

14-A30S-95尿素廠高壓不銹鋼管道的制作要求
格式:pdf
大小:380KB
頁數:18P
人氣 :95
 4.7
4.7
7-0 中 國 五 環 化 學 工 程 公 司 工程設計標準: 14-A30S-95 尿素廠高壓不銹鋼管道的制作要求 中國五環工程有限公司前身是創建于 1958年的化學工業部第四設計 院,原系國務院國資委直接管理的中國化學工程集團公司的全資子公 司和化學工業領域重點骨干科技型企業,現為中國化學工程股份有限 公司設計板塊的旗下公司。五環工程是具有工程建設項目全過程承包 和管理功能的國際型工程公司。公司擁有工程設計綜合甲級資質和工 程咨詢、工程監理、工程造價咨詢、建設項目環境影響評價等多項甲 級資質,并享有對外工程咨詢、工程設計及工程承包經營權,是首批 獲得全國 AAA級信用企業資格的工程公司。 0 96.11 夏蒙爾 劉佑義 王湘平 版次 日期 修改說明 編制 校對 審核 CWCEC 尿素廠高壓不銹鋼管道的制作要求 中國五環化學工程公司編制 7-1 工程設計標準 14-A30S-95



 加氫裂化高壓不銹鋼管道焊縫裂紋分析及處理
加氫裂化高壓不銹鋼管道焊縫裂紋分析及處理 加氫裂化高壓不銹鋼管道焊縫裂紋分析及處理
格式:pdf
大小:89KB
頁數:2P
高溫高壓臨氫管道運行一段時間發現多道焊縫裂紋,較為罕見。文章敘述了高溫高壓臨氫管道焊縫裂紋現象,重點介紹了裂紋的檢查檢測方法,產生原因及修復檢驗方案;并對高壓不銹鋼管道焊接如何避免焊接熱焊縫提出了建議。
臨氫高壓不銹鋼管道焊接與質量控制 臨氫高壓不銹鋼管道焊接與質量控制
格式:pdf
大小:490KB
頁數:未知
在金陵石化某裝置的臨氫高壓管道的焊接施工中,針對不同的焊接管材管件采用相應的焊接工藝和檢測方法,為解決不銹鋼大口徑管道焊接技術和煉化裝置建設提供經驗。
編輯推薦下載
不銹鋼管道技術要求1
格式:pdf
大小:13KB
頁數:3P
4.7
技術參數要求 一、材料要求 1.管道、管件主要為304、316l不銹鋼(薄壁、厚壁)和兩種材質; 2.不銹鋼厚壁管道和板材選用太鋼、不銹鋼厚壁管件選用華爾德;不銹鋼鍛打法蘭選用培英 牌;不銹鋼球閥選用德星牌;不銹鋼碟閥選用良工牌; 3.焊接304不銹鋼管道和管件,選用308l焊絲;焊接316不銹鋼管道和管件,選用316l焊 絲; 4.氬氣,要求使用高純氬或液態氬,高純氬的純度為99.99%; 二、技術要求 1、所有焊縫打標標記,保證每道焊縫都有檢查記錄,做好內窺鏡檢查錄像。所有焊縫的成 型不允許有未焊透、管道裂縫、氣泡、焊接凹槽等缺陷現象,焊道成型圓潤光滑,焊縫寬度 均勻,焊高偏差≤0.5mm.;色澤要求,內部焊道成淡黃色或銀白色為合格。 2、不銹鋼管道焊接工藝要求: (1)不銹鋼衛生薄壁管:采用氬氣保護熱熔一次成型焊接工藝; (2)不銹鋼厚壁管:底焊
不銹鋼管道制作工藝規范
格式:pdf
大小:16KB
頁數:4P
4.8
不銹鋼管道制作工藝規范范圍 1.1本工藝標準適用于304,316,316l不銹鋼管道制作與工程安裝。 施工準備 2.1材料及主要機具: 2.1.1焊絲:其型號按設計要求選用,必須有材質證明及合格證,焊絲應放在 專用的桶內,不同型號的焊絲禁止混雜在一起,并保持干燥,干凈。304 材質選用型號為(h0cr20ni10ti或h0cr21ni10),316,316l材質選用 型號為(h00cr19ni12mo2)。管件壁厚δ=1.5-2mm,鎢針選用ф1.6, 焊絲選用ф1.0。管件壁厚δ≥3mm,鎢針選用ф2.4,焊絲選用ф1.6。 2.1.2氬氣:氬氣純度≥99.96%,必須有合格證書,氬氣瓶上的閥門保護罩, 瓶體保護橡膠圈應完好無損。 2.1.3鎢針:鎢針應選用無放射性的鈰鎢。 2.1.4主要機具:直流脈沖
14A30S95尿素廠高壓不銹鋼管道的制作要求熱門文檔
不銹鋼管道制作工藝規范
格式:pdf
大小:218KB
頁數:4P
4.3
不銹鋼管道制作工藝規范 范圍 1.1本工藝標準適用于304,316,316l不銹鋼管道制作與工程安裝。 施工準備 2.1材料及主要機具: 2.1.1焊絲:其型號按設計要求選用,必須有材質證明及合格證,焊絲應放在 專用的桶內,不同型號的焊絲禁止混雜在一起,并保持干燥,干凈。304 材質選用型號為(h0cr20ni10ti或h0cr21ni10),316,316l材質選用 型號為(h00cr19ni12mo2)。管件壁厚δ=1.5-2mm,鎢針選用ф1.6, 焊絲選用ф1.0。管件壁厚δ≥3mm,鎢針選用ф2.4,焊絲選用ф1.6。 2.1.2氬氣:氬氣純度≥99.96%,必須有合格證書,氬氣瓶上的閥門保護罩, 瓶體保護橡膠圈應完好無損。 2.1.3鎢針:鎢針應選用無放射性的鈰鎢。 2.1.4主要機具:直流脈沖氬弧焊機,焊槍,頭盔式面罩,不銹鋼專
甲胺升壓系統尿素級不銹鋼高壓管道的焊接 甲胺升壓系統尿素級不銹鋼高壓管道的焊接
格式:pdf
大小:413KB
頁數:3P
4.6
介紹了尿素級不銹鋼316l+g510管道材料的性能特點和技術要求,通過焊接工藝評定制定正確的焊接工藝,成功完成尿素級不銹鋼管道的焊接工作。


