




格式:pdf
大小:34KB
頁數: 22頁
PVC 材料的注塑工藝 2010-05-17 09:26:04| 分類: 默認分類 | 標簽: |字號大中小 訂閱 PVC 料因為價廉,與生俱來具備防炎性質, 而且強硬堅固,抗化學能力佳,收縮率為 0.2-0.6% ,產品在電器、機械、建筑、日用 品、玩具、包裝上應用日益廣泛,針對 PVC 料的特性,分析產品注塑工藝如下: 一、 PVC 料的特性 PVC 熱安定性不良 ,成型溫度與分解溫度接 近,流動性不佳,外觀容易形成不良缺陷, PVC 料耐熱性不佳,最易燒焦、產生酸性氣 體進而腐蝕模具,加工時可加塑化劑增加其 流動性,一般須加添加劑使用,其強度、電 器絕緣性、耐藥品性佳。 二 、模具及澆口設計 為縮短注射的成型周期,注口越短越好,橫 切面要園形,射咀口的直徑最小為 6 毫米, 成園錐形,內角成 5 度,最好要加冷料井, 冷料井可防止熔化不良的半固體物料進入 模腔,而該等物料會影響到
格式:pdf
大小:35KB
頁數: 2頁
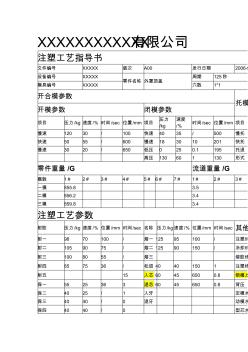
XXXXXXXXXXXX有限公司 注塑工藝指導書 文件編號 XXXXX 版次 A00 發行日期 2006-9 設備編號 XXXXX 零件名稱 外罩頂蓋 周期 125秒 模具編號 XXXXX 穴數 1*1 開合模參數 托模 開模參數 閉模參數 項目 壓力 /kg 速度 /% 時間 /sec 位置 /mm 項目 壓力 /kg 速度 /% 時間 /sec 位置 /mm 項目 慢速 120 30 / 100 快速 40 35 / 500 慢托 快速 50 55 / 600 慢速 18 30 10 201 快托 慢速 30 20 / 650 低壓 0 25 0.1 195 托退 高壓 130 60 1 130 形式 零件重量 /G 流道重量 /G 模數 1# 2# 3# 4# 5# 6# 7# 1# 2# 3# 一摸 855.8 3.5 二模 856.2 3.4 三模 859.8 3.4 注塑
熱門知識
pvc軟膠注塑工藝-
話題: 地產家居lhhlhh2004
-
話題: 地產家居huiying1988
精華知識
pvc軟膠注塑工藝-
話題: 工程造價sunmonger12
最新知識
pvc軟膠注塑工藝-
話題: 工程造價wnwsllhylcs
-
話題: 地產家居chuan8chuan
相關問答
pvc軟膠注塑工藝-
話題: 工程造價lsjhky888262
pvc軟膠注塑工藝相關專題
- 樓面砼裂縫如何防范
- 卡基諾金做樓梯好
- 卡曼石材做門檻石好看么
- 卡式爐是什么安全嗎
- 卡特挖掘機型號怎么分
- 開發商建房地下溶洞問題
- 開發商建房流程有哪些
- 開放漆木門好不好
- 開放性陽臺的保溫如何做
- 卡特挖掘機的型號怎么區分
- 應用亞溫淬火工藝解決45鋼槽型螺母淬裂問題的探索
- 中國石化北京設計院標準工藝裝置管道墊片選用規定
- 滲透型建筑物硅橡膠防水涂料的制備工藝及其制品
- 中國現代化鋼筋加工工藝與傳統鋼筋加工工藝相比優勢
- 橢圓截面螺旋等通道擠壓制備超細晶材料的新工藝
- 基于CMOS工藝的二維風速傳感器的設計和測試
- 岳城水庫大副壩防滲墻塑性混凝土施工工藝及質量控制
- 張峰水庫2號倒虹預應力鋼筒混凝土管道安裝施工工藝
- 無機材料工藝學課程改革探索
- 影響我國公路橋梁板式橡膠支座質量的因素及應對措施
- 在小橋涵軟基處理中如何運用預應力混凝土管樁的分析
- 再生丁基橡膠-丁基橡膠防水卷材壓敏膠的制備及性能
- 單面涂鋁PVC塑料吊頂材料燃燒性能的實驗
- 整體式拋填側向爆破施工工藝在爆破擠淤施工中的應用
- 云南省氯堿PVC行業清潔生產合格單位評價指標體系
- 在32‰大坡道地段架設鐵路T梁施工工藝及技術
- 異種鋼焊接接頭退火工藝
- PVC軟門簾的清洗方法
- pvc軟門簾厚度是多少
- pvc軟門簾價格是多少
- pvc軟門簾怎么安裝
- pvc軟質水晶板用什么品牌好
- PVC三防布是什么
- PVC上噴什么漆不容易掉
- pvc上水管和下水管的區別
- PVC上水管漏水怎么處理
- PVC上怎樣印刷磨砂效果
- PVC伸縮節、吊卡安裝問題
- PVC十大品牌管材廠家
- pvc石膏天花板容易脫落嗎
- pvc實壁管和upvc管的區別
- PVC是不是就是塑料
- pvc是什么材料環保
- PVC是什么材質
- PVC是什么材質是塑料嗎
- PVC是什么管
- PVC是什么意思
- PVC是什么做的
- PVC是塑料的一種
- PVC是由哪些原料組成的
- PVC是指什么
- PVC手辦材料是什么
- PVC手套的基本原料
- PVC手套的介紹
- pvc手套生產工藝流程圖
- PVC手套是何種材質
- PVC輸送帶常用規格的哪些