




格式:pdf
大小:10KB
頁數: 2頁
PE給水管道焊接要領 13條 ⑴要采用同材質、 同牌號的管材和管件。 對不同牌號的管材、 管件間熱熔連接,應經過試驗判定連接質量能得到保證后, 方可進行連接,切斷管材應使其端面垂直于軸線。 ⑵焊接前,進行倒角焊接端正圓并給出溶融深度刻線,用清 潔布蘸少量 96%乙醇清洗管材焊接區域。 ⑶管材與管件應在焊接現場放置一定時間,使其溫度接近施 工現場溫度,同時縮小管材與管件溫差,大風環境下施工要 采取相應措施,雨天或低于 -5℃時停止作業。 ⑷液壓調整接口機調整接口時要使待連接管材處于同一高 度且在同一平面上,受調整一端能夠靈活移動以便調整接 口位置。 ⑸調整機拖瓦夾持管材時,緊固螺栓壓力應一致,夾持壓力 小管件會產生移位,夾持壓力大管件斷面會產生變形影響 斷面刮切效果影響焊接質量使其反邊不一致。 ⑹當加熱板溫度達到焊接溫度時,繼續加熱 10nin ,使加電 熱板的溫度均勻對于管壁厚度≤ 5mm
格式:pdf
大小:43KB
頁數: 3頁
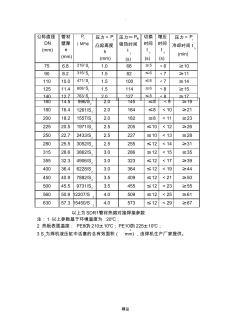
. 精品 以上為SDR11管材熱熔對接焊接參數 注:1 以上參數基于環境溫度為 20℃; 2 熱板表面溫度: PE80為210±10℃;PE100為225±10℃; 3 S 2為焊機液壓缸中活塞的總有效面積( mm 2 ),由焊機生產廠家提供。 公稱直徑 DN (mm) 管材 壁厚 e (mm) P 2 (MPa) 壓力= P 1 凸起高度 h (mm) 壓力≈ P拖 吸熱時間 t 2 (s) 切換 時間 t 3 (s) 增壓 時間 t 4 (s) 壓力= P 1 冷卻時間 t 5 (min) 75 6.8 219/ S2 1.0 68 ≤5 <6 ≥10 90 8.2 315/ S2 1.5 82 ≤6 <7 ≥11 110 10.0 471/ S2 1.5 100 ≤6 <7 ≥14 125 11.4 608/ S2 1.5 114 ≤6 <8
熱門知識
pe管道焊接-
話題: 工程造價upmiaomiao
-
話題: 工程造價Donaldyang1
-
話題: 工程造價tankang888
精華知識
pe管道焊接-
話題: 工程監理yanchen805
-
話題: 工程造價ziyetanhua
最新知識
pe管道焊接-
話題: 工程造價miaoxinguang
相關問答
pe管道焊接-
話題: 室內設計augustine818
pe管道焊接相關專題
- 小管徑室內PE排水管套什么
- 大口徑PE波紋管怎么安裝
- PE波紋管安裝注意事項
- PE管彎頭安裝需要法蘭根嗎
- PE塑料管上的閥門安裝方式
- pe涂料與pu涂料的區別
- 鑄鐵管與PE管怎么連接
- pe聚酯漆
- pe面漆
- pe木器漆
- 中華華丹雨、污水管道溝槽開挖專項施工方案教學教材
- 中國石化北京設計院標準工藝裝置管道墊片選用規定
- 中國焊接學會堆焊及表面工程專委會
- 起重機主梁工字鋼磨損及焊接變形的檢驗案列分析
- 張峰水庫2號倒虹預應力鋼筒混凝土管道安裝施工工藝
- 中國哈爾濱國際水處理給排水設備及泵閥管道展會概況
- 在用工業管道定期檢驗規程.20030601doc
- 中低壓燃氣管道工程質量控制及常見問題處理教學提綱
- 引子渡水電站溢洪道弧形工作閘門焊接變形與處理
- 以工作過程為導向的市政管道工程施工課程開發與實踐
- 應用洛陽GPS軟件設計城市排水管道工程的初步
- 圓鋼管混凝土T型焊接節點應力強度因子計算方法
- 原油和天然氣管道穿越工程施工及驗收規范-推薦下載
- 圓鋼管KK型搭接節點內隱藏焊縫焊接與否有限元分析
- 圓鋼管混凝土K型焊接管板節點試驗和有限元分析
- 中國工程建設焊接協會全國優秀焊接工程
- 中國變頻管道泵型號