不銹鋼管道對照表 (3)
格式:pdf
大小:145KB
頁數:8P
4.7
dn-公稱直徑 ф-外徑 dn15-ф22mm,dn20-ф27mm dn25-ф34mm,dn32-ф42mm dn40-ф48mm,dn50-ф60mm dn65-ф76(73)mm,dn80-ф89mm dn100-ф114mm,dn125-ф140mm dn150-ф168mm,dn200-ф219mm dn250-ф273mm,dn300-ф324mm dn350-ф360mm,dn400-ф406mm dn450-ф457mm,dn500-ф508mm dn600-ф610mm, dn15-ф18mm,dn20-ф25mm dn25-ф32mm,dn32-ф38mm dn40-ф45mm,dn50-ф57mm dn65-ф73mm,dn80-ф89mm dn100-ф108mm,dn125-ф133mm dn150-ф159mm,dn200
高壓不銹鋼管焊接工藝
格式:pdf
大小:56KB
頁數:3P
4.8
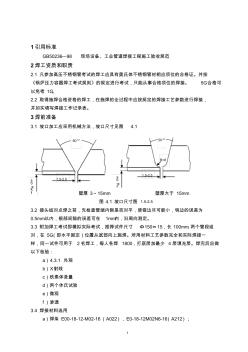
1 1引用標準 gb50236—98現場設備、工業管道焊接工程施工驗收規范 2焊工資質和職責 2.1凡參加高壓不銹鋼管考試的焊工應具有奧氏體不銹鋼管材相應項位的合格證。并按 《鍋爐壓力容器焊工考試規則》的規定進行考試,只能從事合格項位的焊接。5g合格可 以免考1g。 2.2取得施焊合格資格的焊工,在施焊的全過程中應按規定的焊接工藝參數進行焊接, 并如實填寫焊接工作記錄表。 3焊前準備 3.1坡口加工應采用機械方法,坡口尺寸見圖4.1 壁厚3~15mm壁厚大于15mm 圖4.1坡口尺寸圖1.5-2.5 3.2接頭組對點焊之前,先檢查管端內側是否對平,使錯邊盡可能小,鈍邊的誤差為 0.5mm以內,根部間隙的誤差可在1mm內,沿周向測定。 3.3附加焊工考試即模擬實際考試,推薦試件尺寸ф150×15,長1
14A30S95尿素廠高壓不銹鋼管道的制作要求精華文檔
不銹鋼管道的安裝
格式:pdf
大小:305KB
頁數:7P
4.4
1 上海三慶不銹鋼管道管件的安裝 第一部分雙卡壓管件的安裝 安裝作業前的準備工作: 薄壁不銹鋼管道安裝時,可能用到的安裝工具如手動泵、電動泵、鉗座、卡壓鉗口、活 接連接用的扳手、管鉗、卷尺、割刀、手磨機、劃線筆、肥皂水或硅油等等要盡可能備有。 管材切斷作業步驟: 1、接合施工圖及現場的狀況,用米尺或其它測定工具,計算出管材實際需要的長度,并在需 要切斷的部位畫出切斷線。 2、切斷時,確實管材固定后再行切割。dn15~dn50的管材使用不銹鋼專業割刀,管的切斷面 應保持真圓,切斷線應與管軸心成直角。切斷時旋轉兩圈再略緊刀片再旋轉兩圈直至切斷, 不可用力過猛導致將管切成扁平或橢圓,否則會切壞管端不能插入管件或者插傷膠圈; dn65以上的管材切割后一定要用手磨機清除內外毛刺,并且開適當外坡口以避免插傷密 封圈。 3、切斷的地方,請用抹布或柔軟的布類將管表面的油、雜物或泥土完全擦拭干凈。
不銹鋼管道腐蝕的種類
格式:pdf
大小:5KB
頁數:2P
4.5
在眾多的工業用途中,不銹鋼都能提供令人滿意的耐腐蝕性 能。根據使用經驗來看,除機械失效外,不銹鋼腐蝕主要表 現在:不銹鋼的一種嚴重的腐蝕形式是局部腐蝕(即應力腐 蝕開裂、點腐蝕、晶間腐蝕、腐蝕疲勞以及縫隙腐蝕)。這 些局部腐蝕所導致的失效事例幾乎占失效事例的一半以上。 事實上,很多失效事故是可以通過合理選材而予以避免的。 1.應力腐蝕開裂(scc):是指承受應力的合金在腐蝕性環境 中由于裂紋的狂戰而護生失效的一種通用術語。盈利腐蝕 開裂具有脆性斷口形貌,但他也可能發生于熱性高的材料 中。發生應力腐蝕開裂的必要條件是要有拉應力(不論是 殘余應力還是外加應力,或者兩者兼而有之)和特定的腐 蝕介質存在。形紋的形成和擴展大致與拉應力方向垂直。 這個導致應力腐蝕開裂的應力值,要比沒有腐蝕介質存在 時材料斷裂所需要的應力值小得多。在微觀上,應力腐蝕 開裂擴展至其一深度時(此處,承受載荷的材
不銹鋼管道焊接的要求規范
格式:pdf
大小:46KB
頁數:8P
4.6
實用標準文案 精彩文檔 不銹鋼管道焊接規范 一、焊前準備; 焊接坡口制備質量檢查、依據施工圖樣和焊接工藝指 導書中規定的坡口尺寸、精度和表面質量的要求,坡口 質量包括平整度、垂直度和清潔度等。 1、檢查坡口的加工尺寸(高度、角邊及鈍邊等)和精度是 否符合有關技術標準的規定。 2、檢查坡口表面粗糙度及表面缺陷(氣割缺口、裂紋、分 層和夾渣)如果超出標準允許范圍的缺陷,應進行修復 處理,如表面粗糙度未達標準,可采用砂布修磨。 3、檢查坡口的表面清理質量。坡口面及其兩側至少200mm 范圍內應清理干凈,不保留有毛刺、掛渣、鐵銹、油污、 氧化膜及油漆等有害異物。 4、坡口表面的無損探傷檢查。對于焊接工藝文件規定對坡 口表面要進行無損探傷(如著色等)的材料(如cy-m 鋼、fe-cy-n高溫含合金鋼等,應進行無損檢查,如發 現裂紋等缺陷應予清除。 二、組裝和定位焊檢查; 1、檢查組裝后

