




格式:pdf
大小:84KB
頁數: 8頁
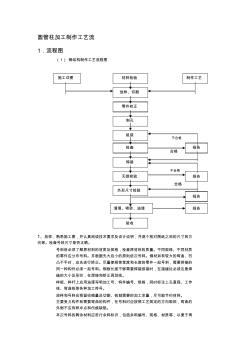
圓管柱加工制作工藝流 1.流程圖 (1) 鋼結構制作工藝流程圖 不合格 合格 不合格 合格 1、放樣、熟悉施工圖,并認真閱讀技術要求及設計說明,并逐個核對圖紙之間的尺寸和方 向等。檢查號料尺寸是否正確。 號料前必須了解原材料的材質及規格,檢查原材料的質量。不同規格、不同材質 的零件應分布號料。并根據先大后小的原則依次號料。鋼材如有較大的彎曲、凹 凸不平時,應先進行矯正。盡量使相等寬度和長度的零件一起號料,需要拼接的 同一種構件必須一起號料。鋼板長度不夠需要焊接拼接時,在接縫處必須注意焊 縫的大小及形狀,在焊接和矯正再劃線。 樣板、樣桿上應用油漆寫明加工號、構件編號、規格,同時標注上孔直徑、工作 線、彎曲線等各種加工符號。 放樣和號料應預留收縮量及切割、銑刨需要的加工余量,盡可能節約材料。 主要受力構件和需要彎曲的構件,在號料時應按照工藝規定的方向取料,彎曲的 外側不應有樣沖點和傷痕缺陷。

格式:pdf
大小:464KB
頁數: 24頁
附錄 A圓管柱外形尺寸終檢記錄表 表 A-1 圓管柱外形尺寸終檢記錄表 工程名稱 : 構件名稱 : 班組 : 編號: 檢查項目 允許偏差 構件編號 圖 例 實測偏差( mm) 柱的高度 H ±3.0mm 柱上端面 2 L2 2 A+ 4 3 向(牛腿扭曲) 銑平面到第一個安裝孔的距離 ±1.0mm 柱身彎曲矢高 H/1500 且不應大于 5.0mm 牛腿上表面到柱底距離 l1 兩牛腿上表面之間的距離 l4 ±2.0mm 牛腿的長度偏差 ±3.0mm 各牛腿腹板中線與鋼管中心的偏差 Δ3 2.0mm 各牛腿之間的夾角偏差 Δ4 ±20′ 牛腿孔到柱軸線距離 L2 ±3.0mm 牛腿的翹曲、扭曲、 側面偏差 Δ L2≤1000mm 2.0mm
熱門知識
圓管柱如何拼接-
話題: 工程造價yang_yang188
-
話題: 工程造價6902898wang
-
話題: 室內設計hdongbo1230
-
話題: 工程造價jsjmch_1968
精華知識
圓管柱如何拼接最新知識
圓管柱如何拼接相關問答
圓管柱如何拼接-
話題: 室內設計toshiba888
圓管柱如何拼接相關專題
- 圓管涵施工圖片
- 圓管涵施工視頻
- 1m圓管涵通用圖
- 圓管涵布置圖
- 圓管涵設計
- 圓管涵配筋圖
- 圓管涵一字式洞口構造圖
- 圓管涵構造
- 公路圓管涵通用圖
- 圓管涵工程量計算公式免費
- 圓管涵工程數量表(20201022195115)
- 影響方管柱H型鋼梁隔板貫通式節點承載力的參數分析
- 政府投資項目如何做好智能化系統工程建設的過程控制
- 增設鋼牛腿在連續獨柱墩橋梁抗傾覆加固設計中的應用
- 圓管方管角鋁槽鋁(20200929163753)
- 異形柱框架及短肢墻抗震節點構造的施工質量保證措施
- 圓CFRP-鋼管混凝土軸壓短柱荷載-變形關系分析
- 在小橋涵軟基處理中如何運用預應力混凝土管樁的分析
- 在樓宇自控系統設計中如何選擇最佳的電動調節閥口徑
- 在水利水電工程中如何解決UTM投影變形問題
- 圓柱支撐中空超高摩爾質量聚乙烯燒結過濾板性能對比
- 增大截面與CFRP復合加固素混凝土短圓柱試驗
- 整體式先張法預應力混凝土復合圓管涵洞的結構及安裝
- 如何區別鋁合金門窗60、70、80系列
- 工藝工法多(高)層建筑鋼管混凝土柱施工工法資料
- 杭甬高速公路拓寬工程新老橋梁縱向拼接處理與施工
- 機械設計基礎課程設計一級圓柱齒輪減速器設計說明書