
- 首頁 >
- > 山西定額中管材超聲波探傷
更新時間:2025.05.11




格式:pdf
大小:2.5MB
頁數(shù): 19頁
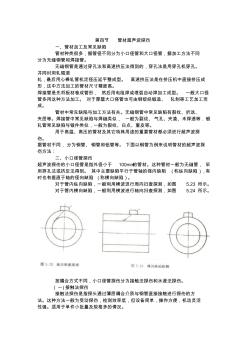
第四節(jié) 管材超聲波探傷 一、管材加工及常見缺陷 管材種類很多,據(jù)管徑不同分為小口徑管和大口徑管,據(jù)加工方法不同 分為無縫鋼管和焊接管。 無縫鋼管是通過穿孔法和高速擠壓法得到的,穿孔法是用穿孔機穿孔。 并同時用軋輥滾 軋,最后用心棒軋管機定徑壓延平整成型。 高速擠壓法是在擠壓機中直接擠壓成 形,這中方法加工的管材尺寸精度高。 焊接管是先將板材卷成管形, 然后用電阻焊或埋弧自動焊加工成型。 一般大口徑 管多用這種方法加工。 對于厚壁大口徑管也可由鋼錠經(jīng)鍛造、 軋制等工藝加工而 成。 管材中常見缺陷與加工方法有關(guān)。無縫鋼管中常見缺陷有裂紋、折迭、 夾層等。焊接管中常見缺陷與焊縫類似, 一般為裂紋、氣孔、夾渣、未焊透等.鍛 軋管常見缺陷與鍛件類似,一般為裂紋、白點、重皮等。 用于高溫、高壓的管材及其它特殊用途的重要管材都必須進(jìn)行超聲波探 傷。 據(jù)管材不同,分為鋼管、銅管和鋁管等。 下面以鋼管為例來
格式:pdf
大小:243KB
頁數(shù): 8頁
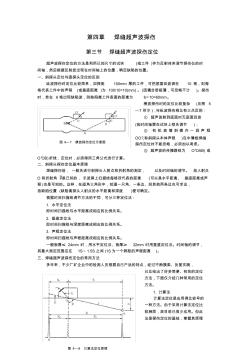
第四章 焊縫超聲波探傷 第三節(jié) 焊縫超聲波探傷定位 超聲波探傷定位的方法是利用已知尺寸的試塊 (或工件 )作為反射體來調(diào)節(jié)探傷儀的時 間軸,然后根據(jù)反射波出現(xiàn)在時間軸上的位置,確定缺陷的位置。 一、斜探頭定位與直探頭定位的區(qū)別 縱波探傷時定位比較簡單,如探測 100mm 厚的工件,可把底面回波調(diào)在 10 格,則每 格代表工件中的聲程 (或垂直距離 )為 100/10=10(mm) 。 (因耦合層極薄,可忽略不計 )。探傷 時,若在 6格出現(xiàn)缺陷波,則缺陷離工件表面的距離為 6×10=60mm。 橫波探傷時的定位比較復(fù)雜 (見圖 5 –7 所示 ),與縱波探傷相比有三點區(qū)別: ① 超聲波射到底面時無底面回波 (故時間軸需在試塊上預(yù)先調(diào)節(jié) ); ② 有 機 玻 璃 斜 楔 內(nèi) 一 段 聲 程 OO (稱斜探頭本體聲程 )在中薄板焊縫 探傷定位時不能忽略,必須加以考慮。 ③ 超聲波的傳播路線為
熱門知識
山西定額中管材超聲波探傷精華知識
山西定額中管材超聲波探傷-
話題: 造價軟件guihuazhan
-
話題: 工程造價xch5159302

最新知識
山西定額中管材超聲波探傷-
-
話題: 工程造價YZHYANGZHEN
-
-
話題: 工程造價yjfqpqtd009
相關(guān)問答
山西定額中管材超聲波探傷-
-
話題: 地產(chǎn)家居505829216
-
話題: 工程造價yxgbestman
-
專題概述
