

10kV交聯可觸摸預制式電纜頭的制作工藝
格式:pdf
大小:38KB
頁數:1P
人氣 :86
 4.6
4.6
5 安全性評價的作用 從安全性評價的實踐看 ,安全性評價有以下的 作用 : ①通過開展安全性評價 ,可以使企業的領導具 體掌握本企業內部各方面 、各系統安全基礎強弱的 程度 ,看到了“量化”后的差距 。通過評價 ,就清楚地 知道本企業到底存在多少問題 ,存在哪些重大問題 , 得了多少分 ,得分率有多高 ,這些數據就可以充分說 明本身的安全生產基礎到底有多牢 。對各專業反事 故措施的制定和落實 、對各項規章制度的認真貫徹 、 對各方面的安全生產管理的加強 ,可以有較好的促 進作用 。電力企業安全性評價 ,管理工作是切入點 和落腳點 。人、物 、環境 、管理四項因素 ,雖然都要 查 ,但重點在管理 ,即使是人 、物、環境的查評項目 , 也是從查管理入手的 ,而控制危險因素的措施 ,主要 也是依靠加強管理 ,從管理上采取措施 。評價中涉 及管理工作是比較多的 ,諸如 :運行管理 、設備管理



10kV交聯電纜熱縮接頭制作工藝
格式:pdf
大小:160KB
頁數:3P
10kv交聯聚乙烯絕緣電纜熱縮接頭制作工藝標準 11范圍 本工藝標準適用于一般工業與民用建筑電氣安裝工程10(6)kv交聯聚乙烯絕緣電力 電纜熱縮中間接頭制作。 22施工準備 2.1設備及材料要求: 2.1.1主要材料:電纜頭附件及主要材料由生產廠家配套供應。并有合格證及說明書。 其型號、規格、電壓等級符合設計要求。 2.1.2輔助材料:焊錫、焊油、白布、砂布、芯線連接管、清洗劑、汽油、硅脂膏等。 2.22.2主要機具: 噴燈、壓接鉗、鋼卷尺、鋼鋸、電烙鐵、電工刀、克絲鉗、改錐、大瓷盤。 2.3作業條件: 2.3.1電纜敷設完畢,絕緣電阻測試合格。 2.3.2作業場所環境溫度0℃以上,相對濕度70%以下,嚴禁在雨、霧、風天氣中施工。 2.3.3施工現場要干凈、寬敞、光線充足。施工現場應備有220v交流電源。 2.3.4室外施工時,應搭設臨時帳蓬。 3
編輯推薦下載
 淺析10KV交聯電纜熱縮頭制作工藝
淺析10KV交聯電纜熱縮頭制作工藝 淺析10KV交聯電纜熱縮頭制作工藝
格式:pdf
大小:112KB
頁數:1P
4.5
10kv交聯聚乙烯電纜熱縮頭的制作工藝在電力施工中占有舉足輕重的地位。筆者就10kv交聯聚乙烯電纜熱縮頭的制作過程中的安裝應力控制管、處理屏蔽、“鉛筆頭”、及電纜的接地等問題進行了分析探討。

10kV交聯可觸摸預制式電纜頭的制作工藝熱門文檔
10kV三芯交聯電纜頭制作工藝及安裝方法引起絕緣擊穿常見問題分析 10kV三芯交聯電纜頭制作工藝及安裝方法引起絕緣擊穿常見問題分析
格式:pdf
大小:101KB
頁數:3P
4.7
隨著10kv交聯電纜的廣泛應用,電纜頭故障引起的絕緣擊穿時有發生,本文對10kv交聯電纜頭制作工藝及安裝方法引起絕緣擊穿的常見問題進行了分析,強調了注意事項,采取相應的對策,確保電纜頭的制作工藝及安裝質量。
10kV三蕊交聯電纜頭制作工藝及安裝方法與常見問題分析 10kV三蕊交聯電纜頭制作工藝及安裝方法與常見問題分析
格式:pdf
大小:142KB
頁數:2P
4.5
近年來隨著電力事業的發展,10kv交聯電纜的使用量越來越大,電纜敷設及電纜頭制作工藝質量也有了新要求,如何提高電纜頭制作工藝及安裝質量成為我們電力安裝人員一個追求目標。
10kV高壓電纜頭的制作工藝
格式:pdf
大小:12KB
頁數:1P
4.8
