




格式:pdf
大小:532KB
頁數(shù): 3頁
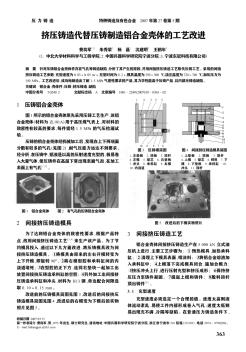
針對壓鑄鋁合金殼體件存在氣孔等鑄造缺陷,分析了其產(chǎn)生的原因,并用間接擠壓鑄造工藝取代壓鑄工藝。采用的間接擠壓鑄造工藝參數(shù):充型速度為0.03~0.05m/s,充型時間為0.2s,模具溫度為250~300℃,澆注溫度為720~740℃,加壓壓力為150MPa。工藝改進(jìn)后,成功地制造出了耐1.5MPa氣密性要求的產(chǎn)品,其力學(xué)性能高于壓鑄產(chǎn)品,且內(nèi)部無鑄造缺陷。

格式:pdf
大小:1.4MB
頁數(shù): 4頁
對某大型薄壁鋁合金殼體的結(jié)構(gòu)工藝特點、鑄造工藝總體方案、鑄造工藝流程、關(guān)鍵技術(shù)解決措施等進(jìn)行介紹,并通過鑄造成形工藝模擬仿真優(yōu)化了鑄件的澆注系統(tǒng),通過多種工藝手段結(jié)合三維掃描檢測,保證了殼體研制期間的產(chǎn)品質(zhì)量,希望為從事相關(guān)專業(yè)的讀者提供參考借鑒。
熱門知識
鋁合金殼體-
-
話題: 地產(chǎn)家居ggttkk
精華知識
鋁合金殼體-
-
-
話題: 地產(chǎn)家居kaiwen3779
最新知識
鋁合金殼體-
話題: 地產(chǎn)家居191977875
-
話題: 工程造價wenhou0431

相關(guān)問答
鋁合金殼體-
話題: 工程造價zycganggou
-
鋁合金殼體相關(guān)專題
- 鋰電正極為什么是鋁極耳
- 怎樣合接地刀閘
- 直流電磁鐵吸合電路
- 接地線可用鋁線代替
- 聚合物鋰電池廠商
- 聚合物鋰電池的型號規(guī)格
- 聚合物鋰電池哪個牌子好
- 聚合物鋰電池哪個牌子較好
- 用電怎么熔化鋁
- 國內(nèi)新建的電解鋁廠
- 在耐熱鉻鋁合金改性處理中釩渣的冶金物化條件及作用
- 如何區(qū)別鋁合金門窗60、70、80系列
- 優(yōu)質(zhì)國標(biāo)6061鋁合金硬度6061鋁合金機(jī)械性能
- 工藝參數(shù)對鋁合金激光填絲搭接焊縫成形影響
- 工藝條件對6061鋁合金近液相線鑄造微觀組織影響
- 化學(xué)成分對鋁塑復(fù)合管用鋁合金帶材性能影響
- 關(guān)于發(fā)布行業(yè)產(chǎn)品標(biāo)準(zhǔn)建筑用隔熱鋁合金型材公告
- 基于BP神經(jīng)網(wǎng)絡(luò)5A06鋁合金電子束焊接熔深預(yù)測
- 建筑精裝工程標(biāo)準(zhǔn)化施工工藝鋁合金框扇及塑料框扇玻璃
- 含中心裂紋鋁合金板復(fù)合材料單面膠接修復(fù)后疲勞特性
- 國標(biāo)鋁及鋁合金箔2010版與2003版厚度內(nèi)容比較
- 建筑用6061T6系鋁合金高溫下力學(xué)性能試驗
- 漢城鋁合金門窗施工方案培訓(xùn)資料
- 建筑鋁合金型材有機(jī)聚合物噴涂膜性能分析及質(zhì)量評價
- 明框鋁合金玻璃幕墻工程施工組織設(shè)計
- 建筑材料鋁合金擠壓型材存在問題及原因分析
- 擠壓成型對LC4CS鋁合金棒材陽極氧化膜結(jié)構(gòu)影響
- 空調(diào)支架5P
- 鋁合金臺腳
- 工作紗線手套
- 鋁合金旋轉(zhuǎn)支架
- 工車位
- 工業(yè)變焦鏡頭
- 被動安全
- 被動菱形防護(hù)網(wǎng)
- 合金射燈
- 被動探測器
- 車輛監(jiān)控設(shè)備
- 采用sony
- 安保監(jiān)控攝像頭
- 閉口金屬桶
- 卷簾門電控箱
- 安防設(shè)備監(jiān)視器
- 表演型激光燈
- 基站電源系統(tǒng)
- 鰭片式
- 安防監(jiān)控半球攝像機(jī)
- 紐邦
- 安防系統(tǒng)集成設(shè)備
- 安防網(wǎng)絡(luò)器材
- 超強(qiáng)鋁型材
- 安全燈條
- 冷鍛成型
- 半球攝像機(jī)480
- 巴固500
- 半球旋轉(zhuǎn)
- 博克鋁