
- 首頁 >
- > 日本神鋼lb 52焊條
更新時間:2025.05.11




格式:pdf
大小:673KB
頁數: 6頁
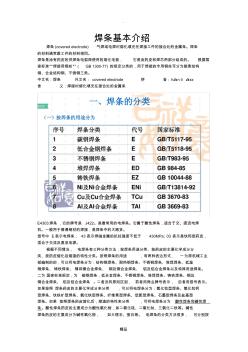
. 精品 焊條基本介紹 焊條 (covered electrode) 氣焊或電焊時熔化填充在焊接工件的接合處的金屬條。焊條 的材料通常跟工件的材料相同。 焊條是涂有藥皮的供焊條電弧焊使用的熔化電極, 它是由藥皮和焊芯兩部分組成的。 根據國 家標準“焊接用鋼絲”( GB 1300-77) 的規定分類的,用于焊接的專用鋼絲可分為碳素結構 鋼、合金結構鋼、不銹鋼三類。 中文名:焊條 外文名: covered electrode 拼 音:hàn ti áo 含 義:焊接時熔化填充在接合處的金屬條 E4303焊條 ,它的牌號是 J422。是最常用的電焊條。它屬于酸性焊條,適合于交、直流電焊 機。一般用于普通鋼材的焊接,是焊條中的大路貨。 型號中 E表示電焊條; 43表示焊縫金屬的抗拉強度不低于 430MPa;03 表示是鈦鈣型藥皮, 適合于交流及直流電源。 根據不同情況, 電焊條有三種分類
格式:pdf
大小:423KB
頁數: 13頁
焊條的一些基本知識 1. 試述焊條烘干的目的。 焊條在儲存、運輸期間藥皮會吸潮,使藥皮中的水分增加。焊條使 用前進行烘干的作用就是降低藥此中的含水量,其目的是: 1)減少焊接過程中的飛濺,使焊接電弧能夠穩定地燃燒。 2)防止在焊縫中產生氣孔。 3)防止產生在焊接某些低合金鋼時由氫引起的延遲裂紋。 根據 JB3223—83《焊條質量管理規程》的規定,酸性焊條烘干的溫 度為 75~150℃時間為 1~2h。酸性焊條由于對水分產生氣孔的敏感性不 大,所以烘干溫度相對要低一些。堿性焊條過高的烘干溫度也是不合適 的:一是浪費能源;其次是當烘干溫度超過 500℃時,藥皮中的某些成 分(如 CaCO3)就要發生分解,起不到應有的保護作用。 2 . 焊條烘干時要注意哪些事項? 焊條烘干時應注意如下事項: 1)低氫型焊條在常溫下超過 4h時,應重新烘干。重復烘干次數不 宜超過 3次。 2)烘干焊條時,禁止將
熱門知識
日本神鋼lb 52焊條-
話題: 室內設計wanglm5588
-
話題: 建筑施工lzq232746978
精華知識
日本神鋼lb 52焊條-
話題: 地產家居xiangpeng_li
-
話題: 工程造價sbansiheng
-
話題: 工程造價135****0950
最新知識
日本神鋼lb 52焊條-
話題: 建筑施工zjhzjb1980
相關問答
日本神鋼lb 52焊條
專題概述
日本神鋼lb 52焊條知識來自于造價通云知平臺上百萬用戶的經驗與心得交流。 注冊登錄 造價通即可以了解到相關日本神鋼lb 52焊條最新的精華知識、熱門知識、相關問答、行業資訊及精品資料下載。同時,造價通還為您提供材價查詢、測算、詢價、云造價等建設行業領域優質服務。手機版訪問:日本神鋼lb 52焊條
相關話題
資料下載
相關資訊
日本神鋼lb 52焊條相關專題
- 這種日本膠帶什么牌子的
- 建筑學日本留學
- 陽臺遮雨棚日本語是什么
- 水泥仿木是日本人發明的嗎
- 日本民居的建筑風格
- 日本建筑物的顏色特征
- 日本挖掘機有哪些品牌
- 日本建筑有什么風格和特點
- 日本為什么高樓大廈少
- 日本大建木門有哪些種類
- 園林綠化技術資料鋼結構油漆分項工程質量檢驗評定表
- 圓CFRP-鋼管混凝土偏壓構件荷載-變形關系分析
- 應用亞溫淬火工藝解決45鋼槽型螺母淬裂問題的探索
- 在8度地震區建造低層純鋼框架結構住宅的可行性分析
- 中國家具鋼管行業市場前景分析預測年度報告(目錄)
- 展廳A1屋面鋼結構工料機表【XX會展綜合體項目】
- 在砌塊配筋砌體中使用的新型鋼筋直螺紋連接套筒
- 中國現代化鋼筋加工工藝與傳統鋼筋加工工藝相比優勢
- 圓形截面預應力鋼筋混凝土懸臂式支護樁的分析與應用
- 中國鋼鐵廠燒結機的煙氣特點及部分鋼鐵廠燒結機信息
- 影響方管柱H型鋼梁隔板貫通式節點承載力的參數分析
- 起重機主梁工字鋼磨損及焊接變形的檢驗案列分析
- 中博會展中心C1區鋼結構屋面大型主桁架的施工技術
- 增設鋼牛腿在連續獨柱墩橋梁抗傾覆加固設計中的應用
- 張峰水庫2號倒虹預應力鋼筒混凝土管道安裝施工工藝
- 柴油機高壓噴油管用鋼、高壓噴油管及其制造方法
- 中、小跨徑鋼筋混凝土拱橋現澆支架(拱架)設計指南