山西定額中管材超聲波探傷知識來自于造價通云知平臺上百萬用戶的經(jīng)驗與心得交流。 注冊登錄 造價通即可以了解到相關(guān)山西定額中管材超聲波探傷最新的精華知識、熱門知識、相關(guān)問答、行業(yè)資訊及精品資料下載。同時,造價通還為您提供材價查詢、測算、詢價、云造價等建設(shè)行業(yè)領(lǐng)域優(yōu)質(zhì)服務(wù)。手機版訪問:山西定額中管材超聲波探傷
相關(guān)話題
資料下載
相關(guān)資訊
山西定額中管材超聲波探傷相關(guān)專題
- 里腳手架-山西11定額
- 柱墩柱帽套定額山西的
- 磚散水如何套定額山西
- 腳手架問題(山西定額)
- 今日山西香碳多少錢一噸
- 依據(jù)山西定額套子目問題
- 在山西石灰樁如何套用定額
- 技術(shù)措施費山西定額
- 工程造價山西
- 廣聯(lián)達(dá)山西2005定額套量
- 在生活中構(gòu)筑自然——河南天旺園林工程有限公司剪影
- 一體式膜-生物反應(yīng)器中膜面污泥沉積速率及其影響因
- 醫(yī)用潔凈空調(diào)系統(tǒng)設(shè)計調(diào)試中易忽視的問題及設(shè)計優(yōu)化
- 在地鐵建設(shè)、運營中屏蔽門系統(tǒng)與相關(guān)專業(yè)的接口分析
- 中博會展中心C1區(qū)鋼結(jié)構(gòu)屋面大型主桁架的施工技術(shù)
- 引水隧洞工程中熱應(yīng)力中對圍巖表層穩(wěn)定性的影響分析
- 引用CAD電子圖在廣聯(lián)達(dá)工程計算軟件中的應(yīng)用技巧
- 影響工程項目管理中的質(zhì)量因素與提高質(zhì)量管理的對策
- 中玻新材擬建10條800萬m~2Low-E玻璃線
- 制定機械加工勞動定額切削用量時間標(biāo)準(zhǔn)若干問題
- 增設(shè)鋼牛腿在連續(xù)獨柱墩橋梁抗傾覆加固設(shè)計中的應(yīng)用
- 乙酰丙酮分光光度法測定新裝修住宅室內(nèi)空氣中的甲醛
- 在項目成本控制中的實踐與探索工程項目成本管理系統(tǒng)
- 有關(guān)CAD技術(shù)在水利工程設(shè)計中的實際應(yīng)用方法
- 中、小跨徑鋼筋混凝土拱橋現(xiàn)澆支架(拱架)設(shè)計指南
- 智能建筑電氣安裝中的質(zhì)量控制
- 印度EPC電站項目競標(biāo)中降低汽輪機熱耗的策略
- 山西定額中騎馬腳手架
- 山西定額中陽臺如何套價
- 山西定制門怎么套定額
- 山西定制推拉門套什么定額
- 山西都有什么奇妙建筑
- 山西二次結(jié)構(gòu)植筋市場價
- 山西防水保護(hù)層套什么子目
- 山西仿古定額木樓梯
- 山西分布式光伏發(fā)電怎么做
- 山西鋼架鍍鋅費多少
- 山西工程造價員考試
- 山西公路預(yù)算問題
- 山西管道運距是多少
- 山西黑花崗巖多少錢一立方
- 山西黑磚窯事件的評議
- 山西華豐鋼材價格
- 山西環(huán)氧地坪價格
- 山西渾源修路征地費用分配
- 山西混凝土人防門定額套用
- 山西或者河南哪里有焦寶石
- 山西家用無煙煤多少錢一噸
- 山西甲醛多少價格
- 山西價格大同煤
- 山西腳手架預(yù)埋鋼管
- 山西腳手架租賃費多少
- 山西晉城無煙煤價格多少
- 山西晉中榆次佳地花園
- 山西開關(guān)柜廠家哪家比較好
- 山西可有水泥圍墻模具
- 山西垮塌的膜結(jié)構(gòu)看臺工程