





格式:pdf
大小:5KB
頁數: 2頁
常用焊條規范 焊條型號 烘烤溫度 時間 用途 J422 130 ℃ 1-2 小時 焊接普通強度的鋼材以及管道壓力容器等 J427 350 ℃ 1-2 小時 焊接普通強度的鋼材以及管道壓力容器等 J502 350 ℃ 1-2 小時 焊接低合金鋼管 16Mn J507 350 ℃ 1-2 小時 焊接普通強度的鋼材以及管道壓力容器及重要 的部件等 J506 350 ℃ 1-2 小時 焊接普通強度的鋼材以及管道壓力容器及重要 的部件等 J508 400 ℃ 1-2 小時 焊接普通強度的鋼材以及鍋爐管道壓力容器及 橋梁等重要的部件 J857 350-400 ℃ 1 小時 焊接抗拉強度高的低合金鋼 J422Fe16 200 ℃ 1 小時 焊接重要的碳鋼 J507Fe16 350-380 ℃ 1
格式:pdf
大小:14KB
頁數: 2頁
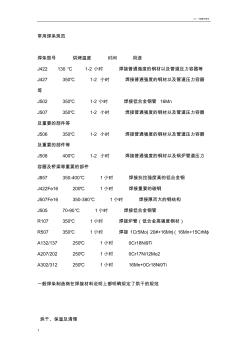
v1.0 可編輯可修改 1 常用焊條規范 焊條型號 烘烤溫度 時間 用途 J422 130 ℃ 1-2 小時 焊接普通強度的鋼材以及管道壓力容器等 J427 350℃ 1-2 小時 焊接普通強度的鋼材以及管道壓力容器 等 J502 350℃ 1-2 小時 焊接低合金鋼管 16Mn J507 350℃ 1-2 小時 焊接普通強度的鋼材以及管道壓力容器 及重要的部件等 J506 350℃ 1-2 小時 焊接普通強度的鋼材以及管道壓力容器 及重要的部件等 J508 400℃ 1-2 小時 焊接普通強度的鋼材以及鍋爐管道壓力 容器及橋梁等重要的部件 J857 350-400℃ 1小時 焊接抗拉強度高的低合金鋼 J422Fe16 200℃ 1小時 焊接重要的碳鋼 J507Fe16 350-380℃ 1小時 焊接厚而大的鋼結構 J505 70-90℃ 1小時 焊接低合金鋼管
熱門知識
抗拔系數在哪條規范-
話題: 工程造價63831671hzx
-
話題: 工程造價lyf1966419
精華知識
抗拔系數在哪條規范-
話題: 裝修工程ldd3043633
最新知識
抗拔系數在哪條規范-
話題: 電氣工程nana33387573
-
話題: 路橋市政1076262168
相關問答
抗拔系數在哪條規范抗拔系數在哪條規范相關專題
- 邊坡錨桿拉拔試驗規范
- 水泥路面抗滑構造深度
- 植筋拉拔力計算公式
- 抗浮錨桿拉拔
- 抗浮錨桿拉拔實驗
- 攪拌樁土體加固抗浮施工
- 基坑抗隆起
- 基坑抗隆起穩定性驗算
- 深基坑抗隆起計算不過
- 試驗樁拉拔試驗
- 引用公路橋涵施工技術規范JTJ0412000
- cnas-cc012007新版認可規范
- 中華人民共和國國家標準建設工程工程量清單計價規范
- 以建筑工程資料管理的規范化促進工程質量的管理監督
- 招標合同工程建設招標設標合同合同條件(第2部分)
- 中國移動廣東公司環形混凝土電桿技術規范書(暫行)
- 執行設備工程監理規范提升地鐵設備監理服務質量
- 在不中斷行車條件下利用靜態爆破劑進行橋改涵的施工
- 招投標-嚴格規范工程施工招標全力打造陽光工程施工
- 應用工程建設施工企業質量管理規范進行體系轉換
- 有關建設工程施工安全涉及常用法律法規標準規范清單
- 云南省建設工程招標投標管理條例(修正)與分析
- 中玻新材擬建10條800萬m~2Low-E玻璃線
- 增設鋼牛腿在連續獨柱墩橋梁抗傾覆加固設計中的應用
- 中國建筑抗震設計規范的演變與展望
- 異形柱框架及短肢墻抗震節點構造的施工質量保證措施
- 中國水泥工廠余熱發電設計規范國家標準即將出臺