
- 首頁 >
- > 橋架終端封頭(靜電噴塑含配件)
更新時間:2025.05.10




格式:pdf
大小:137KB
頁數: 1頁
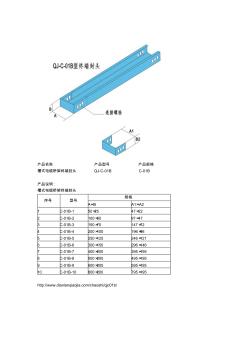
產品名稱 產品型號 產品規格 槽式電纜橋架終端封頭 QJ-C-01B C-01B 產品說明: 槽式電纜橋架終端封頭 序號 型號 規格 A×B A1×A2 1 C-01B-1 50×25 47×22 2 C-01B-2 100×50 97×47 3 C-01B-3 150×75 147×72 4 C-01B-4 200×100 196×96 5 C-01B-5 250×125 246×121 6 C-01B-6 300×150 296×146 7 C-01B-7 400×200 395×195 8 C-01B-8 500×200 495×195 9 C-01B-9 600×200 595×195 10 C-01B-10 800×200 795×195 http://www.dianlanqiaojia.com/chaoshi/qjc01b/
格式:pdf
大小:34KB
頁數: 7頁
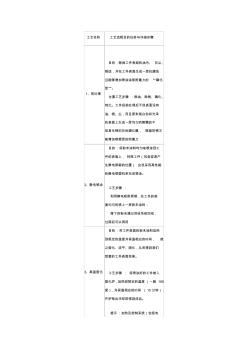
工藝名稱 工藝流程目的任務與詳細步驟 1、前處理 目的 :除掉工件表面的油污、 灰塵、 銹跡,并在工件表面生成一層抗腐蝕 且能夠增加噴涂涂層附著力的 “磷化 層”。 主要工藝步驟 :除油、除銹、磷化、 鈍化。工件經前處理后不但表面沒有 油、銹、塵,而且原來銀白色有光澤 的表面上生成一層均勻而粗糙的不 容易生銹的灰色磷化膜, 既能防銹又 能增加噴塑層的附著力 2、靜電噴涂 目的 :將粉末涂料均勻地噴涂到工 件的表面上, 特殊工件(包含容易產 生靜電屏蔽的位置) 應該采用高性能 的靜電噴塑機來完成噴涂。 工藝步驟 : 利用靜電吸附原理,在工件的表 面均勻的噴上一層粉末涂料; 落下的粉末通過回收系統回收, 過篩后可以再用 3、高溫固化 目的 :將工件表面的粉末涂料加熱 到規定的溫度并保溫相應的時間, 使 之熔化、流平、固化,從而得到我們 想要的工件表面效果。 工藝步驟 : 將噴涂好的工件推入 固
熱門知識
橋架終端封頭(靜電噴塑含配件)-
話題: 室內設計yangzhimin09
精華知識
橋架終端封頭(靜電噴塑含配件)-
話題: 工程造價BOPJINLONG
-
話題: 地產家居xuexue2188
最新知識
橋架終端封頭(靜電噴塑含配件)-
話題: 工程造價swiftdalls
-
話題: 工程造價yangchuoyan
-
話題: 工程造價frogking22
相關問答
橋架終端封頭(靜電噴塑含配件)-
話題: 工程造價john_xu1987
-
話題: 工程造價chengang88
專題概述
橋架終端封頭(靜電噴塑含配件)知識來自于造價通云知平臺上百萬用戶的經驗與心得交流。 注冊登錄 造價通即可以了解到相關橋架終端封頭(靜電噴塑含配件)最新的精華知識、熱門知識、相關問答、行業資訊及精品資料下載。同時,造價通還為您提供材價查詢、測算、詢價、云造價等建設行業領域優質服務。手機版訪問:橋架終端封頭(靜電噴塑含配件)
相關話題
資料下載
相關資訊
橋架終端封頭(靜電噴塑含配件)相關專題
- 開放式橋架套定額
- 做橋架多少錢一米
- 怎么計算橋架更準確
- 怎樣計算出橋架的價格
- 怎樣計算橋架內線纜的長度
- 怎樣算電纜橋架的工程量
- 知道橋架的斜長怎樣了計算
- 有電纜橋架報價表
- 有橋架價格表
- 河南08安裝定額橋架支架
- 易燃易爆場所防雷裝置及防靜電接地裝置檢測技術規范
- 易燃易爆管道法蘭間靜電跨接及跨接銅芯線截面積設計標準
- 有鋁塑復合膜、鋁箔復合膜、鋁塑袋、鋁箔袋、防靜電屏蔽
- 化工工廠靜電接地設計論文的題目
- 接地式防靜電裝置檢測規范掃描件
- 防靜電瓷質地板地面工程技術規程
- PEG-ZnO-PP復合抗靜電劑及其對聚丙烯纖維的改性
- 同軸納米電纜的靜電紡絲技術制備與表征
- 地面防靜電地板施工工藝
- 大連長興島原油儲罐防腐涂裝設計及導靜電涂料相關標準解析
- 徐州電廠靜電除塵器高頻電源改造與高效除塵節能效果分析
- 機房防靜電地板有幾種,機房為什么要采用防靜電地板
- 防靜電安全技術規范(QSY1431-2011)
- 防雷電靜電裝置安全檢測部位及檢測點的確定送審稿
- 防靜電活動地板通用規范
- 不發火防靜電水泥砂漿
- 水發泡抗靜電半硬質聚氨酯泡沫塑料的制備和性能