不銹鋼管道的安裝工藝要求
格式:pdf
大小:9KB
頁數:3P
4.5
不銹鋼管道的安裝工藝要求 不銹鋼管道的安裝方法與普通碳素鋼基本相同,在某些工藝上有下列工藝要求。 1、不銹鋼材料吊運,不能與其他金屬直接接觸,應加墊木板或橡膠板等非金屬 材料。 2、管子切割不允許用普通砂輪片切割,應采用不銹鋼專用砂輪片或等離子切割。 3、不銹鋼管材及管件定位焊時焊縫內側應進行充氬保護。 4、起弧與收弧、起弧采用回焊法,收弧應填滿弧坑.起弧必須在坡口內完成, 禁止在管道、管件母材表面打弧與起弧。若起弧與收弧處發現氣孔、裂紋等缺陷 應及時處理干凈。 5、不銹鋼管道、管件以及不銹鋼管道、管件與非不銹鋼材質管道、管件的連接, 焊接的對接接頭打底焊接前管內及空腔內應充滿氬氣保護,才能進行鎢極氬弧 焊。 6、多道多層焊的起弧、收弧處應相互錯開。 7、不銹鋼材料連續焊接時,其層間溫度不超過60℃。 8、管道連接焊口處的焊縫,焊后要進行酸洗和鈍化處理。 9、不銹鋼管

