




格式:pdf
大小:482KB
頁數: 6頁
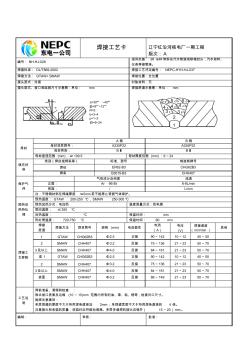
焊接工藝卡 遼寧紅沿河核電廠一期工程 版次: A 編號: NH-HJ-028 適用范圍: 3# &4#常規島汽水管道或聯箱封頭,汽水取樣、 儀表等接管座。 焊接標準: DL/T869-2002 焊接工藝評定編號: NEPC-HYH-HJ-037 焊接方法: GTAW+ SMAW 焊接位置:全位置 接頭型式:對接 襯墊材料:無 接頭型式、坡口和組裝尺寸示意圖:單位: mm a=30° ~40° β=8°~12° R=5 b=3~4 p=1~2 δ=9~24 R 焊接層道示意圖:單位: mm 1 2 3 1 3 2 4 1 4 2 4 3 5 1 5 2 5 3 母材 A 側 B 側 母材材質牌號: A335P22 A335P22 母材類別: BⅠ BⅠ 母材直徑范圍 (mm):≥ 109.5 母材厚度范圍 (mm):9~24 填充材 料 類別(焊絲或焊條等) 標準、型號 制造商

格式:pdf
大小:399KB
頁數: 5頁
通過X射線觀測爆炸焊接復板的運動姿態,得出了爆轟載荷與復板的作用過程,從而提出了在爆炸焊接過程中"爆轟載荷產生的復板的最大彎矩必須大于復板材料在其動態屈服極限時的彎矩而小于其在動態抗拉極限時的彎矩,才能實現成功爆炸焊接"這一新觀點,并由此得出了爆炸焊接裝藥厚度的上限和下限,此即為爆炸焊接裝藥厚度可焊性窗口.在此基礎上,根據界面的微觀組織形貌和爆炸焊接結合機理,提出了爆炸焊接裝藥的"下限法則",此法則不僅將目前爆炸焊接裝藥量減小了30%,而且又提高了復合材料界面結合質量,同時為某些硬脆材料成功爆炸焊接提供了理論依據.
熱門知識
tuo 口焊-
話題: 工程造價yangdeihua
-
話題: 結構設計zhaoshengyun
精華知識
tuo 口焊最新知識
tuo 口焊-
話題: 工程造價zhangxingli

相關問答
tuo 口焊-
話題: 項目管理yang110132
-
話題: 造價軟件DARKANGELL
-
話題: 工程造價maoliang84
tuo 口焊相關專題
- 卡套接頭的安裝方法
- 開窗簾店要考慮什么因素
- 開窗口是否影響整體消防
- 開窗簾店要自己會做
- 卡特挖掘機室內圖片
- 開敞陽臺裝飾裝修
- 開窗簾店利潤大
- 開窗簾店要什么條件
- 開窗器的介紹
- 開關插座安裝順序
- 逆變TIG焊機接觸引弧電路的設計(引弧電路)
- 中國焊接學會堆焊及表面工程專委會
- 張家口市中心城區污水排水管網在線監測系統設計
- 在地鐵建設、運營中屏蔽門系統與相關專業的接口分析
- 起重機主梁工字鋼磨損及焊接變形的檢驗案列分析
- 云南洱海桃溪河口凈化工程的設計思路及初步凈化效果
- 中國對美國出口的商品結構、比較優勢及其穩定性分析
- 張家口清水河建設橋臨時支架及河道行洪能力計算分析
- 異種鋼焊接接頭退火工藝
- 中國電器工業協會電焊機分會五屆五次理事會
- 引黃工程汾河水庫取水口臨時擋水建筑物施工方案比選
- 中國電器工業協會電焊機分會四屆八次理事會會議紀要
- 圓鋼管混凝土T型焊接節點應力強度因子計算方法
- 圓鋼管KK型搭接節點內隱藏焊縫焊接與否有限元分析
- 以太網POE交換機供電網口溫濕度傳感器使用說明書
- 調整焊管工業結構
- 圓鋼管混凝土K型焊接管板節點試驗和有限元分析