




格式:pdf
大小:73KB
頁數: 12頁
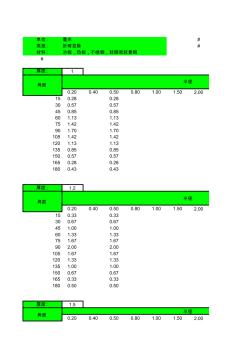
單位 : 毫米 # 類型 : 折彎扣除 # 材料 : 冷板,熱板,不繡鋼,軟銅和軟黃銅 # 厚度 : 1 0.20 0.40 0.50 0.80 1.00 1.50 2.00 15 0.28 0.28 30 0.57 0.57 45 0.85 0.85 60 1.13 1.13 75 1.42 1.42 90 1.70 1.70 105 1.42 1.42 120 1.13 1.13 135 0.85 0.85 150 0.57 0.57 165 0.28 0.28 180 0.43 0.43 厚度 : 1.2 0.20 0.40 0.50 0.80 1.00 1.50 2.00 15 0.33 0.33 30 0.67 0.67 45 1.00 1.00 60 1.33 1.33 75 1.67 1.67 90 2.00 2.00 105 1.67 1.67 120 1.33 1.33

格式:pdf
大小:388KB
頁數: 3頁
從合金配比、工藝調整、金相組織、韌脆轉變曲線、擴散氫控制等方面介紹了一種高強度、高韌性、超低氫焊條CJ807RH的研制過程及其力學性能。控制w(CaCO3)/w(CaF2)比例來得到良好的焊接操作工藝;控制w(Mn)/w(Si)、w(Mn)/w(Ni),向焊縫中過渡微量的稀土元素以及盡量降低焊縫中的S、P含量,提高焊縫金屬的低溫沖擊韌性;不加入含結晶水的物質和提高碳酸鹽、氟化物的比例來降低熔敷金屬擴散氫含量;通過金相組織、韌脆轉變曲線驗證該焊條具有良好的低溫沖擊韌性;通過小鐵研(斜Y)試驗驗證該焊條具有良好的抗裂性;通過水銀法測得擴散氫驗證其是否為超低氫。經過大量試驗研制出超低氫高韌性CJ807RH焊條。
熱門知識
r807報價-
話題: 地產家居wuxitegang
-
話題: 裝修工程bookboygwj
精華知識
r807報價-
話題: 室內設計liubin22lb
-
話題: 地產家居wo102172277
最新知識
r807報價-
話題: 地產家居winge810202
-
話題: 地產家居yanjun0221
相關問答
r807報價-
話題: 工程造價yang_jl925
-
話題: 地產家居zgzhongtie18
r807報價相關專題
- 卡箍的量是怎么算出來的
- 卡箍工程量問題
- 卡箍件的計算問題
- 卡箍如何計算
- 卡箍與法蘭有何區別
- 卡簧尺寸怎么量
- 卡普隆雨棚做什么檢驗批
- 卡套接頭的選用標準
- 卡箍連接管道
- 卡簧鉗的型號是多少
- 智龍電氣成套報價軟件表格元件分類匯總品牌比例表
- 招標選擇政府投資工程委托代建單位中報價文件的評選
- 廣東江門建設工程材料廠商報價(2011年2季度)
- 廣東韶關建筑工程材料廠商報價(2020年3季度)
- 工程量清單說明、投標報價說明、計日工說明、其他說明
- 廣東韶關建筑工程材料廠商報價(2020年4季度)
- 工程造價信息與工程量清單報價編制在建設工程中運用
- 廣東江門建設工程材料廠商報價(2018年1季度)
- 廣東江門建設工程材料廠商報價(2017年1季度)
- 廣東江門建設工程材料廠商報價(2019年4季度)
- 廣東江門建設工程材料廠商報價(2011年3季度)
- 廣東江門建設工程材料廠商報價(2017年3季度)
- 廣東江門建設工程材料廠商報價(2008年3季度)
- 工程造價咨詢人員在推行工程量清單報價中學習與思考
- 廣東江門建設工程材料廠商報價(2018年2季度)
- 廣東韶關建筑工程材料廠商報價(2019年1季度)
- 工程量清單計價模式下不平衡報價主要表現及控制策略
- r8608可控硅調光
- r96云石除銹劑
- r96大理石除銹劑
- ra404制冷劑
- ra8855圖形顯示模塊
- raa測氡儀
- rad1電氣火災監控器
- rad2電氣火災探測器
- rad7測氡儀
- rad7測氡儀原理
- radinn電動滑水板
- rado是什么牌子
- raid卡電池
- raid控制器是什么
- raid磁盤陣列
- raid磁盤陣列卡
- raid磁盤陣列存儲
- raid磁盤陣列模擬器
- raisecom光纖收發器
- RALID-IP網絡型門禁系統軟件
- ral色卡
- RAM-CL快速反應粘強力交叉膜
- RAM-CL快速反應粘強力交叉膜防水卷材
- RAM-CL快速反應粘結力交叉膜自粘防水卷材
- RAM-E快速反應粘高分子(EVA)自粘卷材
- RAM-PY自粘預鋪濕鋪防水卷材
- ram是什么
- RANE音響
- rav4后備箱電源
- rav真空斷路器