
- 首頁 >
- > 在CAD圖中怎樣標注焊接符號
更新時間:2025.06.22




格式:pdf
大小:4.1MB
頁數: 13頁
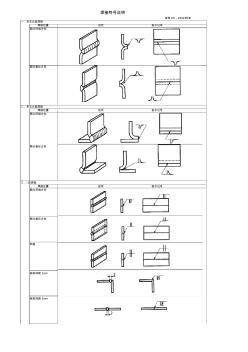
參考JIS-Z3021標準 一,雙法蘭型焊接 焊接位置 形狀 表示記號 箭頭所指方向 箭頭相反方向 二,單法蘭型焊接 焊接位置 形狀 表示記號 箭頭所指方向 箭頭相反方向 三, I型焊接 焊接位置 形狀 表示記號 箭頭所指方向 箭頭相反方向 兩面 板材間距 2mm 板材間距 2mm 焊接符號說明 閃光焊接 摩擦壓接 四,V型焊接 焊接位置 形狀 表示記號 箭頭所指方向 箭頭相反方向 板厚19mm 坡口深度 16mm 坡口開口角度 60° 板材間距 2mm 完全熔透焊接 板厚12mm 坡口開口角度 45° 使用墊板 板材間距 4.8mm 焊后表面突出部分 要機加處理平整 部分熔透焊接 板厚12mm 坡口深度 5mm 坡口開口角度 60° 板材間距為0 五,X型焊接 焊接位置 形狀 表示記號 兩面 該部位機加磨平處理 閃光焊接閃光焊接 閃光焊接 閃光焊接 摩擦壓接 坡口深度 箭頭方向 16
格式:pdf
大小:276KB
頁數: 4頁
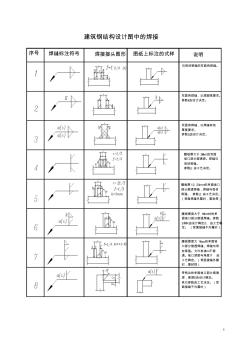
1 建筑鋼結構設計圖中的焊接 序號 焊縫標注符號 焊接接頭圖形 圖紙上標注的式樣 說明 雙面角焊縫,以焊腳高要求。 參數k由設計決定。 雙面角焊縫,以焊縫有效 厚度要求。 參數S由設計決定。 腹板厚度大于 16mm時的單 面坡口部分熔透焊縫。參數 S和K由設計確定 , 由工藝確 定。 (背面接縫不外露時) 帶鈍邊的單面坡口部分熔透 焊,熔深S由設計確定。 其它參數由工藝決定。(背 面接縫不外露時) 腹板厚大于 20mm的雙面 坡口部分熔透焊。焊縫與 母材等強。 參數 由工藝決定。 腹板厚12- 20mm的單面坡口 部分熔透焊縫,焊縫與母材 等強。 參數 由工藝決定。 (背面焊縫外露時,要封焊) 與母材等強的雙面角焊縫。 腹板厚度大 16mm的單面坡 口部分熔透焊縫。焊縫與母 材等強。允許有3mm不熔 透。坡口深度與角度 由 工藝確定。(背面接縫外露 時,要封焊) ,且不大于
熱門知識
在CAD圖中怎樣標注焊接符號精華知識
在CAD圖中怎樣標注焊接符號-
話題: 工程造價zhongdj2110
最新知識
在CAD圖中怎樣標注焊接符號-
話題: 建筑設計liyanjunjing
-
話題: 地產家居dinghuiruo
-
話題: 工程造價gaodahuman
-
話題: 工程造價jieyang0396
相關問答
在CAD圖中怎樣標注焊接符號-
話題: 工程造價lzj5202008
-
話題: 工程造價sunlong1109
-
話題: 工程造價wang42050924
專題概述
在CAD圖中怎樣標注焊接符號知識來自于造價通云知平臺上百萬用戶的經驗與心得交流。 注冊登錄 造價通即可以了解到相關在CAD圖中怎樣標注焊接符號最新的精華知識、熱門知識、相關問答、行業資訊及精品資料下載。同時,造價通還為您提供材價查詢、測算、詢價、云造價等建設行業領域優質服務。手機版訪問:在CAD圖中怎樣標注焊接符號
相關話題
資料下載
相關資訊
在CAD圖中怎樣標注焊接符號相關專題
- 開博爾c3單核有固件
- 理線器在CAD中用什么表示
- 鐘在房間如何擺放
- 怎么在CAD布局中畫立面圖
- 怎么在CAD2007圖里畫虛線
- 怎么在cad中畫虛線
- 怎么在CAD中畫正等軸測圖
- 怎樣在CAD中插入箭頭標志
- 怎樣在cad中畫庭院景圖
- 怎樣在CAD中識別坐標位置
- 分形DGS單元結構設計及其在微帶電路中的應用
- 云計算技術在城市軌道交通運營指揮管理系統中的應用
- 在全縣非煤礦山和危化企業安全生產工作會議上的講話
- 在“建筑節能與居住舒適”專題技術交流會議上的講話
- 新型透水襯砌在南臺子一級水電站尾水渠中的嘗試
- 有限元法在軟土淺埋隧道施工過程的動態模擬中的應用
- 振沖碎石樁地基加固技術在椒江標準海塘工程中的應用
- 在2017年全省水利宣傳工作會議上的講話(節選)
- 在8度地震區建造低層純鋼框架結構住宅的可行性分析
- 乙烯基樹脂混凝土電解槽的性能及在濕法冶金中的應用
- 在書香中沉睡——“川大河畔”高尚住宅小區景觀設計
- 智能化技術在電氣工程自動化控制中的應用與實踐研討
- 中國焊接學會堆焊及表面工程專委會
- 智能電力監控管理系統在某飛機維修公司工程中的應用
- 在創新中求發展——樂山市土地儲備中心工作創新紀實
- 政府投資建設項目在財務管理上面臨的風險和應對措施
- 智能照明系統在高校教學樓建筑節能改造中的應用
- 在cad中@代表什么
- 在CAD中FILEDIA是什么意思
- 在CAD中承重墻如何表示
- 在CAD中的尺寸
- 在cad中繪制表格的命令是
- 在cad中梁為什么導不過來
- 在CAD中如何添加字體
- 在CAD中如何新建圖層并作圖
- 在CAD中如何做浮閥塔的圖
- 在CAD中書柜的尺寸是多大
- 在cad中怎么打開dwg格式文件
- 在CAD中怎么畫室內平面圖
- 在CAD中怎么摳圖
- 在CAD中怎么填充淺色
- 在CAD中怎樣插入指南針
- 在DW中怎么插入列表項目
- 在FOB條件下合同金額怎么算
- 在GBQ4.0中如何修改人工費
- 在ggj2009里怎么畫半圓板
- 在PKPM軟件中怎樣查詢距離
- 在ppt中怎么畫不規則圖形
- 在proe5.0中螺紋的畫法
- 在PS里哪個是油漆桶工具
- 在PS里怎么做拉絲鋼板
- 在SolidWorks 2010怎樣出工程圖
- 在TN-S電力系統中
- 在USB接頭如何連接LED燈
- 在VRAY里鏡面材質怎么調
- 在xsteel怎么自定義材料表
- 在安監局辦焊工證要多久