




格式:pdf
大小:81KB
頁數: 6頁
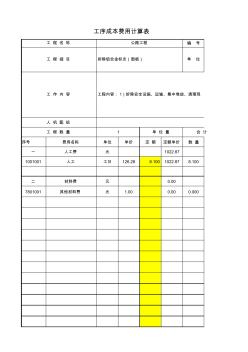
編 號 單 位 序號 費用名稱 單位 單價 定 額 定額單價 數 量 一 人工費 元 1022.87 1001001 人工 工日 126.28 8.100 1022.87 8.100 二 材料費 元 0.00 7801001 其他材料費 元 1.00 0.00 0.000 工 作 內 容 工程內容: 1)拆除安全設施、運輸、集中堆放、清理現 工序成本費用計算表 工 程 名 稱 公路工程 工 程 細 目 拆除鋁合金標志(面板) 人 機 配 組 工 程 數 量 1 單 位 量 合 計 三 機械使用費 元 3374.41 0.000 8003074 標線清除機 臺班 438.78 0.00 0.000 8007001 載貨汽車 載貨量 t 2 以 內 臺班 348.34 0.00 0.000 8007003 載貨汽車 載貨量 t 4 以 內 臺班 474.19 3.340 1583
格式:pdf
大小:50KB
頁數: 6頁
鋁及鋁合金熱軋工藝 熱軋坯料主要采用的是半連續、 連續兩種生產方式生產鋁錠, 現代化的熱連軋大部分 都是采用半連續鑄造的生產方式生產鑄錠,可生產出來的鑄錠重量重,鑄錠的尺寸、表面、 化學成分和內部質量較高 一鑄錠的制備和質量要求。 (1) 鑄錠的選擇應考慮到客戶的質量需求和自身設備能力和工藝水平。 (舉例子) (2) 鑄錠的厚度選擇的依據:成品厚度和變形率 (3) 鑄錠寬度選擇的依據:成品的寬度和合金的切邊量 (4) 鑄錠長度的選擇依據:熱軋卷的卷徑 二鑄錠的斷面形狀: (1) 圓弧形 (2) 梯形 (3) V 字形 (4) 長方形 三鑄錠切頭尾的目的 四熱軋前鑄錠頭尾的處理方式 (1) 表面要求不高的產品可以對鑄錠澆鑄口和底部不做任何處理 (2) 對表面要求高的產品必須將頭尾鑄造缺陷部分全部切除 (3) 鑄錠切頭切尾長度的確定 合 金 用 途 膨脹端 (≥mm) 澆口端(≥ mm) 1
熱門知識
鋁合金2011精華知識
鋁合金2011-
話題: 室內設計y261503480
最新知識
鋁合金2011相關問答
鋁合金2011-
話題: 工程造價gzj602545477
-
話題: 裝修工程wxsldcg21705
鋁合金2011相關專題
- 制作鋁合金門窗機器有哪些
- 中國鋁門窗十大品牌有哪些
- 中空鋁隔條門窗有哪些優點
- 裝鋁合金窗戶圖步驟
- 裝飾鋁型材規格有幾種
- 自己制作鋁合金窗戶
- 做鋁合金窗的公式
- 做膠合木梁用什么膠水
- 做鋁合金門窗需要什么機器
- 怎么密封鋁合金推拉窗
- 招標文件-園區道路改造工程2011-6-11_1
- 在耐熱鉻鋁合金改性處理中釩渣的冶金物化條件及作用
- 征文通知:2011年度全國無線及移動通信學術會議
- 中安協資[2011]1號安防工程企業資質管理辦法
- 如何區別鋁合金門窗60、70、80系列
- 優質國標6061鋁合金硬度6061鋁合金機械性能
- 中安協資[2011]2號安防工程企業資質評定標準
- 在淮河防汛抗旱總指揮部2011年工作會議上的講話
- 工藝參數對鋁合金激光填絲搭接焊縫成形影響
- 廣東江門建設工程材料廠商報價(2011年2季度)
- 廣東江門建設工程材料廠商報價(2011年3季度)
- 工藝條件對6061鋁合金近液相線鑄造微觀組織影響
- 公路橋涵混凝土施工規范條文JTTTF502011
- 化學成分對鋁塑復合管用鋁合金帶材性能影響
- 廣東省建設工程造價咨詢收費【2011】742號文)
- 關于發布行業產品標準建筑用隔熱鋁合金型材公告
- 公路橋涵施工技術規范JTGTF50201122涵洞