




格式:pdf
大小:37KB
頁數: 1頁
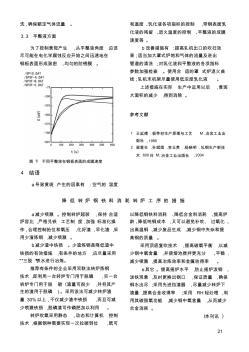
洗 ,確保額定氣體流量 。 3. 3 平整液方面 為了控制黃斑產生 ,從平整液角度 應該 盡可能在電化學腐蝕反應開始之間迅速地在 鋼板表面形成致密 、均勻的防銹膜 。 圖 6 不同平整液在鋼板表面的成膜速度 4 結語 a.導致黃斑 產生的因素有 :空氣的 濕度 和溫度 、乳化液各項指標的控制 ,帶鋼表面乳 化液的殘留 、退火溫度的控制 、平整液的成膜 速度等 。 b.改善措施有 :提高軋機出口的吹掃效 果 ;適當加大罩式爐飽和氣體的流量及進出 管道的清洗 ;對乳化液和平整液的各項指標 參數加強檢查 。使用合 適的罩 式爐退火曲 線 ;軋機末機架盡量使用低濃度乳化液 。 上述措施在實際 生產中運用以后 ,黃斑 大面積的減少 ,得到消除 。 參考文獻 1 王延傅 .板帶材生產原理與工藝 M ,冶金工業出 版社 , 1995 2 梁愛生 ,孫斌煜 ,李玉貴 ,楊曉明 .軋鋼生產新技 術 600問
格式:pdf
大小:43KB
頁數: 3頁
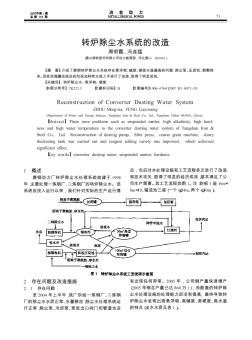
介紹了唐鋼轉爐除塵水系統存在懸浮物、堿度、硬度水溫偏高的問題,除塵泵、壓濾機、粗顆粒機、泥漿濃縮罐改造及藥劑投加種類方面入手進行了改造,取得了明顯成效。
轉爐相關專題
- 轉爐煉鋼的工藝流程
- 轉爐煉鋼的脫硫方式有
- 轉爐的爐容比咱計算
- 轉爐煉鋼實習報告
- 轉爐里鎂碳磚多少錢一噸
- 轉爐煉鋼工藝工程師怎么考
- 大致簡述轉爐煉鋼工藝流程
- 轉爐
- 轉爐爐口積渣處理
- 轉爐干法除塵
- 公司系統工程轉爐煉鋼連鑄鋼結構工程施工組織設計方案
- 機械畢業設計(論文)210噸轉爐傾動裝置設計設計
- 昆鋼32t轉爐煙氣一次除塵系統新型節能技術改造實踐
- 30000立方米轉爐煤氣柜工程電氣安裝調試施工技術方案
- 30t轉爐小方坯連鑄生產ML40Cr冷鐓鋼盤條的實踐
- 太鋼150萬t不銹鋼煉鋼工程特大型轉爐封閉間安裝技術
- 太鋼新改造的3座AOD轉爐投產及其先進的工藝控制技術
- 江蘇轉爐煉鋼連鑄大型鋼結構施工技術方案
- 本溪鋼鐵集團公司轉爐廠180t轉爐爐本體設備安裝
- 寶鋼二煉鋼挖潛改造工程轉爐基礎施工質量監理工作總結
- 氣體保護焊在轉爐托圈保護板焊接工藝上應用
- 60Si2CrVA彈簧鋼轉爐冶煉過程夾雜物分布
- 唐鋼不銹鋼公司轉爐一鍵式煉鋼二級系統與分析
- 廣鋼轉爐冶煉HRB500E抗震鋼筋鋼生產實踐
- 復吹轉爐濺渣層與鎂碳磚之間結合現場試驗
- 120t轉爐爐卷軋機工程
- 120t轉爐地下管廊深基坑邊坡支護方案及其選擇