




格式:pdf
大小:508KB
頁數: 16頁
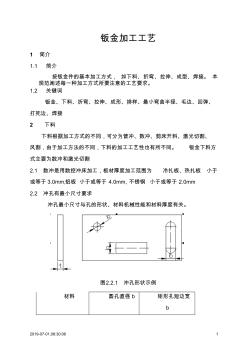
2019-07-01,08:30:06 1 鈑金加工工藝 1 簡介 1.1 簡介 按鈑金件的基本加工方式, 如下料、折彎、拉伸、成型、焊接。 本 規范闡述每一種加工方式所要注意的工藝要求。 1.2 關鍵詞 鈑金、下料、折彎、拉伸、成形、排樣、最小彎曲半徑、毛邊、回彈、 打死邊、焊接 2 下料 下料根據加工方式的不同,可分為普沖、數沖、剪床開料、激光切割、 風割,由于加工方法的不同,下料的加工工藝性也有所不同。 鈑金下料方 式主要為數沖和激光切割 2.1 數沖是用數控沖床加工,板材厚度加工范圍為 冷扎板、熱扎板 小于 或等于 3.0mm,鋁板 小于或等于 4.0mm,不銹鋼 小于或等于 2.0mm 2.2 沖孔有最小尺寸要求 沖孔最小尺寸與孔的形狀、材料機械性能和材料厚度有關。 圖2.2.1 沖孔形狀示例 材料 圓孔直徑 b 矩形孔短邊寬 b 2019-07-01,08:30:06 2

格式:pdf
大小:36KB
頁數: 4頁
4. 原材料檢驗標準 4.1 金屬材料 4.1.1 鈑材厚度及質量應符合國標,采用的鈑材需出示性能測試報告及廠商證明。 4.1.2 材料外觀:平整無銹跡,無開裂與變形。 4.1.3 尺寸:按圖紙或技術要求執行,本司未有的按現行國標執行。 4.2 通用五金件、緊固件 4.3.1 外觀:表面無繡跡、無毛刺批鋒,整批來料外觀一致性良好。 4.3.2 尺寸:按圖紙與國標要求,重要尺寸零缺陷。 4.3.2 性能:試裝配與使用性能符合產品要求。 5. 工序質量檢驗標準 5.1 沖裁檢驗標準 l 對有可能造成傷害的尖角、棱邊、粗糙要做去除毛刺處理。 l 圖紙中未明確標明之尖角(除特別注明外)均為 R1.5。 l 沖壓加工所產生的毛刺,對于門板、面板等外露可見面應無明顯凸起、凹陷、粗糙不平、 劃傷、銹蝕等缺陷。 l 毛刺:沖裁后毛刺高 L≤5%t( t 為板厚)。 l 劃傷
熱門知識
鋁鈑金加工-
話題: 工程造價lengfeng911
精華知識
鋁鈑金加工最新知識
鋁鈑金加工-
話題: 室內設計fuzhoudegao
相關問答
鋁鈑金加工鋁鈑金加工相關專題
- 凱里滬山鋁土礦多少錢1噸
- 烤瓷鋁板屬于金屬板
- 可以焊鋁的焊錫絲
- 可以焊銅鋁的焊條叫什么
- 空氣霧化鋁粉怎么生產
- 空心鋁管重量的計算公式
- 礦棉板和鋁扣板有什么區別
- 拉升鋁是什么材質
- 拉絲鋁合金格柵吊頂多少錢
- 蘭州河灣鋁廠在什么地方
- 有色金屬技術經濟院與廣亞鋁業簽署戰略合作協議
- 中國現代化鋼筋加工工藝與傳統鋼筋加工工藝相比優勢
- 主要用固體工業廢渣生產硫鋁酸鹽水泥熟料的方法
- 中國鋁業山東分公司新建20萬噸4A沸石生產線開工
- 制定機械加工勞動定額切削用量時間標準若干問題
- 圓管方管角鋁槽鋁(20200929163753)
- 中國報告網十三五期間中國電解鋁工業發展環境分析
- 單面涂鋁PVC塑料吊頂材料燃燒性能的實驗
- 在耐熱鉻鋁合金改性處理中釩渣的冶金物化條件及作用
- 以焦爐煤氣為燃料煅燒高鋁礬土的回轉窯技術
- 中國鋁業股份有限公司青海分公司
- 再生聚烯烴/納米氫氧化鋁無鹵阻燃環保絕緣材料
- 中國鋁業連城分公司完成CBS倉儲管理功能模塊構建
- 如何區別鋁合金門窗60、70、80系列
- 燃燒室高度加工中在線測量系統精確性的方法
- 優質國標6061鋁合金硬度6061鋁合金機械性能
- 以鋁礬土為原料制備氧化鋁瓷球的原料設計和性能