td不銹鋼管道泵
格式:pdf
大小:12.1MB
頁數:91P
4.4
td不銹鋼管道泵 最大揚程:240m 最大功率:550kw 轉速:1450rpm和2900rpm 最大壓力:40bar 適用溫度:輸送介質為熱水時,溫度小于230℃;為其他有機熱介質時,溫度小于400℃ kqb系列便維式立式單級單吸離心泵,系根據kql第四代系列泵之性能要求,在吸收國外同類產品先進技術 的基礎上,自行研制的新一代精品立式離心泵。其顯著優點:對機械密封的失效及磨損需維修或更換時,無需 拆卸電機,僅拆卸夾殼聯軸器部件,即可進行,省時、省力。該系列泵壽命、結構、外觀、都代表行業領先水 平,達國際一流水平;旨在替代進口產品,為國家節約外匯。 —采用標準立式電機,泵軸與電機軸用剛性夾殼聯軸器聯接。 —泵的進出口徑相同,并在同一直線上,能像閥門一樣安裝在管路任何位置;且設有安裝底板,使泵安裝簡 便、穩固。 —用機泵分軸和夾殼聯軸器特殊結構,無須拆卸
14A30S95尿素廠高壓不銹鋼管道的制作要求最新文檔

不銹鋼管道對照表 (2)
格式:pdf
大小:145KB
頁數:8P
4.5
dn-公稱直徑 ф-外徑 dn15-ф22mm,dn20-ф27mm dn25-ф34mm,dn32-ф42mm dn40-ф48mm,dn50-ф60mm dn65-ф76(73)mm,dn80-ф89mm dn100-ф114mm,dn125-ф140mm dn150-ф168mm,dn200-ф219mm dn250-ф273mm,dn300-ф324mm dn350-ф360mm,dn400-ф406mm dn450-ф457mm,dn500-ф508mm dn600-ф610mm, dn15-ф18mm,dn20-ф25mm dn25-ф32mm,dn32-ф38mm dn40-ф45mm,dn50-ф57mm dn65-ф73mm,dn80-ф89mm dn100-ф108mm,dn125-ф133mm dn150-ф159mm,dn200