10kv高壓電纜頭的制作工藝 摘要:10kv的電壓等級在我國高壓配電網絡最為常見,其電纜頭的種類 繁多,可以根據材料性質的不同分為熱縮電纜頭和冷縮電纜頭,也可以根據 使用環境的不同分為戶內電纜頭和戶外電纜頭,同時還可以根據電纜芯數的 差異劃分... 10kv的電壓等級在我國高壓配電網絡最為常見,其電纜頭的種類繁多, 可以根據材料性質的不同分為熱縮電纜頭和冷縮電纜頭,也可以根據使用環 境的不同分為戶內電纜頭和戶外電纜頭,同時還可以根據電纜芯數的差異劃 分為單芯和多芯電纜頭等,具體選擇那種類型的電纜頭要根據實際情況進行 而定。筆者以10kv冷縮電纜頭的制作為例,詳盡地敘述其制造步驟和工 藝,主要包括剝離內外護套及鋼鎧、包繞填充膠以及固定電纜元件等眾多步 驟。 (1)剝離內外護套及鋼鎧。在剝離內外護套及鋼鎧之前,首先要將電纜 線擦拭干凈并且校正拉直,便于剝皮分離,其次剝離掉安裝
交聯聚乙烯電力電纜頭的制作工藝 交聯聚乙烯電力電纜頭的制作工藝
格式:pdf
大小:486KB
頁數:2P
4.8
近10年來,由于交聯聚乙烯電纜在運行中表現出電氣絕緣性能好、抗酸堿、耐腐蝕、允許工作溫度高、故障少以及接頭制作工藝簡單等優點,已迅速取代電氣絕緣性能差、制作工藝復雜、故障率高的油浸式電纜,在實踐中得到了廣泛應用。韶鋼自1987年第一次使用交聯聚乙烯電纜取代油浸式電纜以來,到目前為止,全公司已有高壓交聯
10kV交聯可觸摸預制式電纜頭的制作工藝精華文檔
朔黃線10kV熱可縮交聯電纜頭擊穿的原因分析 朔黃線10kV熱可縮交聯電纜頭擊穿的原因分析
格式:pdf
大小:45KB
頁數:1P
4.6
2001年12月28日18:18,朔黃線安國10kv配電所正式受電。安國10kv配電所的34臺移開式高壓柜間聯絡全部采用yjvlv22—70型交聯電纜,饋線用電纜引出。電纜頭采用熱可縮材料(高分子硅橡膠)制作,經高壓試驗電纜頭及電纜本體合格。但在貫通線投入后363真空斷路器立即掉閘,調壓器的電源側電纜頭被擊穿。其它斷路器投入后未出現異常。
10KV交聯聚乙烯絕緣電纜頭制作
格式:pdf
大小:42KB
頁數:4P
4.6
技術交底記錄 年月日 工程名稱*****2×70mw熱水鍋爐擴建改造項目分部工程電氣、儀表工程 分項工程名稱:10kv電纜戶內終端頭制作 交底內容: ⅰ范圍 本工藝標準適用于一般工業與民用建筑電氣安裝工程10(6)kv交聯聚乙烯絕緣電纜戶內、戶外熱縮終端頭制作。 ⅱ施工準備 1設備及材料要求: (1)所用設備及材料要符合電壓等級及設計要求,并有產品合格證明。 (2)主要材料:絕緣三叉手套、絕緣管、應力管、編織銅線、填充膠、密封膠帶、密封管、相色管、防雨裙。 輔助材料:接線端子、焊錫、清潔劑、砂布、白布、汽油、焊油。 2主要機具: 噴燈、壓接鉗、鋼卷尺、鋼鋸、電烙鐵、電工刀、克絲鉗、改錐、大瓷盤。 3作業條件: (1)有較寬敞的操作場地,施工現場干凈,并備有220v交流電源。 (2)作業場所環境溫度在0℃以上,相對濕度70
10kV交聯聚乙烯絕緣電纜熱縮接頭制作工藝標準
格式:pdf
大小:160KB
頁數:3P
4.6
10kv交聯聚乙烯絕緣電纜熱縮接頭制作工藝標準 11范圍 本工藝標準適用于一般工業與民用建筑電氣安裝工程10(6)kv交聯聚乙烯絕緣電力 電纜熱縮中間接頭制作。 22施工準備 2.1設備及材料要求: 2.1.1主要材料:電纜頭附件及主要材料由生產廠家配套供應。并有合格證及說明書。 其型號、規格、電壓等級符合設計要求。 2.1.2輔助材料:焊錫、焊油、白布、砂布、芯線連接管、清洗劑、汽油、硅脂膏等。 2.22.2主要機具: 噴燈、壓接鉗、鋼卷尺、鋼鋸、電烙鐵、電工刀、克絲鉗、改錐、大瓷盤。 2.3作業條件: 2.3.1電纜敷設完畢,絕緣電阻測試合格。 2.3.2作業場所環境溫度0℃以上,相對濕度70%以下,嚴禁在雨、霧、風天氣中施工。 2.3.3施工現場要干凈、寬敞、光線充足。施工現場應備有220v交流電源。 2.3.4室外施工時,應搭設臨時帳蓬。
