





格式:pdf
大小:287KB
頁數: 4頁
通過對已有的螺紋鋼軋輥月牙槽加工工藝方法進行分析比較,確定了月牙槽加工方案并考慮工序集中原則進而提出月牙槽加工與信息加工一體化部件,由此確定了數控銑床總體設計方案與相關技術參數,并對一體化結構的工作原理加以闡述。
格式:pdf
大小:95KB
頁數: 2頁
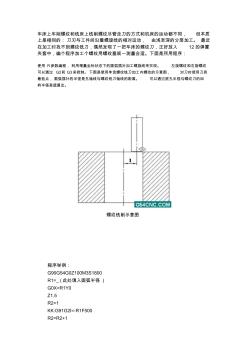
車床上車削螺紋和銑床上銑削螺紋盡管走刀的方式和機床的運動都不同, 但本質 上是相同的:刀刃與工件間沿著螺旋線的相對運動, 由淺至深的分層加工。 最近 在加工時找不到螺紋銑刀,偶然發現了一把車床的螺紋刀,正好放入 12的彈簧 夾套中,編個程序加工個螺紋用螺紋塞規一測量合適。下面是所用程序: 使用 R參數編程, 利用增量坐標狀態下的圓弧插補加工螺旋線來實現。 左旋螺紋和右旋螺紋 可以通過 G2和 G3來控制。下圖是使用單齒螺紋銑刀加工內螺紋的示意圖, 對刀時使用刀具 最低點,圓弧插補的半徑是孔軸線與螺紋銑刀軸線的距離。 可以通過底孔半徑與螺紋刀的回 轉半徑差值算出。 螺紋銑削示意圖 程序舉例: G90G54G0Z100M3S1800 R1=_ (此處填入圓弧半徑 ) G0X=R1Y0 Z1.5 R2=1 KK:G91G2I=-R1F500 R2=R2+1 IF R2<=11 GOTOB KK
熱門知識
螺紋銑床-
話題: 地產家居yuyanhui78
-
話題: 工程造價qnaqwgijay
精華知識
螺紋銑床-
話題: 地產家居mayanling1
-
話題: 地產家居ldhldh124124
最新知識
螺紋銑床相關問答
螺紋銑床-
話題: 工程造價zhengjing124
螺紋銑床相關專題
- 可撓螺紋電纜保護管
- 可調型螺紋套筒連接
- 樂泰螺紋鎖固劑都有哪些
- 連鋼螺紋鋼今天多少錢一噸
- 連接常用什么螺紋
- 梁鋼筋直螺紋連接
- 兩種美制螺紋的區別
- 六角頭螺栓螺紋公差標準
- 六毫米螺紋鋼當前價格
- 至螺紋套筒價格
- 在砌塊配筋砌體中使用的新型鋼筋直螺紋連接套筒
- 感應加熱快速處理全螺紋鋼筋研制與力學性能分析
- 廣東2020年07月(57月)螺紋鋼信息價數據包
- 基于AMESim螺紋插裝式平衡閥動態特性仿真
- 國內外焊接內螺紋銅管與無縫內螺紋銅管技術發展狀況
- 呼吸機螺紋管集中供應室消毒滅菌效果及成本效益
- 廣西2020年07月(5-7月)螺紋鋼信息價數據包
- 機電一體化畢業設計(論文)-數控銑床控制系統設計
- 江西2020年07月(57月)螺紋鋼信息價數據包
- 合金軋輥在φ12mm螺紋鋼筋切分生產線上應用實踐
- 江蘇2020年07月(57月)螺紋鋼信息價數據包
- HRB400級鋼筋的應用及粗直徑鋼筋直螺紋機械連接技術
- 高溫抗咬合劑、防卡咬潤滑劑、高溫螺紋潤滑脂
- 壓力表接頭螺紋規格表
- 一級三級螺紋鋼符號
- H14W-16R、H14W-16P型內螺紋不銹鋼止回閥
- 中文版公制細牙螺紋尺寸和公差