




格式:pdf
大小:76KB
頁數: 3頁
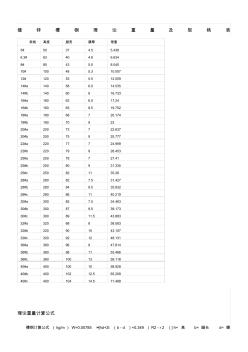
鍍 鋅 槽 鋼 理 論 重 量 及 規 格 表 規格 高度 腿寬 腰厚 理重 5# 50 37 4.5 5.438 6.3# 63 40 4.8 6.634 8# 80 43 5.0 8.045 10# 100 48 5.3 10.007 12# 120 53 5.5 12.059 14#a 140 58 6.0 14.535 14#b 140 60 8 16.733 16#a 160 63 6.5 17.24 16#b 160 65 8.5 19.752 18#a 180 68 7 20.174 18#b 180 70 9 23 20#a 200 73 7 22.637 20#b 200 75 9 25.777 22#a 220 77 7 24.999 22#b 220 79 9 28.453 25#a 250 78 7 27.41 25#b 250 80

格式:pdf
大小:41KB
頁數: 2頁
天津市兆博實業型鋼有限公司 產 品 質 量 證 明 書 收 貨 單位 : 執 行標 準: Q/12BJ4987-----2008 車 牌號 : 冀 T42101 發貨時間: 2018-12-15 序號 品名 規格 批號 牌號 單重 定尺 非定尺 備注 長度 捆數 根數 理 重 捆數 重量 1 槽鋼 8# 606687 Q235B 6 10 84 2 槽鋼 10# 606691 Q235B 6 11 70 3 槽鋼 12# 606682 Q235B 6/12 5 20 4 槽鋼 14# 606685 Q235B 6/12 9 20 序號 化學成份 % 力學性能 冷彎 V 型沖走功( J) 其他 C Si Mn P S 1 0.14 0.16 0.24 0.36 0.05 合格 2 0.12 0.18 0.29 0.36 0.06 合格 3 0.11 0.15 0.26 0.37
熱門知識
配電箱角鋼槽鋼問題-
話題: 工程造價liyun123456
精華知識
配電箱角鋼槽鋼問題-
話題: 室內設計liushi103031
最新知識
配電箱角鋼槽鋼問題-
話題: 工程造價luyangaiwo
-
話題: 工程造價dingyan0809
-
話題: 工程造價jiadongjie
相關問答
配電箱角鋼槽鋼問題-
話題: 工程造價xiuling0918
-
話題: 工程造價anchor1984
配電箱角鋼槽鋼問題相關專題
- 控制箱與配電箱套定額
- 連接配電箱接線端子的計算
- 樓層配電線路的敷設方式
- 樓層配電箱應套什么定額
- 重慶配電箱套什么定額
- 組裝配電箱如何套定額
- 最好的20kV配電網造價軟件
- 做配電柜怎么計算價格
- 怎么計算整套配電箱的價格
- 怎么計算配電箱有多大
- 應用亞溫淬火工藝解決45鋼槽型螺母淬裂問題的探索
- 有關建筑工程造價管理面臨的問題與其處理手段
- 以BIM為基礎的裝配式建筑全生命周期管理問題
- 在建筑行業建立農民工工資保證金制度若干問題的思考
- 中國水環境污染治理社會化資金投入現狀、問題與對策
- 醫用潔凈空調系統設計調試中易忽視的問題及設計優化
- 園林景觀工程在推進城鄉宜居環境建設中的問題及思考
- 應用貴州省雨洪公式計算施工期設計洪水需注意的問題
- 一拖一水泵智能保護水位有線無線控制配電箱使用手冊
- 在線解答合同、FIDIC、清單、工程管理問題實況
- 制定機械加工勞動定額切削用量時間標準若干問題
- 醫院手術部新風機組盤管冬季凍裂問題分析及防止方法
- 再談VRV空調系統設計與施工中有關問題的解決方法
- 智能建筑工程監理過程中的幾個問題及處理方法
- 引水隧洞TBM開挖施工質量控制及問題處理對策
- 有關公路工程BOT建設項目財務管理若干問題的思考
- 有關工程造價預結算審核存在問題及其解決對策
- 配電箱接插座怎么接
- 配電箱接地問題
- 配電箱接線的方式
- 配電箱接線的方式有哪些
- 配電箱接線圖地線怎么接
- 配電箱接線圖說明
- 配電箱接線問題
- 配電箱接線系統圖問題
- 配電箱接線怎么接
- 配電箱進場都要報哪些資料
- 配電箱進線孔是否封堵
- 配電箱進線要不要計算
- 配電箱開關個數和回路數
- 配電箱開關接線圖識讀
- 配電箱開孔問題
- 配電箱殼體怎么算價格
- 配電箱殼有報驗資料
- 配電箱控制柜有哪幾種分類
- 配電箱里不同路段接地線徑
- 配電箱里出線問題
- 配電箱里的零線和火線
- 配電箱里的線用套管嗎
- 配電箱里的元件名稱
- 配電箱里面BA什么意思
- 配電箱里面有什么配件
- 配電箱里模塊的作用和接法
- 配電箱里這個是表示什么
- 配電箱利舊問題
- 配電箱連管問題
- 配電箱連接的電纜的型號