對焊接接頭的加熱是不均勻的,焊縫區溫度達到金屬的熔化溫度, 而在整個熱影響區中,離焊縫越近溫度就越高。因此,在焊接接頭組織中不僅組 織和性能都不均勻,而且在焊縫和熱影響區中還容易產生各種焊接缺陷,存在焊 接殘余應力和應力集中。焊接接頭組織和性能與焊接方法、焊接規范、接頭形式 等因素有關,并直接影響焊接結構的性能和可靠性。 熱影響區某點加熱的最高溫度、高溫停留時間及冷卻速度

鋼筋焊接接頭試驗報告試驗表9
格式:pdf
大小:16KB
頁數:1P
4.7
鋼筋焊接接頭試驗報告 試驗表9 試驗編號: 委托單位:試驗委托人:來樣日期: 工程名稱:部位: 鋼筋種類:級別規格:牌號: 產地:焊接類型: 試件代表數量:原材試驗編號: 焊條型號:操作人:試驗日期: 試件 編號 規格 橫截面積 (mm2) 極限強度 (n/mm2) 斷裂特征 及位置 (mm) 冷彎 備注彎心 直徑 (mm) 角度評定 結論: 負責人:審核:計算:試驗: 報告日期:年月日
1Cr18Ni9Ti鋼板焊接接頭冷彎開裂的試驗研究 1Cr18Ni9Ti鋼板焊接接頭冷彎開裂的試驗研究
格式:pdf
大小:550KB
頁數:4P
4.7
6~10mm厚18-8型不銹鋼對接雙面焊焊接接頭的冷彎是不銹鋼壓力容器制造過程中較難過關的項目,本文對不銹鋼啤酒大罐制造過程中遇到的焊接工藝評定試板冷彎不合格問題,從工藝特點和焊接線能量的角度進行了分析和試驗。認為線能量q_v的選擇是其冷彎能否合格的關鍵。并推出了8mm1cr18ni9ti鋼板冷彎合格的臨界線能量值q_(vυ)(?)q_(υc)的提出,為制訂正確的焊接工藝,選擇合理的焊接規范提供了理論依據。
10CrNi3MoV鋼焊接接頭彎曲試驗彎心直徑的探討 10CrNi3MoV鋼焊接接頭彎曲試驗彎心直徑的探討
格式:pdf
大小:419KB
頁數:3P
4.6
采用不同彎心直徑,測定了屈服強度為590mpa級10crni3mov鋼焊接接頭彎曲試驗后不同部位的伸長率,并結合該級別鋼彎曲試驗的其它相關規定,說明了現行的10crni3mov鋼焊接接頭彎曲試驗中彎心直徑的規定比較苛刻,亟待修訂。
16MnR(HIC)鋼焊接接頭抗氫致裂紋的試驗相關
文輯推薦
知識推薦
百科推薦


職位:消防施工團隊
擅長專業:土建 安裝 裝飾 市政 園林