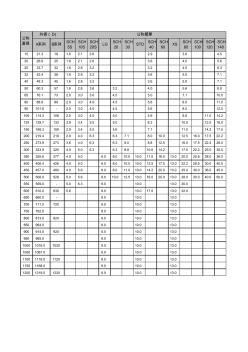
不銹鋼管道分級表
格式:pdf
大小:39KB
頁數:1P
4.6
a系列b系列sch 5s sch 10s sch 20s lgsch 20 sch 30 stdsch 40 sch 60 xssch 80 sch 100 sch 120 sch 140 1521.3181.62.12.62.93.64.5 2026.9251.62.12.63.64.05.6 2533.7321.62.83.23.24.56.3 3242.4381.62.83.23.65.07.1 4048.3451.62.83.23.65.07.1 5060.3571.62.83.63.24.05.68.8 6576.1732.03.03.64.55.07.110.0 8088.9892.03.04.04.55.68.011.0 90101

不銹鋼管道對照表
格式:pdf
大小:105KB
頁數:8P
4.8
word資料可編輯 專業整理分享 dn-公稱直徑 ф-外徑 dn15-ф22mm,dn20-ф27mm dn25-ф34mm,dn32-ф42mm dn40-ф48mm,dn50-ф60mm dn65-ф76(73)mm,dn80-ф89mm dn100-ф114mm,dn125-ф140mm dn150-ф168mm,dn200-ф219mm dn250-ф273mm,dn300-ф324mm dn350-ф360mm,dn400-ф406mm dn450-ф457mm,dn500-ф508mm dn600-ф610mm, dn15-ф18mm,dn20-ф25mm dn25-ф32mm,dn32-ф38mm dn40-ф45mm,dn50-
15GrMo高壓不銹鋼管焊接工藝
格式:pdf
大小:20KB
頁數:2P
4.7
河南機電高等專科學校 畢業論文任務書 系部:材料工程系 專業:焊接技術及自動化 學生姓名:吳春輝學號:051306137 論文題目:15grmo高壓不銹鋼管焊接工藝 起迄日期:2008年3月15日~6月12日 指導教師:吳金杰 年月日 畢業論文任務書 1.本畢業論文課題來源及應達到的目的: 本課題來源于焊接實際工程生產。 通過本課題的分析應具備15grmo鋼管的焊接性,焊接特點、所選焊 接方法的特點、15grmo鋼管常用的焊接方法焊接工藝的擬定、焊接性操 作試驗、試驗結果分析及畢業論文撰寫等基本技能。 2.本畢業論文課題任務的內容和要求(包括原始數據、技術要求、工作要 求等): 1、第1—2周查閱資料,完成準備工作; 2、第3—4周進入論文分析階段; 3、第5—8周進行
不銹鋼管道施工方案1
格式:pdf
大小:68KB
頁數:16P
4.6
第1頁共16頁 三、不銹鋼管道施工 第一節材料管理 由于304等型號的不銹鋼材料不同于碳素鋼和低合金鋼,在使用 過程中有很多特殊的要求,如果不了解這些特殊的要求,不嚴格管理, 就會影響材料的性能,從而導致工程質量出現問題,所以必須按照要 求做好材料管理工作。 3.1.1材料的檢驗 3.1.1.1凡進入現場的管道組成件應符合設計要求,并有產品合格證 和質量保證書。無質量保證書的鋼管不得用于本工程。 3.1.1.2按公司《物資進貨檢驗管理規定》對管道組成件進行檢驗, 進貨檢驗包括下列內容: 1)每批不銹鋼制品必須附有訂貨合同和產品標準規定的質量證 明書。質量證明書應注明供方名稱或印記;材料的鋼號、冶煉爐罐 號、批號、化學成分、力學性能、產品標準號、成品狀況等; 2)鋼管標志 外徑≥36mm的鋼管,應在每根鋼管一端的端部有噴印、蓋印、 滾印或粘貼印記。印記應清晰明
14A30S95尿素廠高壓不銹鋼管道的制作要求相關
文輯推薦
知識推薦
百科推薦


職位:園建主辦施工員
擅長專業:土建 安裝 裝飾 市政 園林