10kV交聯可觸摸預制式電纜頭的制作工藝最新文檔


10kV交聯聚乙烯絕緣電纜熱縮接頭制作工藝標準
格式:doc
大小:71KB
頁數:4P
4.4
10kv交聯聚乙烯絕緣電纜熱縮接頭制作工藝標準 ? 11????????范圍 本工藝標準適用于一般工業與民用建筑電氣安裝工程10(6)kv交聯聚乙烯絕緣電力電纜熱縮中間接頭制作。 22????????施工準備 2.1設備及材料要求: 2.1.1主要材料:電纜頭附件及主要材料由生產廠家配套供應。并有合格證及說明書。其型號、規格、電壓等級符合設計要求。 2.1.2輔助材料:焊錫、焊油、白布、砂布、芯線連接管、清洗劑、汽油、硅脂膏等。 2.22.2???????主要機具: 噴燈、壓接鉗、鋼卷尺、鋼鋸、電烙鐵、電工刀、克絲鉗、改錐、大瓷盤。 2.3作業條件: 2.3.1電纜敷設完畢,絕緣電阻測試合格。 2.3.2作業場所環境溫度0℃以上,相對濕度70%以下,嚴禁在雨、霧
10KV電纜終端頭制作工藝
格式:pdf
大小:6KB
頁數:2P
4.6
10kv交聯聚乙烯絕緣熱縮終端頭的制作方法: 一、準備工作工具:1)液壓鉗兩套、2)電纜制作支架、3)鋸子、4)扁嘴鉗、 5)電工刀、6)銼刀、7)工作手套、8)螺絲刀、9)砂紙、10)膠布、11)電 纜頭、12)兆歐表、13)放電棒、14)刷子、15)記號筆、16)量尺、17)刀 片、18)熱縮液化噴火槍、19)氧氣瓶、20)電烙鐵 二、檢查安裝配件是否齊全,打開電纜配件箱檢查附件是否有缺漏,并且對照說 明書進行查看。 三、進行電纜的制作 1)固定電纜末端 先將電纜末端校直,并將其固定在電纜支架上。并對電纜的外表進行清潔,對戶 外終端由末端量取750mm(戶內終端量取550mm),并用記號筆做記號,在量取 處刻一環形刀痕,切記要注意力度。 2)剝切電纜 (1)順電纜方向破開塑料護層,然后向兩側分開剝除。 (2)在護層口處向上略低于
(.)10kv電纜終端制作工藝
格式:pdf
大小:209KB
頁數:4P
4.6
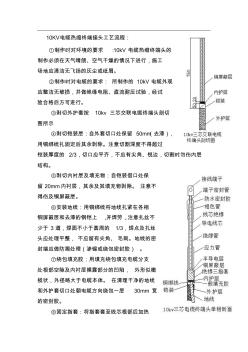
10kv電纜熱縮終端接頭工藝流程: ①制作時對環境的要求:10kv電纜熱縮終端頭的 制作必須在天氣晴朗、空氣干燥的情況下進行,施工 場地應清潔無飛揚的灰塵或紙屑。 ②制作時對電纜的要求:所制作的10kv電纜外觀 應整潔無破損,并做絕緣電阻、直流耐壓試驗,經試 驗合格后方可進行。 ③剝切外護套按10kv三芯交聯電纜終端頭剖切 圖所示 ④剝切鎧裝層:自外套切口處保留50mm(去漆), 用銅綁線扎固定后其余剝除。注意切割深度不得超過 鎧裝厚度的2/3,切口應平齊,不應有尖角、銳邊,切割時勿傷內層 結構。 ⑤剝切內襯層及填充物:自鎧裝借口處保 留20mm內襯層,其余及其填充物剝除。注意不 得傷及銅屏蔽層。 ⑥安裝地線:用銅綁線將地線扎緊在各相 銅屏蔽層和去漆的鋼鎧上,并焊勞,.注意扎絲不 少于3道,焊面不小于圓周的1/3,焊點及扎絲 頭應處理平整,不應留有尖角、
10KV電纜頭制作過程
格式:pdf
大小:8.2MB
頁數:12P
4.6
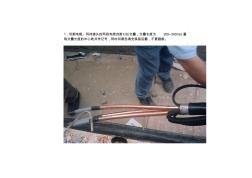
