




![直螺紋鋼筋套筒連接施工技術交底[2]](https://files.zjtcn.com/group1/M00/62/3B/CgoBZ2A5VleAeiI_AABEckzSXng090.jpg)
格式:pdf
大小:43KB
頁數: 4頁
直螺紋鋼筋套筒連接施工技術交底 一、 剝肋滾壓螺紋加工與檢驗 采用鋼筋剝肋滾絲機(型號: GHG40、GHG50),先將鋼筋的橫肋和縱肋進行 剝切處理后,使鋼筋滾絲前的柱體直徑達到同一尺寸,然后再進行螺紋滾壓成型。 鋼筋剝肋滾絲機由臺鉗、剝肋機構、滾絲頭、減速機、漲刀機構、冷卻系統、 電器控制系統、機座等組成。其工作過程:將待加工鋼筋夾在夾鉗上,開動機器, 扳動進給裝置,使動力頭向前移動,開始剝肋滾壓螺紋,待滾壓到調定位置后設備 自動停機并反轉,將鋼筋端部退出滾壓裝置,扳動進給裝置將動力頭復位停機,螺 紋即加工完成。 剝肋滾絲頭加工尺寸應符合表 1的規定。絲頭加工長度為標準型套筒長度的 1/2, 其公差為 +2P(P為螺距) 剝肋滾絲頭加工尺寸 (mm) 表 1 規格 剝肋直徑 螺紋直徑 絲頭長度 完整絲扣圈數 16 15.1 ±0.2 M16.5× 2 22.5 ≥8 18 1
格式:pdf
大小:30KB
頁數: 1頁
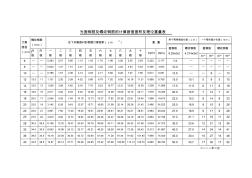
光面鋼筋及螺紋鋼筋的計算斷面面積及理論重量表 計算 直徑 (mm) 螺紋鋼筋 (mm) 在下列根數時的鋼筋計算面積(cm 2 ) 重 量 兩個彎鉤增加長度(cm) 一個彎折減少長度(mm) 圓鋼筋 6.25xdx2 螺紋鋼筋 4.214xdx2 圓鋼筋 螺紋鋼筋 外 徑 內 徑 一 根 二 根 三 根 四 根 五 根 六 根 七 根 八 根 九 根 十 根 (kgf/m) (N/m) 45° 90° 45° 90° 6 — — 0.283 0.57 0.85 1.13 1.42 1.70 1.98 2.26 2.55 2.83 0.222 2.177 7.5 — — — — — 8 — — 0.503 1.01 1.51 2.01 2.52 3.02 3.52 4.02 4.53 5.03 0.395 3.874 10.0 — — — — — 10 — — 0.785 1.57 2.
熱門知識
螺紋鋼筋套筒精華知識
螺紋鋼筋套筒-
話題: 建筑施工david_clin
-
話題: 地產家居ccccchhhhh12
最新知識
螺紋鋼筋套筒-
話題: 工程造價lixiliang160
相關問答
螺紋鋼筋套筒螺紋鋼筋套筒相關專題
- 可撓螺紋電纜保護管
- 可調型螺紋套筒連接
- 樂泰螺紋鎖固劑都有哪些
- 連鋼螺紋鋼今天多少錢一噸
- 連接常用什么螺紋
- 梁鋼筋直螺紋連接
- 兩種美制螺紋的區別
- 六角頭螺栓螺紋公差標準
- 六毫米螺紋鋼當前價格
- 至螺紋套筒價格
- 在砌塊配筋砌體中使用的新型鋼筋直螺紋連接套筒
- 感應加熱快速處理全螺紋鋼筋研制與力學性能分析
- 廣東2020年07月(57月)螺紋鋼信息價數據包
- 基于AMESim螺紋插裝式平衡閥動態特性仿真
- 國內外焊接內螺紋銅管與無縫內螺紋銅管技術發展狀況
- 呼吸機螺紋管集中供應室消毒滅菌效果及成本效益
- 廣西2020年07月(5-7月)螺紋鋼信息價數據包
- 江西2020年07月(57月)螺紋鋼信息價數據包
- HRB400級鋼筋的應用及粗直徑鋼筋直螺紋機械連接技術
- 高溫抗咬合劑、防卡咬潤滑劑、高溫螺紋潤滑脂
- 一級三級螺紋鋼符號
- 中文版公制細牙螺紋尺寸和公差
- 鋼筋剝肋滾壓直螺紋連接技術規程
- 一種鋼筋螺紋加工機
- 小螺紋鉆孔在上海地區常見勘察工程中的典型案例應用分析
- 強化工藝下HRB400螺紋鋼筋力學性能及組織分析
- 帶鎖緊金屬螺紋軟管接頭BGQMZ電纜接頭金屬接頭