





格式:pdf
大小:241KB
頁數(shù): 2頁
對(duì)大中型電機(jī)用扁銅帶的焊接,原采用 LP—75型對(duì)焊機(jī)焊接,功率小焊不透,功率大易擊穿。由于焊接工藝不過關(guān),一直不能承擔(dān)上級(jí)下達(dá)的生產(chǎn)任務(wù)。經(jīng)分析,認(rèn)為在焊接功率(電壓、電流)、壓縮行程、自動(dòng)加壓彈簧的距離、通電時(shí)間四個(gè)因素中,焊接電流是主要矛盾。優(yōu)選過程:改用 LP—25型焊機(jī),先用“瞎子爬山法”對(duì)焊接功率進(jìn)行優(yōu)選。
格式:pdf
大小:8KB
頁數(shù): 1頁
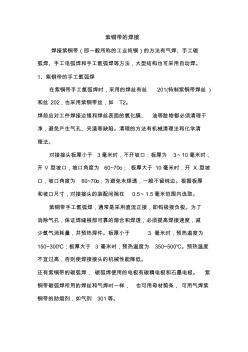
紫銅帶的焊接 焊接紫銅帶(即一般所稱的工業(yè)純銅)的方法有氣焊、手工碳 弧焊、手工電弧焊和手工氬弧焊等方法,大型結(jié)構(gòu)也可采用自動(dòng)焊。 1、紫銅帶的手工氬弧焊 在紫銅帶手工氬弧焊時(shí),采用的焊絲有絲 201(特制紫銅帶焊絲 ) 和絲 202,也采用紫銅帶絲,如 T2。 焊前應(yīng)對(duì)工件焊接邊緣和焊絲表面的氧化膜、 油等臟物都必須清理干 凈,避免產(chǎn)生氣孔、夾渣等缺陷。清理的方法有機(jī)械清理法和化學(xué)清 理法。 對(duì)接接頭板厚小于 3毫米時(shí),不開坡口;板厚為 3~10毫米時(shí), 開 V 型坡口,坡口角度為 60~70o; 板厚大于 10毫米時(shí),開 X 型坡 口,坡口角度為 60~70o;為避免未焊透,一般不留鈍邊。根據(jù)板厚 和坡口尺寸,對(duì)接接頭的裝配間隙在 0.5~1.5毫米范圍內(nèi)選取。 紫銅帶手工氬弧焊,通常是采用直流正接,即鎢極接負(fù)極。為了 消除氣孔,保證焊縫根部可靠的熔合和焊透,必須提高焊接速度,減 少氬
熱門知識(shí)
幕墻跨接銅帶精華知識(shí)
幕墻跨接銅帶最新知識(shí)
幕墻跨接銅帶
相關(guān)問答
幕墻跨接銅帶幕墻跨接銅帶相關(guān)專題
- 陶板幕墻的安裝方法
- 室內(nèi)玻璃幕墻是如何安裝的
- 室內(nèi)石材幕墻的計(jì)算高度
- 室內(nèi)水幕墻設(shè)計(jì)怎么做
- 燈具如何在幕墻上安裝
- 如何正確安裝玻璃幕墻隔斷
- 玻璃幕墻安裝配件都有哪些
- 玻璃幕墻的制作及安裝步驟
- 玻璃幕墻系統(tǒng)幾種安裝形式
- 玻璃幕墻裝飾材料需要哪些
- 能跨越水平窗框障礙的玻璃幕墻清洗機(jī)器人的設(shè)計(jì)
- 中國(guó)點(diǎn)式幕墻行業(yè)市場(chǎng)前景分析預(yù)測(cè)年度報(bào)告(目錄)
- 支承在彈性邊界上的雙曲面單層索網(wǎng)玻璃幕墻試驗(yàn)
- 中國(guó)玻璃幕墻工程行業(yè)市場(chǎng)前景分析預(yù)測(cè)報(bào)告(目錄)
- 杭州來福士廣場(chǎng)單元式幕墻施工監(jiān)理管控要點(diǎn)與實(shí)踐??
- 橫琴萬象世界項(xiàng)目幕墻設(shè)計(jì)說明
- 杭州東站站房東西立面異形柱雙曲面不銹鋼幕墻施工技術(shù)
- 江蘇某綜合樓外幕墻施工組織設(shè)計(jì)(魯班獎(jiǎng))
- 建筑幕墻工程設(shè)計(jì)與施工一體化二級(jí)資質(zhì)材料清單與要求
- 建筑工程幕墻施工質(zhì)量驗(yàn)收資料
- 建設(shè)部關(guān)于發(fā)布行業(yè)產(chǎn)品標(biāo)準(zhǔn)小單元建筑幕墻公告
- 江蘇某廣場(chǎng)幕墻設(shè)計(jì)及施工招標(biāo)文件
- 假冒偽劣隔熱條是節(jié)能鋁門窗幕墻殺手絕不能忽視
- 夾板連接單層索網(wǎng)玻璃幕墻協(xié)同工作下拉索有限元分析
- 建筑構(gòu)造課程裝飾材料與構(gòu)造石材及其石材幕墻干掛法
- 建設(shè)部關(guān)于發(fā)布行業(yè)產(chǎn)品標(biāo)準(zhǔn)建筑幕墻用瓷板公告
- 點(diǎn)支式玻璃幕墻支承裝置
- 什么叫墻身防潮
- 敲承重墻 上海 法規(guī)
- 圍墻倒塌常見原因
- 墻體防潮材料
- 二次承重墻
- 石頭圍墻經(jīng)典效果圖
- 圍墻用什么材料最便宜
- 附墻煙囪圖片
- 戶外圍墻大門圖片大全
- 修建圍墻驗(yàn)收?qǐng)?bào)告
- 政府拆除圍墻
- 鄉(xiāng)村別墅圍墻圖片
- 修建圍墻申請(qǐng)
- 翻越圍墻加速器
- 樓頂圍墻裂縫
- 墓地圍墻圖片
- 通透式圍墻圖片
- 幕墻預(yù)埋鐵件
- 永久性圍墻
- 露臺(tái)地磚墻磚
- 圍墻防護(hù)網(wǎng)
- 圍墻防盜刺
- 圍墻加高方案裝飾
- 彈幕墻pc端
- 中央拆除圍墻文件
- 沖孔鋁幕墻單板
- 圍墻砌筑安全技術(shù)交底
- 為什么找幕墻顧問
- 圍墻壁畫用什么
- 圍墻地梁鋼筋