1,切割電纜。將待接頭的兩段電纜自斷口處交疊,交疊長度為200~300mm;量 取交疊長度的中心線并作記號,同時將黑色填充保留后翻,不要割斷。 2,芯線處理.將熱縮套件中一長一短兩根直徑最大的黑色塑料管分別套入兩段電 纜,然后處理線芯。 3,鉛筆頭特寫 鉛筆頭處理用來分散電場分布應力。 4,清潔半導層用附帶的清洗劑清潔芯線(注意整個過程操作者要保持手的干 凈) 5,包纏應力疏散膠并套入應力控制管(圖中黑色短管) 6,烘烤應力控制管 右側為烘好的應力管 7,在長端尾部套入屏蔽銅網。 8,在長端依次套入絕緣材料,短端套入內半導電管; 在長端按圖所示,依次套入(1,內層紅色內絕緣管)、(2,中間紅色外絕緣管)、 (3,外層黑色外半導電管);在短端套入黑色內半導電管 9,壓接芯線; 注意壓接質量(該壓接鉗為德國進口,全自動) 10,打磨壓接頭(打磨為了消除尖端放電) 11,在接頭上包繞黑
冷縮電纜頭制作工藝
格式:pdf
大小:16KB
頁數:3P
4.8
。 精選資料,歡迎下載 冷縮電纜頭制作工藝 1前言 在現代變、配電工程中,電纜以其施工維護方便、供電可靠性高等特點得以廣泛使 用,冷縮電纜頭也以其獨有的優點得到廣泛使用。 2特點 冷縮電纜頭,現場施工簡單方便,其冷縮管具有彈性,只要抽出內芯尼龍支撐條, 可緊緊貼服在電纜上,不需要使用加熱工具,克服了熱縮材料在電纜運行時,因熱脹冷 縮而產生的熱縮材料與電纜本體之間的間隙。 3適用范圍 本工法適用于10~35kv三芯電纜終端頭的制作。 4工藝原理 利用冷縮管的收縮性,使冷縮管與電纜完全緊貼,同時用半導體自粘帶密封端口, 使其具有良好的絕緣和防水防潮效果。 5制作步驟 剝外護套、鋼鎧和內襯層→固定鋼鎧地線→纏填充膠→固定銅屏蔽地線→固定冷縮 指套、冷縮管→端子壓接→固定冷縮終端→密封端口→測試。 5.1剝外護套、鋼鎧和內襯層將電纜校直、擦凈、剝去從安裝位置到接線端子的外 護套、留

電纜頭制作工藝
格式:pdf
大小:9KB
頁數:3P
4.4
電纜頭制作工藝 電纜頭安裝的基本操作工藝 (1)基本要求電纜頭是電纜線路中最薄弱的部分,其安裝質量的好壞是電纜線路 難否安全運行的關鍵,應給予足夠的重視。 1)電纜頭在安裝時要防潮,不應在雨天、霧天、大風天做電纜頭,平均氣溫低于0℃ 時,電纜應預先加熱。 2)施工中要保證手和工具、材料的清潔。操作時不應做其他無關的事(特別不能抽 煙!)。 3)所用電纜附件應預先試裝,檢查規格是否同電纜一致,各部件是否齊全,檢查出 廠日期,檢查包裝(密封性),防止剝切尺寸發生錯誤。 電纜頭安裝的前期工作 1.電纜敷設前要檢查電纜本體的絕緣,在電纜頭上找出色相排列情況,避免三芯電 纜中間頭上(為對齊相序)芯線交叉。 2.電纜敷設后要做電纜的直流耐壓試驗,試驗后對電纜頭做好密封,防止受潮。 3.中間頭電纜要留余量及放電纜的位置。 基本操作工藝 1)剝外護套為防止鋼甲松散,應先在鋼甲切斷處內側把外護
冷縮電纜頭制作工藝 (3)
格式:pdf
大小:13KB
頁數:2P
4.3
冷縮電纜頭制作工藝 1?前言?? 在現代變、配電工程中,電纜以其施工維護方便、供電可靠性高等特點得以廣泛使用, 冷縮電纜頭也以其獨有的優點得到廣泛使用。?? 2?特點? 冷縮電纜頭,現場施工簡單方便,其冷縮管具有彈性,只要抽出內芯尼龍支撐條,可緊 緊貼服在電纜上,不需要使用加熱工具,克服了熱縮材料在電纜運行時,因熱脹冷縮而產生 的熱縮材料與電纜本體之間的間隙。? 3?適用范圍? 本工法適用于10~35kv三芯電纜終端頭的制作。 4?工藝原理??? 利用冷縮管的收縮性,使冷縮管與電纜完全緊貼,同時用半導體自粘帶密封端口,使其 具有良好的絕緣和防水防潮效果。? 5?制作步驟? 剝外護套、鋼鎧和內襯層→固定鋼鎧地線→纏填充膠→固定銅屏蔽地線→固定冷縮指 套、冷縮管→端子壓接→固定冷縮終端→密封端口→測試。? ?剝外護套、鋼鎧和內襯層將電纜
10kV交聯可觸摸預制式電纜頭的制作工藝相關
文輯推薦
知識推薦
百科推薦


職位:一級消防工程師
擅長專業:土建 安裝 裝飾 市政 園林


